
Сухоручко Катерина Сергіївна
Факультет інженерної механіки та машинобудування
Кафедра Металорізальні верстати та інструменти
Спеціальність «Металорізальні верстати та системи»
Дослідження формування мікрорельєфу поверхневого шару виробів з кераміки при магнітно-абразивній обробці
Керівник: д.т.н., проф. зав. кафедри Гусєв Володимир Владиленович
Реферат з теми випускної роботи
Зміст
Вступ. Актуальність. Мета і задачі
2 Волоки (волочильні фільєри) з кераміки
4 Пристрій для експериментальних досліджень МАО
Вступ
Працездатність багатьох керамічних деталей і інструментів залежить від стану поверхневого шару, який значною мірою визначає їхні експлуатаційні властивості. Для виробів і інструментів, до яких пред'являються вимоги довговічності і надійності, важливі такі характеристики поверхні як: коефіцієнт тертя, тривалість обробки, зносостійкість, наявність дефектів у вигляді мікротріщин, внутрішня залишкова напруга, корозійна стійкість. Саме на ці параметри звертають особливу увагу на останніх стадіях виготовлення інструменту при формуванні мікрогеометрії робочих поверхонь деталей і ріжучого інструменту. Одним з таких інструментів є «волока». Вона призначена для волочіння дроту. До «волоки» висуваються високі вимоги по точності і параметрам мікрорельєфу робочих поверхонь (Ra=0,12 мкм). Забезпечення цієї вимоги у виробничих умовах виконується магнітно-абразивним поліруванням [1]. Метод магнітно-абразивної обробки (МАО) завдяки проведеним фундаментальним і прикладним дослідженням отримав широкий розвиток в різних галузях промисловості. Упроваджені магнітно-абразивні верстати для зачистки, доведення і полірування різних формою і матеріалом деталей. Разом з традиційними виробами з конструкційних, вуглецевих і легованих сталей освоюється магнітно-абразивна обробка важкооброблюваних і жароміцних матеріалів і сплавів, в тому числі титану, кераміки, зносостійких покриттів. Достатньо повно відпрацьовані склади феромагнітно-абразивних порошків і що змащувальний-охолоджують технологічних засобів.
Актуальність
У даній роботі пропонується вирішення поліпшення якості робочій поверхні виробів з кераміки методом магнито-абразивного полірування (МАП). Цей метод є найперспективнішим в області полірування. Метод МАП перевершує багато традиційних процесів полірування (хіміко-механічне, магнито-реологічне), очищення і зачистки поверхонь по технологічним можливостям, економічним і екологічним показникам.
Постановка задачі
Метою даної роботи є дослідження формування мікрорельєфу поверхневого шару виробів з кераміки при магнітно-абразивній обробці, а також дослідження впливу режимів різання на параметри шорсткості.
До змісту
1 Сутність МАО
Магнітно-абразивне полірування є одним з перспективних методів фінішної обробки інструментів. Сутність методу: магнітно-абразивний порошок розташовується між полюсами електромагнітів, створюючи ріжучий інструмент у вигляді своєрідної поліруючої щітки. При русі заготовки через робочу зону порошок надає тиск на деталь у кожній точці поверхні, що приводить до знімання металу і згладжування мікронерівностей [1]. У ролі зв'язки абразивних зерен використовується магнітне поле, що має пружні сили дії на окремі зерна. Причому ступінь пружності цієї зв'язки легко регулюється зміною напруженості магнітного поля, забезпечуючи різні етапи обробки (чорнове, чистове полірування). Тим самим МАП за рахунок зміни напруженості магнітного поля може по характеристикам наближатися до шліфування вільним або зв'язаним абразивом, дозволяючи використовувати переваги першого або другого в одному робочому циклі. У загальному випадку при магнітно-абразивній обробці (МАО) в якості інструмента використовується ферроабразивний порошок (ФАП). Більшість технологічних процесів МАО реалізується з використанням рідин (СОР),які суттєво підвищують ефективність обробки [2]. Встановлено, що дія магнітного поля на структуру і властивості металів, як правило, надає позитивний вплив на фізико-механічні властивості матеріалів.
