


ВВЕДЕННЯ
1. Обробка виробів із скла і кришталя
2. Чинники, що визначають продуктивність процесу діамантового шліфування
3. Вплив характеристик діамантових кругів на продуктивність при обробці кераміки:
3.1 Зернистість алмазів в кругах
3.2 Зв'язка діамантових кругів
3.3 Концентрація алмазів
4. Вплив режимних параметрів обробки на продуктивність:
4.1 Швидкість круга і столу
4.2 Сила притиску круга до заготовок
4.3 Ширина і діаметр діамантових кругів
5. Вплив технологічних чинників на продуктивність:
5.1 Тривалість шліфування
5.2 Витрата СОЖ
ВИСНОВОК. Розробка пропозицій по підвищенню продуктивності шліфування КНМ
Перелік посилань
Вже за часів Римської імперії алмаз використовували для гравіювання кам'яних плит (про це писав в своєму спогаді «Природна історія» Пліній Старший). З XVIII століття його сталі застосовувати при обробці граніту. Час йшов, технології розвивалися, і вже на початок XIX століття був виданий перший патент на використання діамантового інструменту для шліфування.
По-справжньому популярним діамантовий інструмент став перед Другою світовою війною. Але тоді ширшому прориву заважали два чинники: чимала вартість мінералу і складність його сортування. У природі його було не так вже багато, ця кількість не могла задовольнити потреби виробників. До того ж для забезпечення якості продукції була потрібна висока міра однорідності діамантової крихти.
Проблему вирішила хімічна промисловість - штучний «замінник» вперше синтезували на початку 50-х років минулого століття.
Ідея синтезу дуже проста: подрібнюють графіт і при температурі 800 градусів піддають високому тиску. Алмази виходять чистими, без вкраплень сторонніх матеріалів, якими грішать їх натуральні «побратими», отже, твердішими і стійкішими до ударної дії. До того ж синтез дозволяє «програмувати» їх форму і розмір, що позитивно позначається на якості готової продукції, промисловість отримала в своє розпорядження штучний алмаз - термодинамічно метастабільну поліморфну модифікацію вуглецю [3].
Шліфування скла діамантовим інструментом широко застосовується в різних видах виробництва, наприклад при обробці технічного листового скла, автомобільного скла, оптичного скла, художнього скла (кришталя) і скляного посуду.
Для обробки кромок скла застосовують діамантові круги з напівкруглим, трапецеїдальним профілем і іншими профільними робочими поверхнями. Для обробки кромок зазвичай використовують діамантові круги на гальванічній зв'язці і металевих зв'язках. Діамантові круги виготовляють з діамантових порошків марок АС6 — АС32 (синтетичні алмази) зернистістю 200/160 — 63/50 мкм на гальванічній в'язці (нікель) або на металевих в'язках марок М2-30, М2-01, МЗ-04 [7].
По ходу роботи ріжуча здатність діамантового круга зменшується, тому для збереження продуктивності необхідно збільшити силу притиску діамантового круга до скла. Якщо на обробленій кромці скла утворюються зколи, то для відновлення ріжучої здатності потрібна правка круга.
Діамантові інструменти широко застосовують для обробки кришталевого і скляного посуду: нанесення «діамантової» грані, шліфування плоских поверхонь, ніжок виробів (чарок, фужерів і ін.), притуплювання гострих кромок (фацетірованія), гравіювання малюнка, притирання конічних поверхонь. Для цих робіт використовують діамантові круги форми 14ЕЕ1, 1ЕЕ1 на металевих в'язках.
Тіпорозмір круга вибирають залежно від вигляду операції, конфігурації і розмірів оброблюваної поверхні. Вироби середніх і крупних розмірів обробляють на верстатах уручну, вироби малих розмірів на верстатах-автоматах із запрограмованим малюнком [2].
Велике значення має підготовка діамантового круга до роботи. Після консервації його необхідно ретельно оглянути; не допускаються тріщини, відшарування діамантового шару, забоїни, раковини. Після закріплення круга у фланцях слід виробити балансування, а після установки на шпинделі верстата — виправити круг в цілях усунення биття ріжучої поверхні. Кут профілю круга зазвичай складає 90, 110,130 і 140 град.
