|
Essay on the topic of master's thesis
Introduction
1. Scope of the designed device
2. Analysis of existing structures and the choice of an optimal technical solution
3. Sketch study of the proposed variant of the device
Conclusion
Bibliography
In today's world steel industry is one of the basic sectors of the economy, the level of development which now depends on progress in industry and agriculture of the country. Constantly increasing demand for high-grade steel, which entails the need to improve the manufacturing process.
The domestic steel industry has a great experience using different methods of secondary treatment, which improves the quality of melted metal, however, a number of issues require serious technological and techno-economic study. Solving these problems requires an exchange of views a wide range of specialists.
The quality of steel depends on the amount of harmful impurities in the melt, the removal of which is directed and the oxygen-converter process. These include the slag — an essential, but very harmful, the product manufacturing process. To improve the quality of the products necessary to minimize the percentage of slag in the metal. This can be realized with the help of a mechanical system gasdynamic cutoff slag, which is very effective. Despite all the advantages of the proposed system, there remain a number of problems, defects, in which decision and directed this work.
Brief description of the process of steelmaking in basic oxygen furnace
The role of slag in the production of steel is extremely high. Slag regime, defined by quantity and composition of the slag has a great impact on the quality of finished steel, durability and performance of the steel lining of the unit. Slag is formed as a result of oxidation of the components of the mixture of oxides of furnace lining, fluxes and ore. By the properties of slag-forming components can be divided into acid (SiO2; P2O5; TiO2; etc.), major (CaO; MgO; FeO; MnO, etc.) and amphoteric (Al2O3; Fe2O3; Cr2O3; etc.) oxides. Essential components of the slag, a major influence on its properties, are oxides of SiO2, and CaO.
Slag performs several important functions in the process of steel making:
1. Connects all the oxides (except CO) formed during the oxidation of iron impurities. Removal of such impurities as silicon, phosphorus and sulfur, occurs only after their oxidation and binding transition in the form of oxides from metal to slag. In this regard, the slag must be properly prepared for learning and retention of oxides of impurities;
2. In many steelmaking processes is a transmitter of oxygen from the furnace atmosphere to the liquid metal;
3. In the open-hearth and electric arc furnace through the slag is transferred to heat the metal;
4. Protects the metal from the saturation of the gases contained in the furnace atmosphere.
Changing the composition of the slag can scrape away the metal from such harmful impurities such as phosphorus and sulfur, as well as adjust the course content in the metal smelting manganese, chromium, and certain other items.
To slag could successfully carry out its functions, it must at different periods of the steelmaking process have a definite chemical composition and the necessary fluidity (reciprocal of viscosity). These conditions are achieved using a batch materials melt the calculated amount of slag — limestone, lime, fluorspar, bauxite, etc.
Production of steel in the converters.
Oxygen-converter process represents a form of redistribution of molten pig iron into steel without the cost of fuel by blowing iron in a converter is technically pure oxygen supplied through the lance which is inserted into the metal. The amount of air needed for processing 1 ton of pig iron, is 350 cubic meters.
For the first time the oxygen-converter process at industrial scale has been carried out in Austria in 1952 — 1953 years. factories in the cities of Linz and Donawitz (abroad, this process is known as LD by the first letters of the cities in our country — BOF).
Currently, converters are working capacity from 20 to 450 m, the length of melting is 30 — 50 min. The process takes a leading role among the existing methods of mass production of steel. Such success BOF method is the ability of processing iron virtually any composition, using scrap metal from 10 to 30%, the possibility of melting of a wide assortment of steels, including alloyed, high performance, low construction costs, greater flexibility and product quality.
The converter has a pear shape with a concentric neck. This provides the best conditions for entering into the cavity of the converter tuyere oxygen, drainage, gas, iron casting and filling of scrap and slag-forming materials. Casing converter operates welding of steel sheets with thickness from 20 to 100 mm. In the central part of the converter are fixed pins that connect the device to tilt. The turning mechanism converter consists of a transmission system connecting the pin with the drive. Converter can be rotated around the horizontal axis by 360' with speeds ranging from 0.01 to 2 rpm. Converters for heavy capacity from 200 tons used double-sided, for example, four engines, two on each trunnion [1].