До змісту
2 Волоки (волочильні фільєри) з кераміки
Розвиток техніки обумовлює застосування нових матеріалів в конструкціях виробах машинобудування, приладобудування, ядерної енергетики, ракетобудування, літакобудування, космічної техніки, до яких висувають підвищені вимоги по жаростійкості, зносостійкості, корозійній стійкості, стійкості до дії хімікатів. Такими матеріалами, що задовольняють перерахованим вимогам, є технічна кераміка (ТК) і твердий сплав (ТС). До таких виробів відноситься волока, виготовлені з кераміки. Дослідження формування мікрорельєфу поверхневого шару виробів при магнітно-абразивній обробці в даній роботі проводиться на прикладі деталі типу волоки, які є необхідним інструментом для виготовлення дроту холодного волочіння (рис.1).



Волоки для волочіння дроту можна оцінити за якістю дроту, виготовленого за допомогою конкретного волочильного інструменту. Ріжуча поверхня у волоки як така відсутня, всю роботу по деформацій дроту узяв на себе робочий конус [3]. Робочий конус повинен бути симетричним щодо осі волоки. Поверхня робочого конуса повинна бути гладкою, відполірованою до блиску. На поверхні робочого конуса не допускаються подряпини, раковини, подовжні і поперечні ризики, вибоїни і інші дефекти, що знижують стійкість волок. Це означає, що для досягнення максимальної економічної ефективності необхідне, головним чином, оптимальне збільшення терміну служби інструменту.
Стан поверхонь і приповерхневого шару деталей і ріжучих інструментів значною мірою визначає їх експлуатаційні властивості.
Критерии якості волочильного інструменту:
•материал волоки повинен бути зносостійким;
•коефіцієнт тертя низьким;
•тривалість приробки маленька;
•виконання геометрії (профілю волоки і поліровки її поверхні);
•кількість повторних обробок після виявлення первинного износа — мінімальним;
•наявність дефектів у вигляді мікротріщин, внутрішньої залишкової напруги, корозійної стійкості;
•високий термін служби волоки і надійності [4].
Матеріали, які використовуються для виготовлення волок: тверді сплави, натуральний алмаз, полікристалічний синтетичний алмаз і кераміка.
Волоки (волочильні фільєри) з кераміки широко використовуються завдяки своїм неповторним властивостям як висока зносостійкість, неймовірно гладка поверхня і практично відсутність негативної взаємодії, наприклад з дротом і кабелем.
Оксид цирконію (ZrO2) — сучасний технологічний матеріал, який зараз використовується в різних сферах і галузях промисловості. У цирконієвої кераміки твердість за шкалою Мооса 8,2 — 8,7 одиниць [5], це третій по твердості матеріал після алмазу і корунду (у сталі за цією шкалою максимальні 6,2 одиниць) а також низький коефіцієнт тертя і найнижча з усіх відомих керамічних матеріалів теплопровідність.
Так як протягується дріт з чорних металів, найбільш ефективними інструментами що використовуються в нашому випадку, будуть волоки, виготовлені з твердих сплавів і кераміки. Їх використання є економічно найбільш доцільним.
Тобто, необхідне пониження коефіцієнта тертя і позбавлення від появи внутрішньої залишкової напруги, а також дефектів, мікротріщин і раковин.
До змісту
3 Практична цінність
Одним з перспективних методів фінішної обробки інструментів, у результаті якого отримуємо низьку шорсткість і позбавлення від шкідливої залишкової напруги, є метод магнітно-абразивного полірування (MAП). Полірування в магнітному полі дозволяє отримати високоякісні, високоточні сферичні і плоскі поверхні оптичних виробів, зокрема поверхні тонких лінз і деталей мікрооптики.
