Abstract
Contetn
1. Prelimpages part
Introduction
Power (abrasive) machining in mechanical engineering
Technological processes of product machining, called "abrasive or power grinding", are characterized by specific features which significantly differentiate them from other technologies of machining, which are very much alike in general, because of principal dissimilarity of technological use of abrasive-grinding operations. The processes of abrasive grinding, in their absolute majority, are neither form-making nor finishing (smoothing) and their function, as a rule, is the removal of surfacing layer of metal containing defects. Thus, the product is being prepared not for the following running in knot point of a mechanism, but for the further processing (hot or cold processing by pressure, machining).
The main area of usage of abrasive grinding operations is metallurgy, machine building and other branches.
Abrasive grinding exceeds smooth (finish) grinding in volume of processed metal by 4 – 6 times in averaged yearly calculation.
Specific character of technological schemes and inadmissible technological heredity, acquired by metal in processing, are determined by a fundamental difference between processing procedures of abrasive grinding and other operations. In smooth grinding inadmissible technological heredity comes down, commonly, to substandard height of microroughness and softening of thin surface layer (10-2 – 10-3 micron) while in the process of abrasive grinding it is the formation of cracks that matters as well as changing of physical and mathematical properties of surface layer, the depth of which in some cases is measured in millimeters, the surface layer's loss of ability to undergo further plastic deformations. Thus, an optimal, as to the quality indicators of processed surface, process of abrasive grinding is designed basing on the necessity to avert the formation of changes in the metal's surface layer which may interfere in further processing of workpiece.
Plans grinding
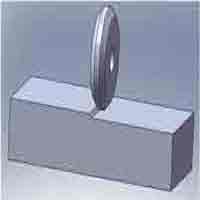  
Picture 1. Plans grinding
Topic relevance
Power grinding is used along with widespread methods of surface milling because it has a chain of advantages such as noncriticality as to processing of continuous surfaces, noncriticality as to variations of solidity of surface layer and it does not require frequent tool sharpening.
Currently power grinding is a widespread means of processing surfaces of ingots, blooms, slabs, workpieces, finished steel in metallurgical production; it is widely used as in machine building, power engineering, mining industry, transportation and in other branches as in processing of forged pieces, mouldings, weld-fabricated metal constructions, tubings, rail-tracks and other types of metal production. Volumes of power grinding are growing with the development of ferrous metallurgy in Ukraine, production of rolled alloyed, stainless, tool and other qualitative types of steel which are in burning need for development of metal consuming and other branches where abrasive grinding is used.
Meanwhile, the stock of abrasive grinding equipment mostly comprises out-of-dated and worn out machine tool stations; enterprises do not have effective technological regulations of abrasive grinding, domestic abrasive-grinding tools are far behind world's technological level. As a result, there is an impossibility to provide necessary quality and competitiveness of output as well as technologically unreasonable expenditure of energy, waste of metal and tools, worsening of environment in production.
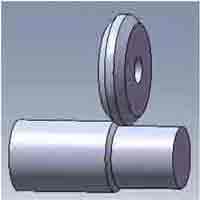
Grinding tools
 
Picture 2. Grinding tools
Acuteness of the problem is also characterized by the fact that abrasive grinding, which is one of the least studied means of machining and it has many specific features, which block the usage of known regulations and approaches in development of effective technical solutions.
Therefore, carrying out theoretical and experimental researches and formation of scientific grounds of creation of high-performance processes, equipment and tools of abrasive grinding on their base, solves, together with development and mastering concrete items of new machinery, important scientific-production problem of providing effective and qualitative grinding of production of domestic assignment and it is vital.
Goals and objectives of paper:
The goal of this paper is in boosting productivity and quality of processing products at the expense of application of advanced tool design and efficient means of grinding.
The main objectives of paper:
To study the influence of grinding means and process modes on thermal loads which appear in grinding areas.
To develop tool design that will allow boosting the efficiency of power grinding.
To develop recommendations for usage of designed tools.
2. Basic part
Theoretical part
Abrasive-grindingly processed workpieces, generally, have estimated mass of hundreds of kilograms and tons; curvature of 10-20 mm per 1 meter of length; surface which has local differences of physical-mechanical properties of metal compared with the original by several times.
The mass of tools used in abrasive grinding, which for some processes makes up 60-80 kilograms and the size of abrasive grain up to 2500 micron, is by one or two times higher of the same tool rates used in smooth grinding.