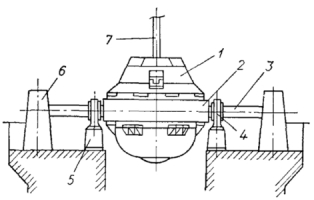
Figure 1. Converter capacity of 300 tons with two-way drive mechanism for turning a converter, 2 — foot ring, 3 — pin, 4 — bearing, 5 — bed, 6 — turning mechanism, 7 — water-cooled lance for oxygen supply
In shlemnoy of the converter has a tap-hole for the production of steel. Steel production through the notch prevents ingress of slag into the metal. Tap-hole closing of refractory clay, mixed with the water.
The process.
The process of steel production in oxygen furnace consists of the following periods: loading scrap, pig iron casting, blowing oxygen, slag loading, unloading steel and slag.
Download the converter starts with the filling of steel scrap. Scrap charged to a converter tipped through the neck by charging machine chute type. Then use the pouring cranes poured molten iron, the converter is installed in a vertical position, the lance is introduced and includes the supply of oxygen with a purity of not less than 99.5% O2. Simultaneously with the start of purging download the first portion of slag and iron ore (40 — 60% of the total). The rest of the bulk material fed into the converter in the process of purging one or more portions, more often 5 — 7 minutes after the purge.
On the refining process is strongly influenced by the position of the lance (the distance from the end of the lance to the surface of the bath) and pressure to supply oxygen. Typically, the height of the lance is kept within 1,0 — 3,0 m, the oxygen pressure 0,9 — 1,4 MPa. Properly organized blowdown provides good circulation of metal and its mixing with the slag. The latter, in turn, increases the rate of oxidation of iron contained in C, Si, Mn, P.
Important in technology BOF process is shlakoobrazovanie. Shlakoobrazovanie largely determines the course of removal of phosphorus, sulfur and other impurities that affect the quality of steel, the yield and quality of the lining. The main objective of this stage, the melting is rapid formation of slag with desirable properties (core, zhidkopodvizhnostyu, etc.). The complexity of this task is associated with high-speed process (the duration of blowing 14 — 24 minutes). Formation of slag basicity necessary and desired properties depends on the rate of dissolution of lime in the slag. At the rate of dissolution of lime in the slag is influenced by such factors as the composition of the slag, its oxidation, the conditions of wetting the surface of the slag lime, mixing bath temperature, composition of iron, etc., early formation of basic slag promotes the presence of a primary reaction zone (the contact surface of the jet of oxygen with metal) with a temperature up to 2500'. In this zone, the lime is exposed simultaneously to high temperature and slag with high content of iron oxides. The amount of lime to the melt is determined by calculation and depends on the composition of iron and SiO2 content of the ore, bauxite, lime, etc. The total consumption of lime is 5 — 8% of the mass melting rate of bauxite 0,5 2,0%, fluorspar stamp 0, 15 — 1,0%. Basicity of the final slag must be at least 2.5.
Oxidation of iron impurities begins at the start purging. The most intensive in the beginning of the purge oxidized silicon and manganese. This is due to the high affinity of these elements to oxygen at relatively low temperatures (1450 — 1500'S or less).
Oxidation of carbon in the BOF process is important, since temperature affects the melting process shlakoobrazovaniya and refining of metal from the phosphorus, sulfur, gases and nonmetallic inclusions.
A characteristic feature of the oxygen-converter production is uneven oxidation of carbon both in terms of baths, as well as during purging.
From the first minutes of flushing simultaneously with the carbon oxidation process begins defosforatsii — phosphorus removal. The most intense phosphorus removal is in the first half of the purge at a relatively low temperature of the metal content is high in slag (FeO); basicity of the slag and its number is increasing rapidly. Oxygen-converter process yields <0.02% P in the finished steel.
