
Scientific adviser Aleksander Parfenjuk
Protecting the environment from emissions of dust and harmful gases in the atmosphere for modern industries presently stands, along with the main characteristics of the enterprises. High concentrations of fine particles, whose size varies from micrometers to nanometers, released during the crushing, grinding and machining of various materials, causing enormous harm to the environment, leads to an irretrievable loss of large quantities of raw materials and finished product. Polydisperse dust, but as you progress through the material handling process, the content of the dust fraction less than 10 microns increases. All production units that produce dust, dust collectors installed devices, allowing not only to return a significant amount of finished product or semi-finished product, but also to prevent dust pollution of air pool plants and adjacent territories, so the collected dusts should be used. Finely divided materials used in production need to be processed because it provides a more convenient transportation, dosing, packing, reduced dusting and caking products.
Products from secondary processing of polymers are the grains. As the starting material are used waste products from polypropylene, polyvinylchloride, polystyrene, etc. Burning of these polymers is a serious threat to the environment, as this form dioxins – a substance hazardous to the human body and cause the appearance of malignant tumors. Reuse of these polymers can reduce the number of non-degradable waste. The most optimal solution for their processing is granulation, carried out mostly by extrusion, casting, crushing.
The aim is to analyze the
effect of adhesion and other physical and
mechanical properties of
dispersed and
granular materials on the stability of the different types of
granulators. When working pellet one of the main
objectives is to ensure
stability, since such conduct of all the main characteristics and
parameters of
aggregates and recycled materials do not exceed the allowable limits,
ensuring
the availability of units and raised the quality of products.
Feature of the granulation
process is intensive interaction of solid masses, located in a gas
medium in
the presence of liquid phase, with tools and surfaces granulators. In this case, the various
possible
interactions of both
the regranulate working masses and granules, and contact interaction
with work
surfaces and the emergence of adhesive contacts prior to the
termination of the
granulator. These adhesive contact are:
sticking, hang-up,
layering, conglomeration, self-wedging. Particular influence
mikroeffects dependent
on raw
material composition, surface quality, energy impacts, the regime of
pressure
and temperature. It is important to establish
patterns of
changes in the properties, determine the behavior of the working masses. Deviation of the allowable
parameters will
lead to
undesirable for the normal course of events. The probability of
occurrence of such
manifestations
will depend on the degree of deviation of material properties and
influencing
factors. Properties of the materials you need to know to further define
the
boundaries of their application. In particular, for use as
filter
materials for mass application, cleaning gases and liquids. This is especially true in
the current
conditions at
large scale pollution.
We
analyzed the basis of adhesion: the
theory of adhesion, the molecular interaction at the interface between
the
adhesive and the substrate and diffusion phenomena between them,
forming an
adhesive contact, methods of measuring adhesion, adhesion of polymers
to
metals, the strength of adhesive joints and mechanisms of their
destruction. A mathematical model of fluidized
bed method for dispersing the
liquid particles in suspension was developed. The subject of study are the properties
of
dispersed and granular materials that could be decisive in ensuring the
health
pellet. These studies will be used to optimize
the process of
granulation and productivity machine.
Adhesion – a phenomenon compounds listed in the contact surfaces of condensed phases. These phases are the basis formed by molecular (across the interfacial area) contact adhesive joint and are called substrates, and the substances that provide connection to substrates – adhesives. Typically substrates – solids (metals, polymers, less glass, ceramics), adhesives – a liquid (solution or polymer melts, sometimes – low molecular weight products). Special case of adhesion – autogeziya realized at the molecular contact between two identical composition and structure of objects [8].
Consider influencing factors on the adhesive properties of powders during pressing (Fig.1
) on the composite level.
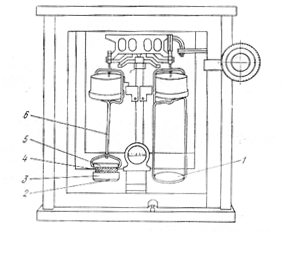
Figure 1 – Scheme of laboratory setup for studying the adhesive properties of materials:
1 – cup 2 – stand 3 – mold, 4 – sample, 5 – punch, 6 – shaft.