У теперішній час в світі технологічний процес закінчується поліруванням волоки, внаслідок чого забезпечується необхідна мікрогеометрія поверхневого шару. Зарубіжними верстатами є ЕТС-1/Н, КРМ 3 CNC, КРМ 4/АС і HGM-22, кожен з яких є напівавтоматичною шліфувальною і полірувальною машиною для обробки за допомогою діамантових шліфувальних голок круглих фільєр з карбіду вольфраму [7]. Досягнення високоякісної геометрії оброблюваних фільєр за рекорд короткий час. Після наладки ця проста в експлуатації машина працює в основному в автоматичному режимі.
Однак застосування енергії магнітного поля у технологічних цілях є складним науковим і технічним завданням. Разом з використанням положень теоретичного і прикладного електромагнетизму, а також електротехніки було потрібно проведення комплексних досліджень для визначення найбільш оптимальних умов функціонування магнітного поля. Для більш поглибленого вивчення топографії магнітного поля, його динамічних, кінематичних і інших характеристик необхідне створення найбільш оптимальних параметрів пристроїв, що генерують магнітне поле.
До змісту
4 Пристрій для експериментальних досліджень МАО
При магнітно-абразивному поліруванні отворів важко розмістити полюси електромагнітних індукторів в отворі і створити там сильні магнітні поля. Малі градієнти магнітної індукції на межах отворів робочих зазорів, що утворюються усередині, є причиною зниженої продуктивності. Надана схема обробки є обертанням магнітно-абразивного порошка усередині отворів наведеним ззовні магнітним полем.
На кафедрі металоріжучих верстатів і інструментів ДонНТУ розроблений пристрій для експериментальних досліджень МАО внутрішніх поверхонь на базі токарно-револьверного верстата 1341, показане на рис. 2. Оброблюваний зразок є втулкою, виготовленою з технічної кераміки з внутрішнім отвором діаметром 30 мм. Втулки заздалегідь оброблялися за допомогою алмазного шліфувального круга 1А1 20x10х10 АС4 250/200-4-М2-01 і 1А1 10x10x6 АС4 100/80-4-В2-01 ГОСТ 16167-90, що допомагало забезпечити необхідну початкову шорсткість по параметру Ra 0,5 і 0,25мкм, а також необхідну геометричну точність отвору.
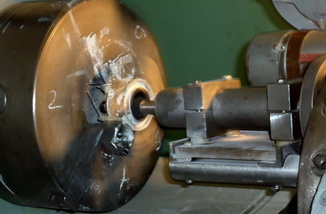
Станок працює таким чином. У затискний пристрій встановлюється волока. Робочий зазор заповнюють абразивним порошком типу ТiCFe 50 і вмикають магнітне поле. Потім приводиться в рух затискний обертальний пристрій зі встановленою туди волокою і вузол шпінделя, який здійснює осцилюючий рух.
Чотири магнітних неодимових кільця розташовані по відношенню один до одного протилежною полярністю при забезпеченні сумарною магнітною індукцією 0,8 Тл. Між магнітами встановлені сталеві кільця, які пропускають через себе магнітний потік, що створюється двома сусідніми магнітами. У якості магнітно-абразивний порошок використовували залізно-абразивний порошок з синтетичним алмазом у вигляді абразивних включень виробництва НТЦ ВІІ «Електрон» м. Донецьк. Розмір фракції порошку 180/100, розмір абразиву 7/5, вміст абразиву в зерні 40%. Магнітно-абразивний порошок утримується на робочій поверхні індуктора, створюючи своєрідну магнітну щітку. Обертання оправки здійснюється від регульованого двигуна постійного струму з частотою від 1000 до 2500 об/хв, забезпечуючи швидкість різання мікропорошком Vp. Окрім цього при МАП оправці передається постійний зворотно-поступальний рух відносно заготовки, яка обертається з частотою n і забезпечує швидкість заготовки.