Conditions for removal of sulfur in BOF process can not be regarded as favorable as for phosphorus removal. The reason is that the slag contains a significant amount of (FeO) and the high basicity slag (> 2.5) only in the second half of the purge. The degree of desulfurization in BOF process is within 30 — 50% and sulfur content of finished steel is 0,02 — 0,04%.
Upon reaching a given carbon hollow cut off, pick up the lance, the converter is tilted and the metal through the tap hole (to reduce the mixing of metal and slag) is poured into the bucket.
The resulting metal contains high content of oxygen, so the final operation of smelting is deoxidation of the metal, which is carried out in stalerazlivnom bucket. For this purpose, simultaneously with the discharge began on a rotary chute into the ladle fall deoxidizing and alloying elements. Slag from the converter is drained through the neck in the slag bucket, mounted on a converter slag.
During the BOF process is due to temperature control and is adjusted by changing the number of blast and an introduction to the converter coolers — scrap metal, iron ore, limestone. The temperature of the metal with the release of the converter around 1600'C.
During the purge of cast iron in a converter a significant amount of exhaust gases. For the use of heat recovery and purification of dust for each converter equipped kotelutilizator and installation for purification of gases.
Management converter process by means of powerful modern computers, where the information about the source material (composition and quantity of pig iron, scrap, lime), as well as indicators of the process (number and composition of oxygen, flue gas, temperature, etc.).
Over the last decade, many published works, which dealt with the advantages and disadvantages of the existing mechanisms for gasdynamic cutoff slag. However, it became clear that not all authors objectively evaluated selected for the study of the system. This was due to the fact that the score achieved results of the study was carried out without regard to structural and technological features of the proposed system. We consider three such systems, the expected result which would be much better real. To confirm these assumptions needed to create physical models on the market mechanisms on a scale of 1:10. Model, slide gate, the device gasdynamic cutoff and float elements, blocking the outlet channel can simulate various options delay the final slag in the bath smelting unit at the time of release of liquid steel in the casting ladle.
With the availability of the method of qualitative assessment of the important parameters of the process we have the opportunity to evaluate the effectiveness of any system. The estimation was made according to these criteria:
— рossibility to prevent the entry of slag into the channel BOF at different stages of production of steel;
— the influence of the cutoff on the behavior of the flow of metal and slag in the area adjacent to the outlet;
— the need for additional technical means to ensure the efficiency of the entire isolation system;
— the need for consumables and the organization of specialized areas for repair and maintenance.
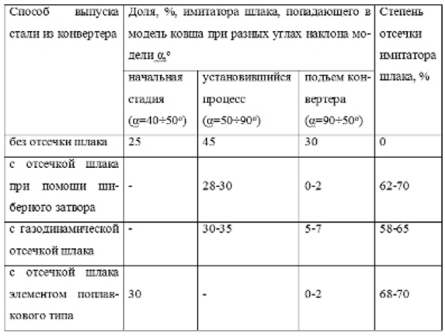
According to Table 1, presented in [2], the degree of cut-off final converter slag, which was estimated under identical conditions of the three known ways of controlling the amount of slag entering the bottling bucket, located on the same level, but the two methods require the use of additional control measuring tools needed to automatically control the operation of shut-off systems.
Table 1. Degree of productivity models of different systems
In particular, the system of gasdynamic cutoff slag requires a heat chamber or magnetically sensitive sensors for early detection of particles in the jet of molten slag, which expires in the bottling bucket (see Figure 2).
Gate valve includes not only the availability of highly sensitive instrumentation for early detection of slag inclusions in the jet is due to expire in a metal bucket, but also quite powerful drive that can immediately close the shutter. The drive should be placed below the support ring housing the converter, otherwise the drive powertrain will be exposed to intense heat loads, adversely affecting its performance.