In the process of granulation of powdered materials particles stick to the working surface of the device, which is caused by the action of adhesive forces. On the adhesion properties of the materials have a significant influence of humidity and particle size distribution. In assessing changes in adhesive properties of powders under external pressure shows that the adhesive force reaches its maximum value at relatively low specific loads. The specific pressure, which determines the maximum strength of adhesive bond depends on the type of powder, ie, from the crystalline structure of matter. With increasing specific compaction pressure seal structure of the sample accompanied by an increase in contact area of particles to the surface of the punch, which leads to an increase in adhesive strength. Decrease in the adhesive bond between the sample and the punch in the high unit pressures due to the lubricating effect of a thin film of moisture on the contact surface, then squeezed out the pressed specimen. In this case the adhesive contact surface – the material is replaced by a weaker contact surface – liquid. When humidity powder, which is close to zero, the adhesion forces that occur at the contact surface, are determined by the surface energy of solid contact areas. Slight moistening of the samples leads to an increase in contact area, as sites of local vypressovyvaniya moisture to additional contacts, which is accompanied by an increase in strength adhesive bond. Further increase in moisture leads to the formation of a continuous liquid film on the surface of contact, which causes a decrease in adhesive strength, since there is a gap cohesional liquid film [6].
Classification of the basic processes
of granulation
is shown here:
Granulation process
– From the liquid phase
dispersion into
droplets,
followed by crystallization during dehydration or cooling;
– From the solid phase by
pressing,
followed by
crushing briquettes pellets desired size;
– A mixture of liquid and solid
phase
sintering of
powders, followed by okatyvaniem agglomerates and hardening of
relations
between the particles when removing the liquid phase;
–
From the gas phase condensation
(desublimation) to
form solid pellets;
– A mixture of liquid and
gaseous phases
to the
implementation of a chemical reaction;
– A mixture of liquid, solid and gaseous phases to the implementation of a chemical reaction [6].
Distinguish
the granulation process: 1) proceeding without changing the particle
size over
time, 2) the change in particle size over time, 3) with the formation
of new
particles and growth of existing particles. Depending on the
requirements for the grain composition of the product obtained by
granulation
of fine particles return to the process or not return. The
effectiveness of the
granulation process depends on the method of granulation and its
hardware
design [6].
In
the granulation process are
manifested almost
all known types of physical-mechanical and physico-chemical bonds
between the
particles.
The action of
capillary adsorption forces of
cohesion between the particles due to the process of granulation by
balling:
agglomerates are formed from a uniformly wetted particles or layering
of dry
particles on the wetted core – centers of granules. When
granulation
method balling
are more productive links between the particles due to capillary
forces, due to
the use of liquid–phase binding and the
formation of crystalline
bridges [6].
Strong cohesive bonds
form a dense structure of
matter at granulating dry powder by pressing. One of
the main manifestations of the adhesion, affecting the mechanism of
granule
formation by pressing are:
– Education links
between fine particles
during their
compaction on the basis of Van -der-Waals;
– Ensuring the
strength of the
interparticle
contact bonds due to the formation of additional bonds of crystalline
type with
subsequent cooling of the compressed product;
– Surface tension of
the wetted
particles [6].
On condition of formation of adhesive contact is influenced by the following factors:
Temperature regime
To fill
the numerous indentations on
the metal
surface, the polymer melt must have a certain mobility. As the
temperature
increases the melt viscosity is reduced, it provides a high adhesion
strength
at the time of formation of adhesive contact. Supramolecular
formation,
existing in polymer melts, also hinder a more complete contact between
the
metal and polymer, but they are destroyed when the temperature
rises. When
comparing the experimental data, we can say that when reaching a
certain
maximum value of adhesion (strength of the joints was determined by
dissection)
starts decline, due to destructive and depolarization processes in
polymers. Maximum
adhesion is observed at a high content of polymers of vinyl, epoxide,
carbonyl
and carboxyl groups.The presence of polar groups in the polymer
provides the
appearance between the polymer and metal ion-dipole interaction and
hydrogen
bonding, which contributes to a sharp increase in
adhesion. Also
at high
temperatures may cause chemical bonds of the Me – C, Me – O – C. The
role of
thermal and thermal-oxidative processes at the interface of the
adhesive –
the
substrate is sometimes more important rheological
processes [2].
Amount of
plasticizer
In
addition to temperature, the most
important factor
determining the formation of adhesive contact, is the amount of
plasticizer. When
introduced into the polymer plasticizer facilitates the achievement of
contact
between the adhesive and the substrate, reduced residual stress, but at
the
same time, deteriorating the strength properties of
polymers. Therefore,
there is an extreme dependence of adhesion strength on the number of
plasticizer. Should expect an increase in adhesive strength
with
minor
additions of plasticizer in adhesive acting as
interpacket. Due to
poor
alignment with the polymer such plasticizers are introduced in the
first place
among the largest supramolecular formations, destroying them and
thereby create
more favorable conditions for the formation of adhesive
contact [2].
The
nature and composition of the
polymer adhesive
Polymers
with low surface energy may
form the metal is
very strong adhesive bond. Nonpolar adhesive wets the metal surface is
good, so
even in the absence of active functional groups reached a certain
adhesion. However,
the stability of such compounds is low, a strong connection is achieved
in the
presence of functional groups that interact with the surface of the
substrate.