На основі абразивної маси створені полірувальні інструменти у формі пігулок, чашкових кругів, кругів прямого профілю з суміші діоксиду церію і субмікропорошков синтетичного алмазу на полімерній в'язці для полірування поверхонь деталей із скла.
Стосовно виробів із скла були визначені і випробувані різні схеми обробки, відповідні конструкції інструментальних голівок і макети верстатів.
Вказані інструмент, макет верстата і процес можуть бути рекомендовані як основа для створення промислової технології швидкісного оптичного полірування плоских і сферичних поверхонь оптичних деталей.
Ограночноє декоративне полірування светотехнічеських деталей полірувальними кругами за один цикл дозволяє понизити шорсткість обробленої поверхні від 1,8 до 0,05 мкм і отримати чітку, без завалів, грань з високою відбивною здатністю.
У поєднанні з операціями грубого і тонкого ограночного шліфування підвісок з кришталевого скла, розглянутий полірувальний інструмент дозволяє побудувати процес повної їх діамантової обробки, що значно знижує трудомісткість, збільшує вихід придатних виробів, покращує їх якість, створює умови для автоматизації процесу, перспективу широкого вживання інструменту і процесу при обробці светотехнічеських і художньо – декоратівних виробів із скла і кришталя [2].
У існуючому і знов проектованому устаткуванні реалізуються зазвичай два принципи роботи: багатомісна паралельна і послідовна поштучна обробка деталей. При першому методі залежно від габаритів на столі верстата одночасно обробляється до 1000 заготовок. Допоміжний і штучний час обробки однієї заготівки виходять малими. При послідовному методі потрібний за один прохід при напружених режимах знімати весь пріпуськ, проте отримати вищу продуктивність при цьому не завжди удається. Багатомісна обробка керамічних деталей — один з найважливіших методів підвищення продуктивності їх обробки.
Другим методом підвищення продуктивності є вживання замість периферійного торцевого діамантового шліфування. При периферійному шліфуванні поверхня контакту круга з оброблюваною деталлю невелика. За кожен зворот круга діамантове зерно залишає подряпину на матеріалі заготівки довжиною на декілька порядків менше, ніж довжина кола круга. Отже, зерна круга велику частину часу працюють вхолосту, не здійснюючи корисної роботи. Суть роботи торцевого круга інша. Проста заміна периферійного торцевим шліфуванням вже інтенсифікує процес обробки керамічних деталей. Велика площа контакту круга із заготівкою, і отже, велика продуктивність, рівномірний розподіл тиску круга на поверхні заготівки, зменшення тепловиділення, менший відсоток браку по ськолам кромок заготівки, менша глибина дефектного шару забезпечують поступову заміну периферійного шліфування торцевим. При торцевому шліфуванні номінальний тиск в зоні контакту на один - два порядки менше, ніж при периферійному. У різанні бере участь велике число зерен, причому дорога різання кожного зерна за зворот круга значно довша.
Режими шліфування і характеристика діамантового круга є для продуктивної обробки чинниками великої значущості. Напрями інтенсифікації режимів при механічній обробці матеріалів отримали назви швидкісного і силового шліфування. Великі резерви високої продуктивності закладені в швидкісному шліфуванні кераміки. При високих окружних швидкостях круга в зоні обробки за одиницю часу переміщається більше число діамантових зерен, чим при звичайних швидкостях. При цьому, зберігаючи ту ж глибину різання кожним діамантовим зерном, що і при звичайному шліфуванні, забезпечують вищі швидкості знімання кераміки. Для цього окружна швидкість столу із закріпленими заготовками значно збільшується.
Можливість вживання інтенсивних режимів шліфування визначається характеристиками і станом діамантових кругів. Ріжуча здатність кругів визначається маркою алмазів, зернистістю, зв'язкою, концентрацією алмазів, геометричними розмірами алмазоносного шару кругів, а також станом — топографією ріжучої поверхні. Крім того, наприклад, можливість швидкісного шліфування визначається геометричною точністю кругів, від якої залежить величина їх дисбалансу. Інтенсифікація режимів шліфування діамантовим довкола будь-якої характеристики можлива лише до певних меж, обумовлених обмеженнями з боку кожного елементу технологічної системи СНІД: граничними значеннями потужностей верстата, швидкостей круга і столу із заготовками, поперечної подачі; міцності і термостійкості клейового кріплення заготовок до поверхні столу; ріжучій здатності і стійкості круга; міцності оброблюваного матеріалу, точність розмірів і форми деталі і так далі.
