| UNTD | | | Portail des magistères | РУС | | | УКР | | | ENG | | | FRA |
 |
||
| Faculte: | Mécanique d'ingénierie et constructions mécaniques | |
| Spécialité: | Technologie des constructions mécaniques | |
| Thème de travail final: | La sûreté technologique pour ameliorer la qualite des surfaces de revolution avec usinage de finition | |
| Chef scientifique: | chargé de cours Kovalenko Valeriy | |
| Biographie | | | Сurriculum vitæ | | | Exposé |
Exposé |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Le but du travailAugmentation de la stabilité de la gamme de fabrication basé sur une analyse des facteurs influant sur la précision des surfaces usinées. Dans les conditions de la production en grande série à l'usine "Compressor", qui est dans le groupe "NORD" produit les recherches expérimentales des conjugaisons: l'arbre-cage et le piston-cage. Ces deux conjugaisons sont utilisées dans le compresseur du frigo et sont l'ensemble le plus importante. Fig. 1 montre le fonctionnement d'ensemble essential du compresseur. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Figure 1. Animation du fonctionnement d'ensemble essential du compresseur (dimension de l'animation 79 Kb; nombre d'images 12; nombre de récurrence 5) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Recherche et analyse des facteurs affectant sur la précision des surfaces usinées, faite sur les opérations de finition des pièces conjugués. On peut souligner certains facteurs qui ont le plus d'influence sur la gamme de fabrication à analyser:
Objet de la recherché — les opérations de finition des conjugaisons l'arbre-cage et le piston-cage. Article de la recherché — les échantillons avec des mesurés des l'arbre, le piston et deux trous conjugués dans la cage. Méthodes des recherchés — une expérience basée sur une analyse statistique des données obtenues dans la mesure. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
L'actualité du sujetLorsque l'on étudie la précision des gammes de fabrication et détermination des lois des erreurs de production dans la fabrication de pièces utilisées des méthodes analytiques et statistiques de l'analyse. La méthode analytique est basée sur l'établissement d'une relation fonctionnelle entre les valeurs de chaque erreur primaire et la précision finale du produit fini. En réalité, les modèles déterminant ne reflètent pas les gammes de fabrication totalement, parce qu'il est impossible de déterminer analytiquement l'ensemble des facteurs et leur influence sur la précision des paramètres de sortie du processus. C'est pourquoi, cette méthode n'est applicable que pour évaluation de l'influence des certains facteurs sur la précision de fabrication des pièces unitaires. Une plus grande utilisation dans l'évaluation de la précision des gammes de fabrication a reçu une méthode statistique. Cette méthode a fondé sur la théorie des probabilités et de statistique mathématique. La méthode statistique est basée sur la réception et le traitement d'un grand nombre d'observations qui assurent la teneur informationnelle nécessaire. La méthode statistique utilisée pour étudier la précision des gammes de fabrication dans les productions en série et de masse en utilisant les courbes de distribution, analyse de corrélation et de la dispersion, les diagrammes des précision. La méthode statistique est caractérisée non seulement par son faible coût et la complexité, mais aussi parce qu'il peut de trouver les conditions optimales pour le fonctionnement optimal du processus examiner. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
La nouveauté scientifiqueEn perspective, sera offert une méthode d'évaluation de précision de gamme de fabrication basée sur l'analyse de corrélation et de la dispersion. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
La valeur pratiqueL'obtention de données expérimentales caractérisant le travail des conjugaisons l'arbre-cage et le piston-cage en fonction de leur précision, et mise à nu des facteurs qui influent sur la stabilité de la gamme de fabrication, apparition des pièces rebutées; méthode d'ecartenient des déchets. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
