
Сухоручко Екатерина Сергеевна
Факультет инженерной механики и машиностроения
Кафедра металлорежущих станков и систем
Специальность «Металлорежущие станки и системы»
Исследование формирования микрорельефа поверхностного слоя изделий из керамики при магнитно-абразивной обработке
Научный руководитель: д.т.н., проф. зав. кафедры Гусев Владимир Владиленович
Реферат по теме выпускной работы
Содержание
Введение. Актуальность. Цель и задачи
2 Волоки (волочильные фильеры) из керамики
4 Устройство для экспериментальных исследований МАО
Введение
Работоспособность многих керамических деталей и инструментов зависит от состояния поверхностного слоя, который в значительной мере определяет их эксплуатационные свойства. Для изделий и инструментов, к которым предъявляются требования долговечности и надежности, важны такие характеристики поверхности, как: коэффициент трения, длительность обработки, износостойкость, наличие дефектов в виде микротрещин, внутренние остаточные напряжения, коррозионная стойкость. Именно на эти параметры обращают особое внимание на последних стадиях изготовления инструмента при формировании микрогеометрии рабочих поверхностей деталей и режущего инструмента. Одним из таких инструментов является «волока». Она предназначена для волочения проволоки. К «волоке» предъявляются высокие требования по точности и параметрам микрорельефа рабочих поверхностей (Ra=0,12 мкм). Обеспечение этого требования в производственных условиях выполняется магнитно-абразивным полированием [1]. Метод магнитно-абразивной обработки (МАО) благодаря проведенным фундаментальным и прикладным исследованиям получил широкое развитие в различных отраслях промышленности. Внедрены магнитно-абразивные станки для зачистки, доводки и полирования различных по форме и материалам деталей. Наряду с традиционными изделиями из конструкционных, углеродистых и легированных сталей осваивается магнитно-абразивная обработка труднообрабатываемых и жаропрочных материалов и сплавов, в том числе титана, керамики, износостойких покрытий. Достаточно полно отработаны составы ферромагнитно-абразивных порошков и смазочно-охлаждающих технологических средств.
Актуальность
В данной работе предлагается решение улучшения качества рабочей поверхности изделий из керамики методом магнито-абразивного полирования (МАП). тот метод является самым перспективным в области полирования. Метод МАП превосходит многие традиционные процессы полирования (химико-механическое, магнито-реологическое), очистки и зачистки поверхностей по технологическим возможностям, экономическим и экологическим показателям.
Постановка задачи
Целью данной работы является исследование формирования микрорельефа поверхностного слоя изделий из керамики при магнитно-абразивной обработке, а также исследование влияния режимов резания на параметры шероховатости.
К содержанию
1 Сущность МАО
Магнитно-абразивное полирование является одним из перспективных методов финишной обработки инструментов. Сущность метода: магнитно-абразивный порошок располагается между полюсами электромагнитов, создавая режущий инструмент в виде своеобразной полирующей щетки. При движении заготовки через рабочую зону порошок оказывает давление на деталь в каждой точке поверхности, что приводит к съему металла и сглаживанию микронеровностей [1]. В роли связки абразивных зерен используется магнитное поле, обладающее упругими силами воздействия на единичные зерна. Причем степень упругости этой связки легко регулируется изменением напряженности магнитного поля, обеспечивая различные этапы обработки (черновое, чистовое полирование). Тем самым МАП за счет изменения напряженности магнитного поля может по характеристикам приближаться к шлифованию свободным или связанным абразивом, позволяя использовать преимущества первого или второго в одном рабочем цикле. В общем случае при магнитно-абразивной обработке (МАО) в качестве инструмента используется ферроабразивный порошок (ФАП). Большинство технологических процессов МАО реализуется с использованием смазочно-охлаждающих жидкостей (СОЖ), существенно повышающих эффективность обработки [2]. Установлено, что действие магнитного поля на структуру и свойства металлов, как правило, оказывает положительное влияние на физико-механические свойства материалов.
К содержанию
2 Волоки (волочильные фильеры) из керамики
Развитие техники обусловливает применение новых материалов в конструкциях изделий машиностроения, приборостроения, ядерной энергетики, ракетостроения, самолетостроения, космической техники, к которым предъявляются повышенные требования по жаростойкости, износостойкости, коррозийной стойкости, стойкости к воздействию химикатов. Такими материалами, удовлетворяющими перечисленным требованиям, является техническая керамика (ТК) и твердый сплав (ТС). К таким изделиям относится волока, изготовленные из керамики. Исследование формирования микрорельефа поверхностного слоя изделий при магнитно-абразивной обработке в данной работе проводится на примере детали типа волоки, которые являются необходимым инструментом для изготовления проволоки холодного волочения (рис.1).



Волоки для волочения проволоки можно оценить по качеству проволоки, изготовленной при помощи конкретного волочильного инструмента. Режущая поверхность в волоки как таковая отсутствует, всю работу по деформаций проволоки взял на себя рабочий конус [3]. Рабочий конус должен быть симметричным относительно оси волоки. Поверхность рабочего конуса должна быть гладкой, отполированной до блеска. На поверхности рабочего конуса не допускаются царапины, раковины, продольные и поперечные риски, выбоины и другие дефекты, снижающие стойкость волок. Это значит, что для достижения максимальной экономической эффективности необходимо, главным образом, оптимальное увеличение срока службы инструмента.