Вживання інтенсивних режимів обробки часто обмежується міцністю шліфованого матеріалу. Сила Ру або тиск є сильнодіючим чинником, що прямо визначає рівень продуктивності. Проте дію його не безмежено. Питання про гранично допустимий тиск дуже складне і повинна вирішуватися з врахуванням конкретних умов шліфування. Величина граничного тиску залежить від характеристики діамантового круга. Грубозернистими кругами можна працювати з великим граничним тиском. В кругів на різних зв'язках різна висота виступанія зерен над поверхнею зв'язки, тому і граничний тиск шліфування для кожного з них має бути різним. Велика різноманітність в'язок, а відповідно, і їх властивостей дозволяє сподіватися знайти такі з них, які при терті об поверхню кераміки досить інтенсивно зношувалися б і не залишали на ній слідів. Робота такими кругами з граничним тиском дозволила б забезпечувати їх самозатачиваніє і тим самим виключити трудомістку правку [13].
Зернистість алмазів в кругах є одним з найбільш сильнодіючих чинників, що визначають продуктивність шліфування кераміки. Із збільшенням зернистості продуктивність шліфування при всіх використаних режимних параметрах зростає (рис 1).
Нелінійний зв'язок продуктивності із зернистістю кругів не може визначатися лише простою зміною розмірів зерна [13].
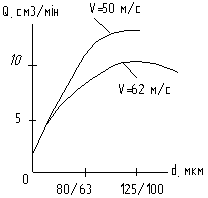
Рисунок 1 - Продуктивність шлифування кругами
різною зернистістю
Зміна розмірів зерен супроводиться не лише зміною їх геометричних параметрів, а частковості кутів загострення у вершин і радіусів округлення вершин, але і зміною топографії робочої поверхні круга. Відомо, що збільшення зернистості круга супроводиться зменшенням числа зерен на його робочій поверхні. Сам по собі цей чинник не може сильно впливати на продуктивність. При постійній силі (Ру = const) навантаження, що доводиться на зерна, упроваджує їх в оброблюваний матеріал на велику глибину і компенсує зменшення числа подряпин, підтримуючи таким чином приблизно однакове знімання матеріалу. Проте в реальному крузі розподіл навантаження на діамантові зерна відбувається за складнішою схемою, у зв'язку з чим ця пропорційність порушується. Низька продуктивність дрібнозернистих кругів пов'язана з малою висотою виступанія зерен з в'язки, що приводить до контакту з оброблюваною поверхнею не лише самих зерен, але і в'язки, що сприймає частину навантаження на себе. Крім того, незначна разновисотность зерна збільшує відсоток неактивних зерен, що не виробляють дряпання, оскільки глибина шліфування соїзмеріма з глибиною пружного впровадження зерен. В цьому випадку важливу роль грає твердість зв'язки, тому що пружне впровадження зерен можливе як в кераміку, так і у зв'язку. Із зростанням зернистості збільшується висота виступанія зерен з в'язки і зменшується вірогідність контакту в'язки об поверхню заготовок. Отже, продуктивність зростає. Однією з причин, що викликає зниження продуктивності кругів із зернистістю більше критичною, є збільшення радіусу округленні вершин зерен. При цьому, очевидно, порушується лінійний зв'язок між глибиною впровадження і вертикальною силою, що доводиться на одне зерно.
Зв'язка діамантових кругів в значній мірі визначає їх ріжучі властивості. Пружні властивості зв'язки визначають глибину впровадження зерен в оброблюваний матеріал. Склад зв'язки визначає міцність утримання нею зерен в крузі при додатку до них тангенціальних сил шліфування. Зв'язка і міцна зв'язка довго утримує діамантові зерна і при надмірному затупленії їх не дозволяє ріжучій поверхні круга оновлюватися. У широкому діапазоні режимних параметрів показали себе найкращими по критерію продуктивності в'язки М04 і M1. Найбільш високі ріжучі властивості показали круги з металізованими зернами на зв'язці МО4. Продуктивність шліфування кераміки цими кругами на 20—50% вища, ніж на зв'язках Ml, МС6, М08, МЖ [13].