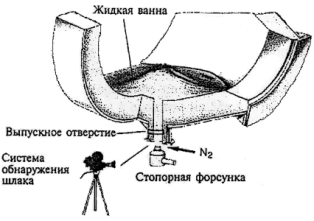
Figure 2. Slag detection system
Moving heating system bolt (Fig. 3), developed by DonNTU and NGO DONIKS, has several fundamental differences from their foreign counterparts, is to use instead of reciprocating dual-piston cylinder 2, the transmitting mobile force cage gate 5 through the frame 3, a set of guiding furnace body 4, as well as in the use of a counterweight bolt clamping element movable cages equipped with roller bearings. Such a scheme of pressing refractory plates not only ensures the reliable operation of the gate even with wedge refractories, but also reduces wear of friction surfaces and the load on the drive.
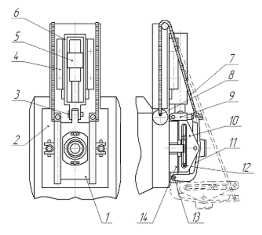
Figure 3. Moving heating system bolt
Operation of such a system requires an appropriate amount of work associated with the replacement of worn refractories and repair of its mechanical or pneumatic parts depending on the type of drive. To service the shutter, which has considerable mass, available personnel must be Self-propelled transport system is equipped with a manipulator, as well equipped workshop.
Explore the possibility of manipulators with shut-off elements for the implementation of besshlakovogo release in oxygen-converter shops of metallurgical plants in Ukraine and Russia built more than 30 years ago showed that their placement on the job site before the converters in most cases it will interfere with machines offering gunning refractory smelting unit or its break-up in case of reaching the wear limit [3, 4]. Therefore, the mechanical system of the manipulator must ensure its position relative to the BOF, which would have provided space for maneuvering the auxiliary machinery used in maintenance and repair of the steel plant.
Results of tenders carried out on a number of Ukrainian plants for potential vendors besshlakovogo steel output from BOF, indicate that foreign models manipulators do not fully meet these requirements.
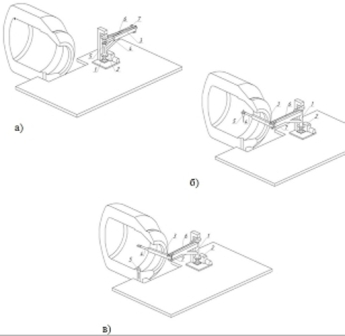
Figure 4. The device is a lateral arm type and location of its elements in the source (s), intermediate (b) and final (c) positions.
In the manipulator, shown schematically in Fig. 4, the movement of shut-off element in a three-dimensional space is ensured through the mechanisms of rotational motion. It includes a vertical column 1, mounted in fixed bearings, fitted with a mechanism for turning the console 2 and 3, which is kinematically connected hollow rod 4. This rod has the ability to rotate in the vertical and horizontal planes, equipped with a balancing mechanism and is on the front end cut-off element 5, held by a spring-loaded latch. Go to the top of the fixed support column 1 with a finger attached to one end of the rod 6, a second end which is pivotally connected with the bracket 7.
The results of studies on the model, the cutoff for the slag floating element type, indicate that the main factors affecting the efficiency of the process are:
— positioning accuracy provided by the manipulator;
— the right choice since the drop shut-off element;
— viscosity of the slag;
— buoyancy element;
— the ratio of hole diameter and the shut-off element.
This system, unlike the previous two, does not require special tools for early detection of slag particles in the flow of steel, which is its main advantage. However, it can not be deleted from entering the ladle slag melt.
According to the results of modeling studies, we concluded that the difference in achieving the performance of technical and economic efficiency of the analyzed methods due to the varying degrees of difficulty settings and maintain the equipment required for their implementation, the need for a specialized repair parts, as well as cost and specific consumption of refractory products materials and energy required for the operation of each shutoff systems.