Abrasive grinding performed during hog-out circled operations by bakelite bond of straight wheel mainly (ПП type, occasionally ПВ, ПР and ПН types) as well as by cup-shaped wheels of ЧК type with granularity of 80-320. Abrasive grinding is carried out on stationary and hanging machine tools and on hand machinery. Hanging machine tools are used for light-coloring of steel ingots, trimming of defects of mouldings, skinning of forged pieces, of rolled steel and other operations; stationary machine tools are used for skinning of middle-size mouldings, forged pieces and rolled steel; hand tools are used for selective trimming of bulky mouldings, forged pieces and rolled steel. Abrasive grinding is performed with deep cut and with substantial feeding. During skinning of small and average mouldings and forged pieces on stationary machine tools there used wheels of ПП type with outer diameter of 200-600 mm from normal electrocorundum and black silicon carbide with granularity of 125, 100 or 80, with the degree of hardness CT1-T1, and for skinning and trimming of mouldings and rolled steel – wheels of ПП type with outer diameter of 400-900 mm from the same grinding materials, but with degree of hardness CT1-CT3, produced by means of cold pressing for processing with operating speed up to 50 mps.
Wheel of ПР type intended for processing different machine tool workpieces, butt of cylinder case cover, butts, piston rods, valve bushes, springs and so on. They are manufactured only on bakelite bond, and wheels with outer diameter 500-750 mm are made solid, and with outer diameter of 1340 mm – fan-shaped. Before installation such wheels are glued by special compounds to a metal disc with which they are secured to a machine tool. A drawback of wheels of ПП type is their small useful work height, because of which they quickly wear out.
On the stationary machine tools there also used grinding wheels of ПН type joint on to the metal discs. Such wheels have 2-2,5 times higher useful working height in comparison with the wheels of ПР type and longer lifetime. Wheels of ПН type with outer diameter of 450-750 mm are made solid, and with diameter of 1340 mm are made from four to six sectors and used for processing surfaces of different workpieces, particularly cases and valve butts.
On the hanging machine tools, which allow processing at higher operating speeds (50mps), there used wheels of ПП type with outer diameter of 300-600 and height of 4-75 mm on bakelite bond.
On hand tools there used grinding wheels the parameters of which are in the table. Processing is carried out at operating speed of 35-50 mps, and with usage of special wheels with glass-grid gasket (СПАП) operating speed increases up to 80 mps.
Parameters of grinding wheels, used on hand tools
| Type |
Diameter |
Granularity |
Degree of hardness |
Bond |
| ПП |
125-200 |
125-80 |
С1-СТ2 |
Bakelite |
| ПВ |
125-175 |
125-80 |
С1-СТ2 |
Bakelite |
| ЧК |
125-150 |
80-50 |
С2-СТ |
Bakelite |
One of the mainstreams of development of abrasive grinding is dramatic increase of volumes of removed metal per time unit at high operating speeds, speeds of sliding feed and high pressing forces in processing area. This allows reducing total machining amount of thermally processed workpieces of higher hardness, elimination, in some cases, of milling, planning, scarfing in removal of margins of 10 mm and more in one running. Such method of abrasive grinding is widely used in machine building for grinding workpieces without green turning, in metallurgy and foundry industry in preparation and conditioning of rolled steel and trimming of mouldings. In such method of abrasive grinding a range of special rough-grinding machine tools are used that operate at speed of 60-80 mps., speed of sliding feed up to 60 mpm, pressure force of 6000-10000 H; power of main drive 75-160 kilowatts. There are special hot-pressed grinding wheels, manufactured for operating such machine tools, with outer diameter 500, 600 and 800 mm made from zirconia alumina abrasive with granularity of 160, 200 and 250.
Currently there is a new direction of high-speed abrasive trimming of intermediate product and finished steel on multihead machines with operating speed of 80 mps and pressing force of 15000-20000 H (power of main drive – 300 kilowatts) with two compound wheels of big outer diameter made from new hot-pressed segments 12C 125x75x250 of zirconia alumina 38A with granularity 200-80, degree of hardness 4T.
Peculiarity of such abrasive grinding, carried out with high pressing force in the area of processing, at high operating speed and speed of sliding feed, is a high rate of self-sharpening of separate abrasive grains and high removal of metal outside the margin of burning, which goes with grinding of normal processing mode.