Концентрація алмазів в кругах трохи впливає на продуктивність обробки (рис 3). Із збільшенням концентрації від 50 до 150% продуктивність падає на 5—10% [13].
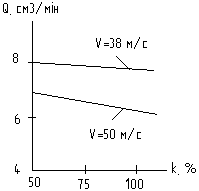
Рисунок 3 - Залежність продуктивності шліфування від концентрації алмазів
Збільшення числа зерен на ріжучій поверхні круга, що викликається підвищенням концентрації, приводить до відповідного збільшення числа подряпин на шліфованій поверхні деталі. Проте глибина подряпин зменшується обернено пропорційно до числа ріжучих зерен, оскільки при однаковій силі притиску круга навантаження на кожне зерно знижується. Таким чином, об'єм матеріалу, що видаляється за хвилину, змінюється трохи. Деяке погіршення ріжучих властивостей кругів з високою концентрацією алмазів може бути пов'язане з труднощами їх правки. Низька інтенсивність їх правки приводить до тривалішої взаємодії діамантових зерен круга з правлячим абразивним інструментом, що більшою мірою їх затупляє.
У кругів з алмазами різних марок з різними зв'язками і зернистістю максимум продуктивності отриманий при 70 м/с (рис 4). Залежно від характеристик кругів і сили різання екстремальне значення продуктивності змінюється від 7 до 11 [13].
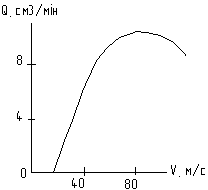
Рисунок 4 - Залежність продуктивності від швидкості шліфування
Подальше збільшення швидкості шліфуванні призводить до зниження продуктивності. Це явище пояснюється тим, що із збільшенням швидкості круга зменшується глибина впровадження окремих абразивних зерен в оброблювану поверхню. Критична окружна швидкість круга досягається у тому випадку, коли глибина його впровадження настільки знизиться, що не відбувається відділення стружки.
Іншою причиною зниження продуктивності шліфуванні при дуже високих швидкостях круга пояснюють появою вібрацій з небажаними параметрами із-за недостатньої жорсткості верстата і відсутності динамічної збалансованості його частин, що швидко обертаються.
Сила притиску круга до заготовок Ру або тиск, як і швидкість його обертання, є найважливішим режимним параметром (рис 5). Продуктивність шліфування керамічних заготовок постійної ширини кругами різний характеристик і тіпорозмерів, із швидкістю 68 м/с прямо пропорційна тиску [13].
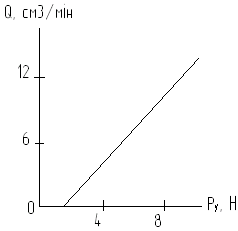
Рисунок 5 - Залежність продуктивності шліфування від величини сили притиску круга до заготівок
Це відбувається тому, що підвищення навантаження приводить до більшої глибини впровадження діамантових зерен в оброблюваний матеріал і, отже, до збільшення об'єму матеріалу, що видаляється за хвилину.
Встановлено, що при рівному тиску, а не силах, широкі круги працюють продуктивнєє, вузьких на 30—40%. Слід зауважити, що продуктивність зросте не пропорційно ширині, а декілька менше [13].
Від ширини алмазоносного шару кругів продуктивність шліфування не повинна істотно залежати, якщо сила притиску кругів однакова. Між глибиною впровадження зерна в кераміку і силоміць, до нього прикладеною, існує практично прямий зв'язок. Вузький круг утворює менше подряпин, чим широкий, але глибина їх більше. При зворотній пропорційності між числом подряпин і їх глибиною об'єми матеріалу, що видаляється за хвилину, широким і вузьким кругом мають бути приблизно рівні. Ця рівновага порушується із-за відмінності в стані ріжучої поверхні кругів різної ширини. У широкого круга, що має велику площу контакту із заготовками, гірше за умову для виходу відходів із зони шліфування. Умови очищення ріжучої поверхні поза зоною контакту також гірше у широкого круга. Більша кількість шламу на одиницю площі ріжучої поверхні круга створює менш сприятливі умови для роботи діамантових зерен. Круги більшого діаметру при шліфуванні однакових заготовок мають велику частину робочого кільця вільною, що тому охолоджує рідину довше омиває його вільні ділянки, і на вході в контакт із заготовками круг має чистішу поверхню. Цим можна пояснити меншу чутливість до засалювання великих кругів.
