Актуальність. Подальший розвиток процесу безперервного розливання сталі зв'язаний, в першу чергу, з рішенням ряда принципових питань:
- збільшення розмірів поперечного перетину безперервнолитих слябів, враховуючи наявну потребу у виробництві одношовних труб діаметром до 1420 мм;
- скорочення циклу виробництва;
- підвищення якості металу і його однорідності;
- зменшення відходів металу, і т.д.
Однієї з технологічних складових процесу безперервного литва зливків, що робить істотний вплив на якість готових виробів, є процес загину і розгину останніх на стадії неповної кристалізації. Питання, пов'язані з його подальшим вивченням, поза сумнівом мають актуальний характер, особливо в світлі зростання габаритних розмірів початкового безперервнолитого сляба.
Мета роботи. Дослідження закономірностей процесу пружно-пластичного загину і розгину безперервнолитого сляба на стадії неповної кристалізації.
Об'єкт дослідження. Процес пружно-пластичного загину і розгину безперервнолитого сляба на стадії неповної кристалізації.
Задачі дослідження:
- виконати експериментальне дослідження впливу управляючих чинників процесу на виникаючий напружено-деформований стан в процесі пружно-пластичного згину і розгину безперервнолитого сляба;
- з використанням методів фізичного моделювання реалізувати планований експеримент;
- дослідити особливості результуючого формозмінення і характер деформованого стану фізичних моделей залежно від вибраних чинників;
- досліджувати напружений стан на бічній поверхні безперервнолитогосляба.
Класифікація і аналіз технологічних схем загину і розгину слябів. Пружно-пластичний згин і розгин безперервнолитого сляба проводиться на вертикальних (згин і розгин після завершення кристалізації), радіальних і криволінійних МНЛЗ (згин і розгин за наявності рідкої серцевини або розгин після повної кристалізації).
При цьому системи розгину безперервнолитого сляба підрозділяються на:
- випрямляючі в декількох крапках;
- системи безперервного випрямляння.
Прикладом системи з випрямлянням в декількох крапках служить система розгину сляба фірми Маннесманн в місті Хукингене (Німеччина). Сляби проходять послідовно три ділянки з радіусами 6,6, 9,9 і 19.6м. Сляб має рідку серцевину.
Тягнуче-випрямляючі системи Фірми Конкаст (Швейцарія) підрозділяються по марках розливаних сталей:
- сталі, що володіють високою міцністю при підвищеній температурі, які розливаються з відносно низькими швидкостями. Зливки, в цьому випадку, можуть бути випрямлений тільки в повністю затверділому стані;
- сталі, що мають середню міцність при підвищеній температурі, які розливаються з великими швидкостями і можуть бути деформований за наявності рідкої серцевини в зоні розгинання зливка;
- сталі, що мають низьку міцність при підвищеній температурі, які розливаються з великими швидкостями. Зливки, в цьому випадку, можуть бути випрямлений за наявності рідкої серцевини.
Системи загину і розгину класифікують по типу механізму переміщення і притиску роликів і кількості роликів в одній секції.
Параметри ділянок загину і розгину можна розділити на енергосилові, геометричні і деформаційні.
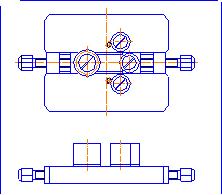
Експеримент. В ході проведення лабораторного експерименту планується здійснити фізичне моделювання процесу загину і розгину безперервнолитого сляба, що відливається на МНЛЗ №5 і №3 ВАТ МК "Азовсталь". Параметри об'єкту моделювання приймали наступні значення:
- розливаний перетин сляба 220*1250мм;
- діаметри опорних роликів: приводних - 250 і 300 мм, неприводних - 230 мм
Схема лабораторної установки показана на рисунку.
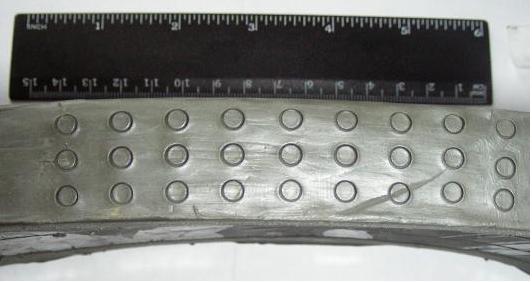
Отримані результати. Підсумком обробки первинної інформації, отриманої за допомогою методу координатних сіток, є залежність як динаміки інтегрального накопичення зсувної деформації dр на різних ділянках бічної поверхні фізичної моделі, так і параметрів напруженого стану, що характеризується величиною (d/Т)сер.
http://www.masters.donntu.ru/2005/fizmet/nikolnikova/library/1.htm - безперервне розливання сталі у сляби
http://www.039.help-rus-student.ru/text/063.htm - безперервне розливання сталі
http://www.nppsm.ru/CastingSteel.php - історія розвитку та сучасний стан безперервного розливання сталі
АВТОРЕФЕРАТ | БІОГРАФІЯ | ЄЛЕКТРОННА БІБЛІОТЕКА | КОРИСНІ ПОСИЛАННЯ | | ДонНТУ | ПОРТАЛ МАГІСТРІВ |