La revue des recherchesA l'échelle mondiale la contribution la plus importante au développement de méthodes statistiques du plan d'expérience faite par: Ronald Fisher, qui le premier a montré la rationalité de la variation simultanée de tous les facteurs, pour contrebalancer à l'expérience d'un factoriel a été largement diffuse; ainsi que Box et Wilson, qui a proposé la méthode de montée raide. Sur une échelle de l'Université nationale technique de Donetsk à des travaux similaires faisaient les magistères du département "Technologie des constructions mécaniques" Kudryavtsev A. sur le sujet “Recherche d’usinage des rouleaux de laminoir sur le tour à CN” et Lobko A. sur le sujet "La sûreté technologique pour ameliorer la qualite des pièces du cylindre hydraulique". |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Le résumé des recherché des propre résultantsA ce stade de l'étude on fait une recherche de la conjugaison l'arbre-cage. La figure 2 montre un schéma d'un mécanisme bielle-manivelle. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
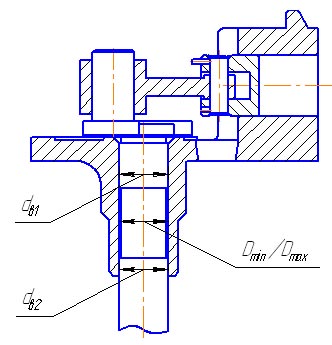
Figure 2. Schéma d'un mécanisme bielle-manivelle Où dв1 - le diamètre du secteur court de l'arbre, dв2 - le diamètre du secteur long de l'arbre, Dmin - le diamètre minimum du trou, Dmax - le diamètre maximum du trou. Les données sont mesures des écart du cotes dв1, dв2, Dmin, Dmax par trois échantillons. Chaque échantillon est constitué de 50 mesures. Les échantillons ont été choisis à intervalles d'une semaine. Les résultats obtenus lors de la mesure les échantillons sont présentés dans le tableau 1. Le diagramme de la distribution des cotes du premier échantillon pour les paramètres dв1, dв2 présentés dans la figure 3. 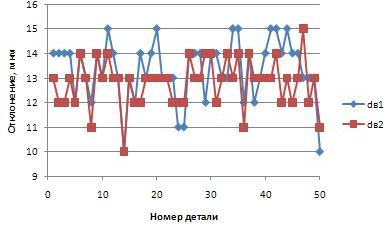
Figure 3. Le diagramme de la distribution des cotes dв1 и dв2 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Tableau 1. Les résultats des mesures des écarts des pièces conjugué, mcm
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Afin que simplifie le calcul, le diamètre moyen des trous se déterminait pour toutes les valeurs dans les échantillons:
La fiabilité et la performance du compresseur assure jeux optimale dans toutes les assemblages mobiles. C'est pourquoi, pour chaque échantillon les jeux J1 et J2 ont été déterminées comme la différence de la cote d'un diamètre moyen du trou et le diamètre de la surface correspondant de l'arbre:
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Le diagramme de la distribution des jeux J1 et J2 sur le premier échantillon est montré dans la figure 4. 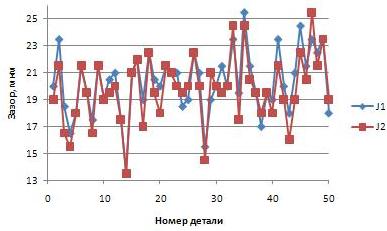
Figure 4. Le diagramme de la distribution des jeux J1 et J2 Pour étudier ce couplage utilisé l'analyse de la variance. Pour vérifier l'homogénéité de deux écarts dans la pratique le plus souvent utilisé critère de Fisher (F-test), qui réside dans le fait que le ratio est pris une plus grande dispersion (S12) au moins (S22) [1]:
La valeur calculé du critère est comparé avec le tableau critique, définie pour un niveau de signification acceptable et correspondants S12 et S22 degrés de liberté f1 et f2. Si la valeur calculée F est supérieure à tabulaire Fα, alors les dispersions hétérogène et le besoin de comparer les autres. Quand la valeur calculée F est inférieure à tabulaire Fα, alors les dispersions homogène; en ce cas il est nécessaire d'utiliser la valeur moyenne pondérée de la dispersion:
Caractéristiques statistiques des échantillons (le volume d'échantillon n, nombre de degrés de liberté f, moyenne arithmétique
Tableau 2. Caractéristiques des échantillons
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
La conclusionA l'avenir on planifiera réaliser l'analyse de corrélation et de la dispersion des conjugaisons l'arbre-cage et le piston-cage avec un grand nombre d'échantillons. L'intervalle entre les échantillons seront au moins une semaine, ce qui signifie que les propriétés du matériau de pièces usinées et l'état de l'outil coupant se changent. Et puis, il sera possible de déterminer l'influence de divers facteurs sur les caractéristiques de la gamme de fabrication. |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

| Remarque important! |
En écrivant le travail de ce maître essai n'est pas encore terminé. L'achèvement définitif: Décembre 2010. Texte complet des travaux et des matériaux sur le sujet peuvent être obtenus auprès de l'auteur ou son сhef après cette date. |
| Au début |
| Biographie | | | Сurriculum vitæ | | | Exposé |