Ріжуча здатність діамантового круга не постійна, з часом вона знижується (рис 6). Інтенсивність цього зниження не однакова в різні періоди роботи круга. Відразу після правки продуктивність шліфування довкруги найбільша, але вона помітно знижується зазвичай протягом 0,5—3 мин. Після закінчення початкового періоду шліфування протікає з продуктивністю, що повільно знижується [13].
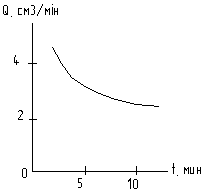
Рисунок 6 - Зміна продуктивності в часі
Природа явищ, лежачих в основі закономірності зниження ріжучих властивостей круга, складна. Робоча поверхня круга, сформована правкою, характеризується глибоким рельєфом з сильно виступаючими гострими діамантовими зернами. З початком шліфування починається зміна стану ріжучій поверхні круга; найбільш оголені, слабоудерживаємі зв'язкою зерна вириваються, виробляючи, проте, корисну роботу при евакуації із зони шліфування. Притискувані до поверхні кераміки вони дряпають її. Найбільш виступаючі ділянки рельєфу, що сприймають найбільше навантаження, інтенсивно зношуються. Його приводить до вирівнювання рельєфу, яке характеризується, з одного боку, зменшенням межзеренного простору, а з іншої — більш рівномірним вантаженням великого числа зерен. Останнім і викликається перехід до періоду сповільненого зниження продуктивності, оскільки із-за зменшення навантаження, що доводиться на зерна, знос їх і затуплення відбуваються повільніше.
Зниження продуктивності шліфування діамантовим кругом з часом супроводиться зменшенням потужності, що витрачається ним. Проте зменшення потужності відбувається у меншій мірі, чим зниження продуктивності, і спостерігається, як правило, в перших 0,5—1,5 мін роботи круга. Як відомо, сила шліфування, а відповідно і визначувана нею потужність, витрачається на диспергування оброблюваного матеріалу і утворення нових поверхонь, на пружне і пластичне на пружну і пластичну деформацію поверхневого шару і на тертя. Таким чином, зменшення потужності відображає лише зниження частини витрат, пов'язаних з диспергуванням кераміки.
Спосіб подачі і витрата СОЖ при плоскому торцевому шліфуванні, коли круг працює в тяжких умовах, набуває особливо важливого значення. Велика площа контакту з оброблюваною поверхнею створює несприятливий режим роботи зерен, утрудняє доступ СОЖ до зерен і вихід відходів із зони шліфування. Найбільш поширений спосіб подачі СОЖ - поливши на поверхню столу - недостатньо ефективний, особливо при швидкісному шліфуванні. Це з'ясовано з порівняльних випробувань двох способів, один з яких — звичайний полив зовні круга, а другий спосіб подачі рідини з водопроводу під тиском у внутрішню порожнину круга. При подачі СОЖ у всередину круга продуктивність шліфуванні була вище на всіх швидкостях круга. Слід зазначити, що із зростанням швидкості шліфування ефективність цього способу охолоджування виявляється помітніше. Так, якщо на швидкості 15 м/с підвищення продуктивності складало всього 11%, то на 92 і 123 м/с — відповідно 44 і 60%. Щільність повітряного бар'єру, що створюється обертанням круга, зростає із збільшенням швидкості круга. Тиск, з яким, рідина ззовні подається під круг, недостатньо, щоб здолати цей бар'єр, і вона відкидається від круга. Найімовірніше, в зону контакту круга із заготівкою вода потрапляє лише у вигляді плівки, яку несе на собі заготівка, відповідна під круг. Відсутність рідинного очищення робочої поверхні діамантового круга приводить до забивання межзеренного простору відходами шліфування, що і є основною причиною зниження його ріжучої здатності. При цьому, звичайно, швидше притупляються діамантові зерна, що працюють в більш напруженому температурному режимі [13].