An important technological feature of processes of abrasive grinding is a processing without the usage of lubricative-cooling liquids, which is explained, first of all, by technological impossibility of feeding such liquids into the area of processing in amounts enough for effective heat diversion in conditions of achieving the temperature of melting of processed metal in the spot of the contact of wheel with workpiece. This also explains, in particular, impossibility to use thermal models of smooth grinding in which lubricative-cooling liquids are an important factor of heat diversion from the area of processing. We should point out the presence of such an important factor of heat diversion in abrasive grinding, apart from smooth, as chip formation because linear dimension of chip are in some processes 2,0-2,5 mm in thickness and 15-20 mm in length.
The main production goal is the removal of all surface defects the presence of which prohibited by the normative-technical regulations or by the regulations of further processing of cleaned out production. Accompanying technological problems are conditioned by the necessity to provide required quality of processing with its highest techno-economic efficiency. They comprise of prevention of formation of technological heredity in the surfacing layers of metal; the minimization of energy consumption, the waste of metal and abrasive tools; provision of maximum efficiency of processing (for most of the processes of abrasive grinding); minimization of negative ecological consequences.
Thermal aspects of grinding take the leading role in research of most scientists, who study abrasive processing systematically.
Practical part
There is a developed technology of manufacturing of tools, technological methods of boosting the efficiency and quality of production processing at the expense of application of power grinding, technology of manufacturing of grinding wheel casing, technology of assembling of grinding wheel. There created solid models of different constructions of grinding wheels and typical parts. There are operational methods of boosting production rate and the quality of processing at the expense of application of power grinding. There created recommendation how to boost productivity and quality of processing at the expense of application of power grinding.
Animation
 machining in mechanical engineering")
Power (abrasive) machining in mechanical engineering (аnimation volume - 302 KВ, it consists of 15 frames, 4 repetition)
3. Conclusion
Final results:
The influence of grinding means is studied as well as modes of processing onto thermal loads that appear in the area of grinding.
There created design of tools that will allow to boost the production rate of power grinding.
There created recommendations for usage of designed tools.
Currently, work is unfinished, the final results will be in December, 2010.
Literature
-
http://www.lib.ua-ru.
Диссертационная работа: Сталінський Дмитро Віталійович. Наукові основи створення високоефективних процесів, обладнання та інструменту обдирного шліфування : дис... д-ра техн. наук: 05.03.01 / Національний технічний ун-т "Харківський політехнічний ін-т". - Х., 2006.
Мета роботи – забезпечення ефективного і якісного абразивного зачищення металопродукції шляхом розробки і промислової реалізації наукових основ створення високоефективних процесів, обладнання та інструменту обдирного шліфування.
-
http://www.lib.ua-ru.
Диссертационная работа: Гусев Владимир Владиленович. Научные основы технологического обеспечения эксплуатационных характеристик изделий из технической керамики при алмазном шлифовании : дис... д-ра техн. наук: 05.02.08 / Донецкий национальный технический ун-т. — Донецк, 2006. — 442л. : рис., табл. — Библиогр.: л. 366-392.
-
http://www.abrasive.ru/
Санкт-Петербургский центр абразивов, научная статья. Понятие обдирочного шлифования.
-
http://stankovremont.ru/
Силовое шлифование в машиностроении.
-
http://www.abrasive.zp.ua/
Шлифовальные и обдирочные круги на бакелитовой связке из нормального электрокорунда марки 14А.
-
http://www.1stanok.ru/
Станки точильно-шлифовальные, обдирочно-шлифовальные, заточные, шлифовальные.
-
http://works.tarefer.ru/
Реферат: Обработка деталей на шлифовальном станке. Силовое шлифование.
-
http://www.abrazivchel.ru/
Свойства абразивных инструментов: зернистость, твердость, структура, класс.
-
http://stehmash.narod.ru/
Справочник технолога-машиностроителя - Глава 6 . Обдирочное, предварительное, окончательное и тонкое шлифование.
-
http://www.raxt.ru/
Разделение операций на обдирочное шлифование и чистовые шлифовальные операции позволяет использовать при обдирочном шлифовании менее точное оборудование, сохраняя прецизионные станки для окончательной обработки.
-
http://tsv-22.narod.ru
Инструкция по охране труда на заточном, наждачном и обдирочно-шлифовальном станке.
-
http://www.birs.zp.ua/
Использование для обдирочного шлифования нержавеющей стали и чугуна. Использование работы на ручных шлифовальных машинах, настольных и напольных шлифовальных станках.
|

 Russian
Russian Ukrainian
Ukrainian English
English