Due to the absence in the technical literature of calculation methods of design and energy-power systems, gas-dynamic parameters of the cutoff of converter slag, to obtain baseline information needed to perform design work, studied the peculiarities of the study cut-off system on its physical model is schematically represented in Figure 5.
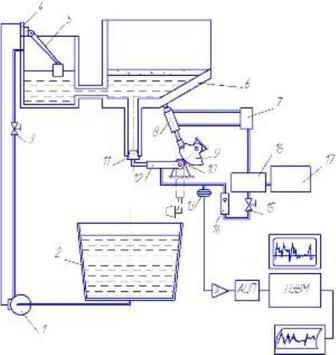
Figure 5. Scheme of laboratory setup of gasdynamic cutoff of slag in steel production of oxygen converter:
1 — pump;
2 — model bucket;
3 — control valve;
4 — limit switch;
5 — float;
6 — a vessel that simulates
basic oxygen furnace;
7 — reversing valve;
8 — power
air cylinder;
9 — notched;
10 — gear;
11 — tube;
12 — bracket;
13 — pressure sensor;
14 — rotameter;
15 — valve;
16 — receiver;
17 — сompressor
Figure 6 shows a general view of the device gasdynamic cutoff of slag produced as a result of physical modeling.
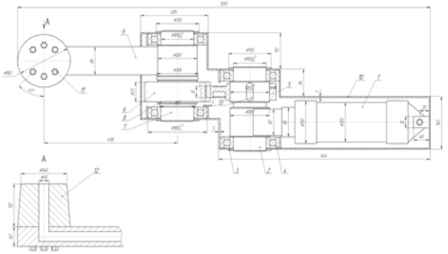
Figure 6. General view of the device gasdynamic cutoff slag:
1 — air cylinder;
2 — shaft gear sector;
3 — cover;
4 — bearing;
5 — notched;
6 — gear;
7 — gear shaft;
8 — sleeve;
9 — lever;
10 — body;
11 — bolt;
12 — tube.
Figure 7 shows a model of the designed device.
Figure 7. Model of the designed device
(animation: volume 116 кb, personnel 3, number of repetitions of cycles 11, delay between shots 1 s)
In this term paper reviewed and analyzed the types of devices for the cutoff of converter slag. An analysis of selected optimal solution of the problem, the consequence of that will design the device gasdynamic cutoff of slag in steel production of 160 t BOF.
1. Баптизманский В.И., Меджибойский М.Я., Охотский В.Б. Конвертерные процессы производства стали. — Киев — Донецк: Вища школа, 1984. — 343 с.
2. Кудрин В.А. Внепечная обработка чугуна и стали. — М.: Металлургия, 1992. — 336 с.
3. Еронько С.П., Бедарев С.А., Мечик С.В. Исследование процесса отсечки шлака при выпуске стали из кислородного конвертера на физических моделях. // Черная металлургия. — 2008. — №7. — С. 7 — 12
4. Опыт разработки систем отсечки шлака для сталеплавильных агрегатов. / Еронько С.П., Цупрун А.Ю., Бедарев С.А. и др. // Бюлл. «Черная металлургия» (ОАО «Черметинформация»). — 2007. — №9. — С.81 — 87
5. Анурьев В.И. Справочник конструктора-машиностроителя. Том 3 — М.: Машиностроение, 2001. — 864с.
6. Киркач Н.Ф., Баласанян Р.А. // Расчет и проектирование деталей машин. — 3-е изд. — Х.Основа, 1991. — 276с.
7. Энкер Б., Пастер А., Швельбергер Й. // Металлургическое производство и технологии металлургических процессов. — 2002. — №5. — С. 12 — 20
8. Устройство для отсекания шлака и закупорки выпускного отверстия металлургического агрегата./ Александров В.Б., Жигач С.И., Каблука В.В. и др.//Акционерное общество «Нижнетагильский металлургический комбинат». Заявка: 94031941/02, 02.09.1994. Опубликовано: 27.05.1998
|
