МАТЕМАТИЧНА МОДЕЛЬ ПРОЦЕСУ ШТАМПОВКИ КОЛІС МАЛОГО ДІАМЕТРУ
Снітко С.О., Забродній О.І.(МОТ 06м)
Розробку і освоєння нових технологій штамповки і прокатки коліс, у тому числі малого діаметру актуально виконувати в обмеженно стислі терміни, забезпечуючи при цьому високу якість коліс, відповідне світовим стандартам.
Робота присвячена рішенню актуальної задачі по створенню математичної моделі процесу штамповки коліс малого діаметру, яка необхідна для розробки калібровки штампів.
Для знаходження залежності розрахунку ступеня заповнення металом штампів в зонах обода, маточини і гребеня, положення нейтральної лінії в диску, а також сил при штамповки колісних заготовок виконаний планований розрахунковий експеримент залежно від двох чинників: ho/Ho, hc/Hc. Тут Но - висота обода колеса після формувального пресу силою 60 МН; ho - висота верхньої частини обода колісної заготовки, отриманої на пресі силою 40/20 МН; Нс - висота маточини колеса після пресу силою 60 МН; hc - висота верхньої частини маточини колісної заготовки отриманої на пресі силою 40/20 МН. Вибрані параметри, які визначають: ступінь заповнення металом штампів в зонах обода hTo/ho, маточини hTc/hc і гребеня hTг/hг; положення нейтральної лінії в диску - Dн/Dc; узагальнений коефіцієнт напруженого стану к, необхідний для розрахунку сили штамповки.
Параметри yi визначені у вигляді поліномів другого ступеня

(1)
Межі зміни чинників виходячи з технологічних міркувань вибрані наступні: ho/Ho= (0,13 - 0,39); hc/Hc= (0,14 - 0,42). Реалізація дослідів виконувалася шляхом кінцево-елементного моделювання. На малюнку показан початковий і кінцевий моменти штамповки за дослідом №6.
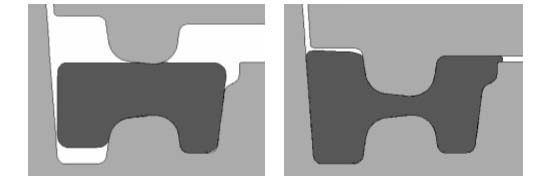 Малюнок. Результати реалізації досліду № 6
Малюнок. Результати реалізації досліду № 6
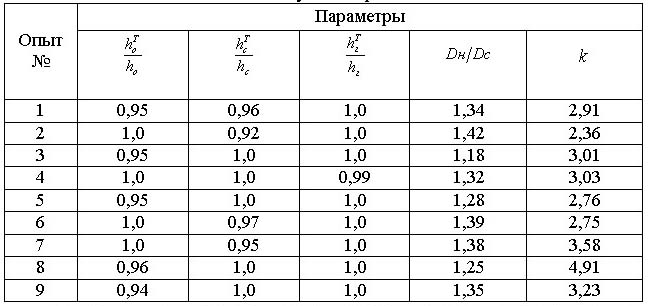
Обробка результатів по кожному досліді включала вимірювання ширин обід, висот маточин і гребенів. Для розрахунку параметра Dн/Dc заздалегідь були визначені нейтральні лінії в дисках, щодо яких маси частин колеса, отриманих на пресі силою 60 МН і колісних заготовок, отриманих на пресі силою 40/20 МН, були рівними. Коефіцієнти розраховані на основі отриманих після реалізації всіх дослідів значень сил штампування. Параметри по кожному з 9-ти дослідів представлені в табл. 1.
Таблиця 1. Результати реалізації дослідів
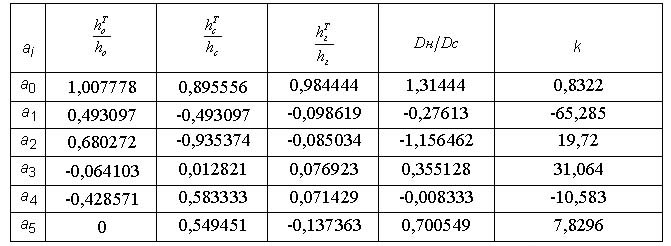
Результати розрахунку регресійних коефіцієнтів ai, що входять в рівняння (1) для розрахунку параметрів, що шукають залежно від вказаних вище 2-х чинників, представлені в табл. 2
Таблиця 2. Коефіцієнти ai
Виконана перевірка адекватності отриманих рівнянь дала позитивні результати.
Керівник: д.т.н., професор Яковченко О.В.