При подачі СОЖ всередину круга вона в повному об'ємі омиває робочу поверхню круга. Причому збільшення швидкості круга пропорційно збільшує і швидкість обтікання, підсилююче дію рідини, що охолоджує і вимивае.
Технико-економічеськая ефективність процесів фінішної діамантово-абразивної обробки різних оптичних деталей, деталей ік-техніки, електровакуумних приладів, світлотехніки, точного приладобудування із скла, кераміки, корунду, а також ювелірних виробів з корунду і природного алмазу, залежить від вигляду оброблюваного матеріалу, вживаного інструменту, і процесу обробки, обумовлюється відповідною зміною по класифікації технічних, організаційних, економічних і соціальних показників [4].
Метою збільшення продуктивності було створення інструментів із закріпленими абразивними або діамантовими зернами і процесів фінішної обробки: різних абразивних порошків, що виключають вживання, у вільному (у складі суспензій) стані; не поступливих по працездатності інструментам з природних алмазів і інструменту зарубіжного виробництва; що мають підвищену зносостійкість і розмірну стійкість для умов роботи на автоматизованому устаткуванні, а також для високоточного формоутворення поверхні оптичних деталей.
Найбільша економічна ефективність отримана від впровадження спеціального інструменту з синтетичних алмазів замість абразивів у вільному стані, що застосовувалися, і імпортного інструменту з природних алмазів при шліфуванні заготовок очкових лінз у повному обсязі їх випуску в країні [5].
1. Маслов Е.Н. Теория шлифования материалов. М- Машиностроение, 1974 - 45 с.
2. Хиллиг В.Б. Пластичность и разрушение стекла. М- Металлургия, 1972 - 79 с.
3. Видерхорн С. Влияние среды на разрушение стекла. М- Мир, 1969 - 54 с.
4. Цеснек Л.С. Механика и микрофизика стирания поверхностей.
М- Машиностроение, 1979 - 221 с.
5. Пуш В.Е. Металлорежущие станки. М.- Машиностроение, 1985 - 159 с.
6. Калафатова Л.П. Повышение эффективности механической обработки изделий из ХНМ. Практика и перспективы развития партнерства в сфере высшей школы. Донецк- ДонНТУ, 2006. Кн. 3 - 46 с.
7. Байков А.В. Новые схемы многоинструментального шлифования изделия из ХНМ. Прогрессивные технологии и системы машиностроения. Донецк- ДонНТУ, 2005. Вып. 30 - 99 с.
8. Михайлов А.Н., Байков А.В., Сагуленко Н.Г. Оценка перемещений ориентированно расположенных алмазных зерен в полимерной матрице. Прогрессивные технологии и системы машиностроения: Международный сб. научных трудов. Донецк- ДонНТУ, 1999. Вып.8 - 101 с.
9. Ищенко А.Л., Байков А.В., Швырев Д.А. Решение задачи напряженно-деформированного состояния матрицы шлифовального инструмента и сравнение методов решений. Прогрессивные технологии и системы машиностроения: Международный сб. научных трудов. Донецк- ДонНТУ, 2002. Вып.20 - 62 с.
10. Гусев В.В., Калафатова Л.П. Обеспечение эксплуатационных характеристик изделий из конструкционной керамики на стадии их производства. Современные технологии в машиностроении: Сборник научных статей. Харьков- НТУ, 2006. Том 2 - 95 с.
11. Гусєв В.В., Калафатова Л.П. Вплив стану робочої поверхні алмазного інструмента на процес шліфування крихких неметалевих матеріалів. Вісник Житомирського державного технічного університету, 2003–№2 - 26 с.
12. Бакуль В.Н. Основы проектирования и технология изготовления абразивного и алмазного инструмента. М- Машиностроение, 1975 - 48 с.
13. Ваксер Д.Б. Пути повышения производительности абразивного инструмента при шлифовании. М-Л, 1964 - 122 с.
14. Соснов А.Н., Шлишевский Б.Э., Трифонов Е.Е. Автоматизированная обработка оптических деталей с применением алмазно-абразивных инструментов. – Новосибирск, НИИГАиК, 1988 – 85с.