О РАЦИОНАЛЬНОСТИ АВТОМАТИЗАЦИИ ПРОЦЕССА ПОДГОТОВКИ ОГНЕУПОРНОЙ МАССЫ В УСЛОВИЯХ ЧАСОВО – ЯРСКОГО ОГНЕУПОРНОГО КОМБИНАТА
Конограй В.Ю., магистрант, Маренич К.Н., к.т.н. (Ph.D.), доцент
Донецкий национальный технический университет
ОАО "Часовоярский огнеупорный комбинат" - крупнейшее предприятие в Украине по производству огнеупорных изделий, молотых огнеупоров и формовочных песков.
Процесс производства огнеупорных изделий состоит из подготовки сухой шихты, дозирования её компонентов, смешивания и увлажнения шихты, прессования сырца, его сушки и обжига. Прессовальная линия представляет собой совокупность отдельных элементов дозирования, транспортирования, изготовления огнеупорной смеси и пресса.
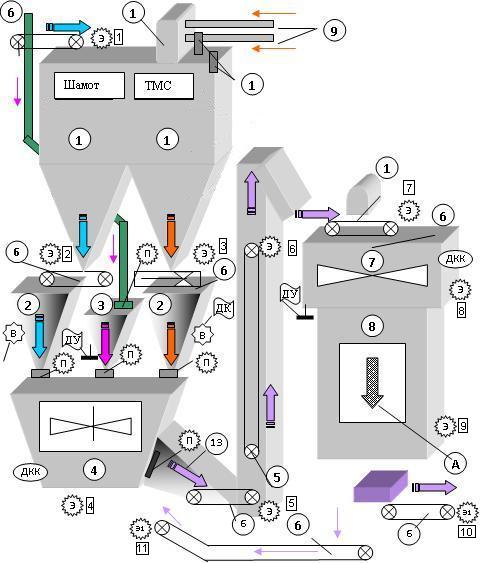
На рисунке 1 приведена технологическая схема прессования. На схеме обозначены Э - электропривод; П - пневмоэлектропривод; В - весы электромеханические с датчиком веса; ДУ - датчик уровня; ДКК - датчик концевой крышки; 1, 13 - накопительный бункер; 2- весовой дозатор; 3- шликер; 4- смеситель; 5- элеватор; 6 – транспортёр; 7 – питатель; 8- пресс; 9 – воздушная магистраль; 10 магнитный сепаратор; 11 – ручной привод; 12 – пылеуловитель.
Шамот и тонкомолотая смесь (ТМС) поступают в соответствующие накопительные бункеры. Приводы питателей дозаторов должны включаться при уровне материала более трети высоты бункеров. При закрытых выходных шиберах дозаторов и выставленных на ноль показаниях весов включаются питатели дозаторов. Питатели выключаются при наполнении дозаторов требуемой массой. Аналогично заполняется емкость шликера.
После отключения питателей, когда масса материала в дозаторы набрана и емкость шликера заполнена, разрешается включение привода смесителя (при этом шибер смесителя закрыт). После включения привода смесителя открывается шибер дозатора шамота на 20 сек для выгрузки. Затем в смеситель подается шликер (открывается клапан на 35 сек). После этого шамот с шликером перемешиваются в течение 2 мин, после чего открывается шибер дозатора ТМС на 35 сек и вся смесь перемешивается в течение 4 - 5 мин. По истечении этого времени открывается шибер смесителя на 25 сек. Общее время переработки одного замеса составляет 9 мин, в том числе загрузка-выгрузка массы - 2,5 мин. После выгрузки выключается привод смесителя и закрывается его шибер.
Из анализа работы прессовальной линии следует, что полная автоматизация производства огнеупоров отсутствует. Анализ работы технологической линии показал следующие недостатки, возникающие при работе существующих весоизмерительных бункеров (дозаторов):
- во время работы возникают моменты, когда в весовой емкости зависает часть взвешиваемого материала;
- не полностью закрывается шиберный затвор или выгрузочный люк смесителя;
- не учитывается влияние праметров: дисперсность загружаемого материала (размер зерен); влажность окружающей среды.
Это затрудняет обеспечение процентного состава компонентов массы.
Целью данной работы является повышение эффективности производства огнеупоров на основе обоснования рациональных параметров и технических решений автоматического управления дозаторами огнеупорной массы, исключающими ее заштыбовку в бункерах.
Для достижения поставленной цели необходимы следующие доработки системы управления:
- автоматическое измерение уровня загрузки накопительных бункеров и формирование сигналов управления приводами питателей;
- применение тензометрических устройств, которые обладают малыми габаритами, массой, высокой чувствительностью, могут быть установлены в удобных местах для измерения.
Так контролю и управлению подлежит ряд технологических параметров:
вес материала в дозаторах; уровень в расходных бункерах; управление питателями; контроль положения заслонок дозаторов.
На основании вышеизложенных положений была разработана структурная схема устройства автоматизированного управления загрузкой весового дозатора и контроля уровня материала в расходном бункере шамота, которая приведена на рисунке 2.
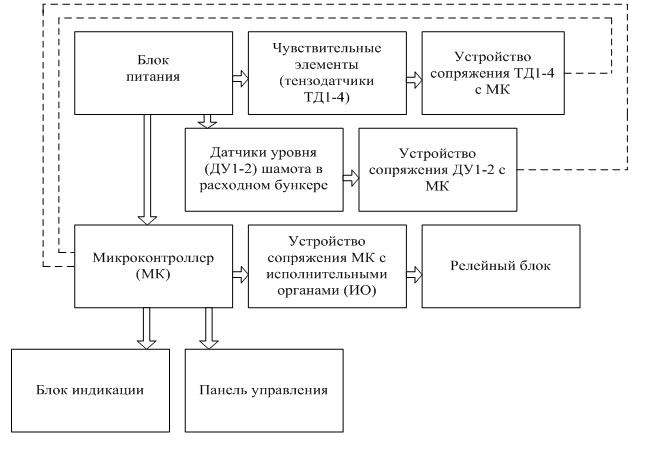
Таким образом, разработанное устройство позволяет обеспечить:
- исключение превышения заданной дозы взвешиваемого материала и полной разгрузки дозирующего бункера (исключение налипания взвешиваемых компонентов);
- обработку входных сигналов и управление электроприводом питателей и шиберов заслонок;
- контроль блокировок аварийных ситуаций.
Все это, в свою очередь, позволяет повысить точность дозирования, что является важнейшим условием достижения высоких технико-экономических показателей производства и выпуска конкурентноспособной продукции.
Литература
- Техническое описание и инструкция по эксплуатации весового дозатора АВДЦ 425-М «Часовоярского огнеупорного комбината».
- Стрелов К.К. Технический контроль производства огнеупоров. М. Государственое научно-техническое издательство литературы по черной и цветной металлургии, 1952. - 307 с.
- Байсоголов В.Г. Механическое и транспортное оборудование заводов огнеупорной промышленности. М.: «Металлургия», 1981.- 294 с.
- Груба В.И., Никулин Э.К., Оголобченко А.С. Технические средства автоматизации в горной промышленности. К.:ИСМО,1998. - 373 с.
- Рузга З. Электрические тензометры сопротивления, под редакцией Е. А. Троянского. М.:МИР, 1964. - 356 с.