Free carboxyl groups present in the
polymer, as well
as hydroxyl, contribute to the achievement of high adhesion to the
metal. The
presence of the polymer, even a small amount of carboxyl groups
increases the
adhesion to the polar surface due to the formation of hydrogen bonds
between
the carboxyl groups of the copolymer and the factions HO – metal oxide
film is
less than metal. When adhesion of the polymer to the metal
part of
the
chemical nature of adhesive is critical. The adhesive must
contain
a
certain amount of polar groups with the ability to enter into intensive
interaction with surface groups of the substrate, for example, served
as
electron donors. For the adhesive systems is an important
mechanism of
interaction of polymer adhesives with the oxide film formed on
virtually any
metal surface. In many cases, at the polymer – metal may have
ionic bonds,
which are often realized at the contact of metals with carboxyl and
hydroxyl
– containing polymers [2].
Nature of
the metal
Maximum
adhesion possess: nickel,
steel, iron, minimum – tin and lead. Presumably, the
location of metals in such a
sequence is
associated with their nuclear capacity: the lower the atomic volume of
metal,
the higher the bond strength of metal with the polymer [2].
 ,
,
 – the surface tension at the interface
between two fluids
and these fluids
at the interface with its own steam;
– the surface tension at the interface
between two fluids
and these fluids
at the interface with its own steam;
Wа – value that characterizes the work
required to separate
unit of the
interphase surface between the two bodies fused at the two surfaces of
these
bodies on the border with its own steam.
Similar work is the
separation of one body into two, called the work of
cohesion (Fig. 2), is:
 [4].
[4].
The difficulty for the practical
application of this
equation is a
theoretical calculation of the work of adhesion. Have been
proposed
different equations to calculate the interphase tension, do not include
the
work of adhesion. If the two contacting phases are mutually
insoluble, and
their interaction is determined only by van der Waals forces, and the
constant
interaction obey the rule of geometric mean, then, for the interfacial
free
energy and adhesion work are valid equation Dzhirifalko and
Hood:
 ,
,
 ,
,
Ф – the interaction parameter contacting phases;
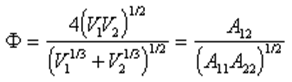 ,
,
V1,
V2
– molar volumes of phases;
А11
, А22
– their constant intermolecular
interaction forces
(Hamaker).
Parameter Ф varies from 0,5 to 1,2.
If the interaction phase, with equal molar volumes and similar values of the constants A, then Ф = 1, therefore:
 [4].
[4].
 ,
,
d,
p – surface
tension due to the dispersion and polar
interactions;
 [4].
[4].
 ,
,
For two phases with similar values of the polarizability dispersion contribution to the work of adhesion is calculated by the equation:
 ,
,
and the polar growth rate of adhesion – the equation:
 [4].
[4].
Knowing
the corresponding growth
rates, one can
calculate the adhesion work of any contact tel. Targeted
chemical
and
physical modification of polymeric fiber-forming materials can be made
to
reduce the dispersion and especially the polar component of surface
tension and
adhesion
[4].
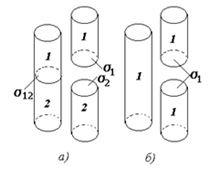
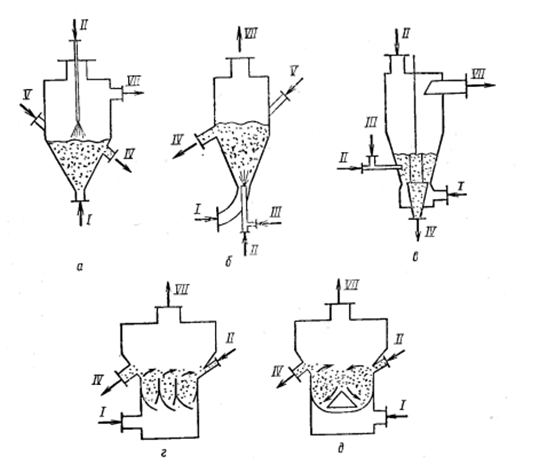
Granulators are classified according to
various criteria. On
mode of operation distinguishes devices continuous and intermittent,
conical
and jetting (Fig. 3). Fluidized
bed can be heated fluidizing gas, which is
used as heatagent (the most common method); overheating atomizing
solution;
conductive, through a heat exchanger in the bed.