Зараз відсутнє устаткування для МАП. На заводах процеси доведення і полірування відбуваються в ручному режимі за допомогою лещат і голки з порошком з синтетичних алмазів зернистістю АСМ 7/5; АСМ 10/7; ЛОМ 14/10 [8].
До змісту
5 Основні результати
На сьогоднішній день були проведені випробування на приведеній вище експериментальній установці
з полірування фільєр. Отримані дані показали, що після шліфування проведене полірування
дозволяє отримати за 1,5 — 2 хв
шорсткість Ra 0,12, яка нижче необхідної Ra 0,16.
Частота обертання заготoвки: 1) n= 60 об/хв; 2) n= 100 об/хв; 3) n=265 об/хв
До змісту
Висновки
Зараз мається значний теоретичний експериментальний і практичний матеріал, достатній для розуміння суті процесу і успішного впровадження методу МАО на підприємствах, що займаються механічною обробкою деталей машин. ©
Важливе зауваження
При написанні даного реферату магістерська робота ще не завершена. Остаточне завершення: грудень 2011 р. Повний текст роботи і матеріали по темі можуть бути отримані у автора або його керівника після вказаної дати.
До змісту
Література
-
Барон Ю. М. Магнитно-абразивная и магнитная обработка изделий и режущих инструментов.— Л.: Машиностроение. Ленингр. 1986. - 176 с;
-
Сакулевич Ф.Ю. и др. - Магнитно-абразивная обработка точных деталей. - Мн.: "Высш. школа", 1977. -288 с.
-
Скворчевский Н. Я-, Федорович Э. Н., Ящерицын П. И. Эффективность магнитно-абразивной обработки.— Мн.: Наука i техника, 1991.-215 с.
-
Курт Г. Эдер./ Ситуация с фильерами для волочения проволоки [электронный ресурс] . — Режим доступа: [PDF] http://www.kp-info.ru/images/File/2005_2_23-26.pdf
-
Минцветмет СССР. ГОСТ 9453-75. Волоки-заготовки из твердых спеченных сплавов для волочения проволоки и прутков круглого сечения [электронный ресурс] . — Режим доступа: [PDF] http://www.complexdoc.ru/scan/ГОСТ%209453-75
-
Гавриш А.П., Мельник Е.А. Влияние технологических режимов магнито – абразивной обработки на параметры шероховатости деталей ИЗ магнитомягких материалов [электронный ресурс] . — Режим доступа: http://www.nbuv.gov.ua/portal/natural/Rits/2008_74/articles%5C07.htm
-
Барон Ю. М. Магнитно-абразивная обработка. Сущность, классификация и кинематика процессов МАО [электронный ресурс] . — Режим доступа: http://www.twirpx.com/file/187210/
-
Корягин С.И. Пименов И.В. Худяков В.К. Способы обработки материалов [электронный ресурс] . — Режим доступа: http://www.log-in.ru/books/10935/
Плешанов В.С./ Керамические композиционные материалы с нанокристаллической структурой и регулируемой пористостью. [электронный ресурс] . — Режим доступа: [PDF] www.sbras.nsc.ru/dvlp/rus/pdf/387.pdf
-
Градиський Ю.О. Аналіз напруженого стану поверхневих шарів, отриманих електромагнітним наплавленням [электронный ресурс] . — Режим доступа: [PDF] http://www.nbuv.gov.ua/portal/Natural/Vikit/2008_38/p_141-145.pdf
By Dr. LaRoux K. Gillespie Using magnetic abrasive finishing for deburring produces parts that perform well and look great [электронный ресурс] . — Режим доступа: [PDF] http://www.ctemag.com/pdf/2008/0804-Magnetic.pdf
-
Masahiro Anzai, Takumi Yoshida, and Takeo Nakagawa. Magnetic abrasive automatic polishing of curved surface [электронный ресурс] . — Режим доступа: [PDF] http://www.riken.go.jp/lab-www/library/publication/review/pdf/No_12/12_015.pdf