Із літератури відомо, що найбільш ефективні по метало збереженню способи прокатки товстих листів засновані на керуванні форми розкатів у плані шляхом забезпечення нерівномірного обтиску по ширині розкату в останньому поперечному проході при розбивці ширини перед кантовкой, або по довжині в останньому повздовжньому проході протяжки сляба перед кантовкой і розбивкою ширини. Однак впровадження цих способів потребує використання дорогих швидкісних гідро натискних пристроїв та АСУ ТП.
Нерівномірний обтиск по ширині розкату можна реалізувати і шляхом оперативної зміни форми між валкового зазору як перед (у паузі) так і під час проходу.
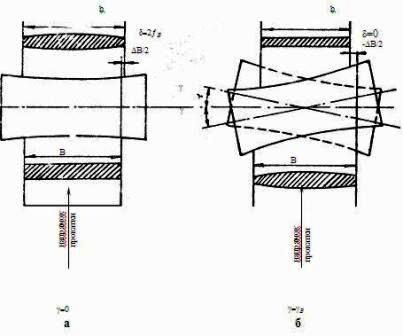
При перехрещенні циліндричних валків зазор буде мати вгнуту форму, витяжка посеред ширини буде більша чим по кромкам, а форма попередньо рівного торця розкату буде опуклої. Діапазон зміни форми зазору можна збільшити шляхом схрещування гіперболоїдних валків. Форма між валкового зазору не схрещених гіперболоїдних валків буде опуклою. Форма попередньо рівних кінців розкату після обтиску в таких валках буде увігнутою, а попередньо увігнутих – стримиться до рівною. При схрещенні валків форма зазору буде змінюватися від опуклої до рівної, а далі – до увігнутої. На рис. 2.1 показано вплив форми між валкового зазору на форму переднього кінця розкату.
Найбільш ефективный, на наш погляд, спосіб керування форми кіців розкатів у плані (при прокатці товстих листів) заснований на зміні по проходах формы міжвалкового зазору в чернової кліті дуо або кварто шляхом схрещення тільки робочих валків або у парах з опірними. Схкрещення цілиндричних валків забезпечує увігнуту форму міжвалкового зазору. Прокатка в таки умовах нестала т. я. можливо зміщення роскату з вісі прокатки. Для розширення при схкрещенні валків диапазону змінення формы міжвалкового зазору від вігнутого до опуклого запропонували використати гиперболоїдни робочие валки .
Відносна різнотовщіність по ширині розкату на виході з гиперболоїдних валків така
 (1)
(1) (2)
(2)
де ,
, - кут розвороту осей валів і кут між створюючою гіперболоїда і його віссю, радий; Rр – радіус робочого валу, мм;
fв– необхідна угнутість бочки валу (на радіус), мм;
Lmax – максимальна довжина розкату при розбитті ширини, мм.
- кут розвороту осей валів і кут між створюючою гіперболоїда і його віссю, радий; Rр – радіус робочого валу, мм;
fв– необхідна угнутість бочки валу (на радіус), мм;
Lmax – максимальна довжина розкату при розбитті ширини, мм.
При розвороті осей верхнього і нижнього валів на кут = міжвалковый зазор матиме прямолінійну форму. Якщо осі валів будуть паралельними(=0) те міжвалковый зазор матиме форму з максимальною опуклістю рівної 2 fв . При куті розвороту > міжвалковый зазор приймає увігнуту форму. Спосіб прокатки дозволяє регулювати як ширину, так і форму розкатів в плані (Рис.). Причому регулювання форми розкатів при плющенні товстих листів слід здійснювати при розбитті ширини, коли зміна довжини розкату не має значення. Лабораторні дослідження показали, що для здійснення відносної нерівномірності обжимання по ширині до 0,05 при товщині гуркоту 100 мм і його ширині (довжині) 2000 мм робочий кут схрещування повинен складати 5 град. Схрещування валків слід проводити в паузи між проходами.