By type of process aids are divided into
without
cycle and feed recycle; on design features – for single–
and
multiple-chamber. A solution can be sprayed over the layer, feeding
directly into the layer. The simplest device is a conformal cylindrical
or rectangular, but there is a large carryover from the bed, since the
rate of gas through the apparatus of the same height and liquefaction
of the major factions, for fine rate of ablation will be more wandering
speed. This disadvantage is eliminated in conical apparatus with
increasing height section of the apparatus, so that the gas velocity in
the upper layers is less than the rate in the lower layers, which
ensures a boil polydisperse material [3].
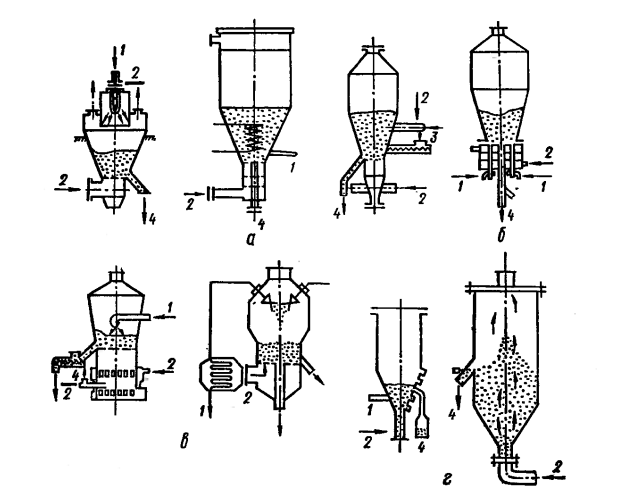
Figure 3 – Types
of facilities for
dewatering and granulation solutions in a
fluidized
bed:
a – conical apparatus fluidized
bed; b – fluidized
bed unit with the local fountain; в – cylindrical machines
fluidized bed; г – fluidized
bed apparatus with spouting layer;
1 – solution; 2 – heat-carrying
agent; 3– retur; 4 – the finished
product [3].
Atomization – a process of increasing the liquid surface, carried out by transferring it into the statically unstable state – a thin jet, filament, film, and then in a statically stable – drops. Statically stable condition is in which the surface free energy is minimal, which is known to drop corresponds to a spherical shape. At the spraying is necessary to spend a certain amount of energy that is consumed as the creation of new surface (overcoming the surface tension forces) and to overcome the viscosity and the transport to the newly formed drops of kinetic energy. The simplest method of mechanical dispersion is the jet in which a jet of high velocity flows from the holes of small size. At the same time on the surface of the jet appear wavy deformation, leading to disintegration of the jet into small drops and the formation of flame spray [3].
Technology "fluidized bed" is used not only for the granulation and drying of materials. Fluidized bed dryer used for drying various fine–grained materials. Dryers are built in the form of cylindrical or rectangular chamber, inside which one or more of step gratings is in a "fluidized" state of dried material. To maintain a uniform "boiling" of particles in a layer of drying agent (air or flue gases) is filed under grill evenly and with appropriate speed distributed throughout its area. Submission of wet material on the grating is at the top of the drying chamber, and the selection of dried material is carried out at the level of the material layer at the bottom of the chamber (Fig. 5) [3].
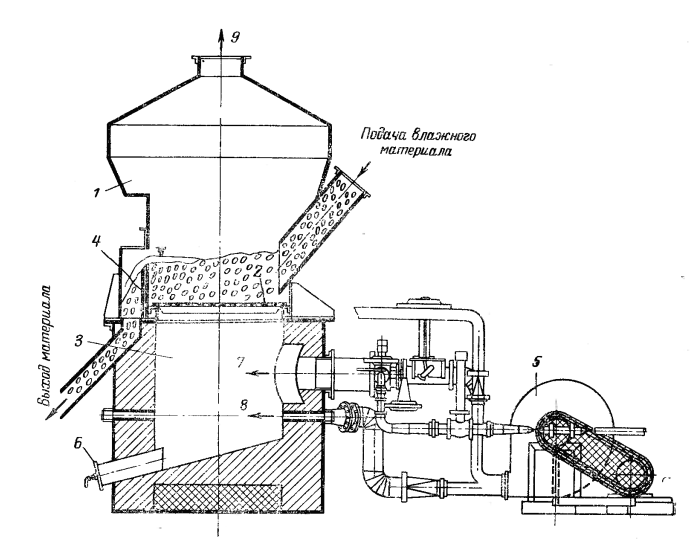
Figure
5 – Single-stage fluidized bed
dryer:
1 – working chamber;
2 – sublattice space;
3 – grill;
4 – electrical
fan; 5– cleanout; 6
– hydraulic threshold; 7–
inning combustion (drying agent);
8 – air
flow for
temperature control;
9 – exhaust gases by cyclone [3].