Состояние поверхностей и приповерхностного слоя деталей и режущих инструментов в значительной мере определяет их эксплуатационные свойства.
Критерии качества волочильного инструмента:
• материал волоки должен быть износостойким;
• коэффициент трения низким;
• длительность приработки маленькая;
• исполнение геометрии (профиля волоки и полировки ее поверхности);
• количество повторных обработок после выявления первоначального износа — минимальным;
• наличие дефектов в виде микротрещин, внутренние остаточные напряжения, коррозионная стойкость;
• высокий срок службы волоки и надежности [4].
Материалы, используемые для изготовления волок: твердые сплавы, натуральный алмаз, поликристаллический синтетический алмаз и керамика.
Волоки (волочильные фильеры) из керамики широко используются благодаря своим неповторимым свойствам как высочайшая износоустойчивость, невероятно гладкая поверхность и практически отсутствие негативного взаимодействия, например с проволокой и кабелем.
Оксид циркония (ZrO2) — современный технологичный материал, который сейчас используется в различных сферах и отраслях промышленности. У циркониевой керамики твердость по шкале Мооса 8,2 — 8,7 единиц [5], это третий по твердости материал после алмаза и корунда (у стали по этой шкале максимально 6,2 единиц), а также низкий коэффициент трения и самая низкая из всех известных керамических материалов теплопроводность.
Так как протягивается проволока из черных металлов, наиболее эффективными инструментами, использующимися в нашем случае, будут являться волоки, изготовленные из твердых сплавов и керамики. Их использование является экономически наиболее целесообразным.
Значит, необходимо понижение коэффициента трения и избавление от появления внутренних остаточных напряжений, а также дефектов, микротрещин и раковин.
К содержанию
3 Практическая ценность
Одним из перспективных методов финишной обработки инструментов, в результате которого получаем низкую шероховатость и избавление от вредных остаточных напряжений, является метод магнитно-абразивного полирования (MAП). Полирование в магнитном поле позволяет получить высококачественные, высокоточные сферические и плоские поверхности оптических изделий, в том числе поверхности тонких линз и деталей микрооптики.
В настоящее время в мире технологический процесс заканчивается полированием волоки, в результате чего обеспечивается требуемая микрогеометрия поверхностного слоя. Зарубежными станками являются ЕТС — 1/Н, КРМ 3 CNC, КРМ 4/АС и HGM — 22, каждый из которых представляет собой полуавтоматическую шлифовальную и полировальную машину для обработки посредством алмазных шлифовальных игл круглых фильер из карбида вольфрама [7]. Достижение высококачественной геометрии обрабатываемых фильер за рекордно короткое время. После наладки эта простая в эксплуатации машина работает в основном в автоматическом режиме.
Однако применение энергии магнитного поля в технологических целях является сложной научной и технической задачей. Наряду с использованием положений теоретического и прикладного электромагнетизма, а также электротехники потребовалось проведение комплексных исследований для определения наиболее оптимальных условий функционирования магнитного поля. Для более углубленного изучения топографии магнитного поля, его динамических, кинематических и других характеристик необходимо создание наиболее оптимальных параметров устройств, генерирующих магнитное поле.
К содержанию
4 Устройство для экспериментальных исследований МАО
При магнитно-абразивном полировании отверстий затруднены размещение полюсов электромагнитных индукторов в отверстии и создание там сильных магнитных полей. Малые градиенты магнитной индукции на границах образующихся внутри отверстий рабочих зазоров являются причиной пониженной производительности. Предоставленная схема обработки представляет собой вращение магнитно-абразивного порошка внутри отверстий наведенным извне магнитным полем.
На кафедре металлорежущих станков и инструментов ДонНТУ разработано устройство для экспериментальных исследований МАО внутренних поверхностей на базе токарно-револьверного станка 1341, показанное на рис. 2. Обрабатываемый образец представляет собой втулку, изготовленную из технической керамики, с внутренним отверстием диаметром 30 мм. Втулки предварительно обрабатывались с помощью алмазного шлифовального круга 1А1 20x10х10 АС4 250/200 - 4 - М2-01 и 1А1 10x10x6 АС4 100/80 - 4 - В2-01 ГОСТ 16167-90, что помогало обеспечить необходимую исходную шероховатость по параметру Ra 0.5 и 0,25мкм, а также требуемую геометрическую точность отверстия.
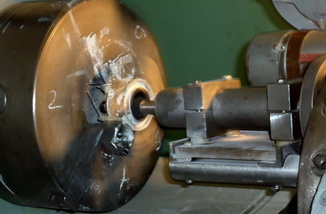
Станок работает следующим образом. В зажимное устройство устанавливается волока. Рабочий зазор заполняют абразивным порошком типа ТiCFe50 и включают магнитное поле. Затем приводится в движение вращающее зажимное устройство с установленной туда волокой и шпиндельный узел, который совершает осциллирующее движение.
Четыре магнитных неодимовых кольца расположены по отношению друг к другу противоположной полярностью при обеспечении суммарной магнитной индукцией 0,8 Тл. Между магнитами установлены стальные кольца, которые пропускают через себя магнитный поток, создаваемый двумя соседними магнитами. В качестве магнитно-абразивного порошка использовали железно-абразивный порошок с синтетическим алмазом в виде абразивных включений производства НТЦ ВИИ «Электрон» г. Донецк. Размер фракции порошка 180/100, размер абразива 7/5, содержание абразива в зерне 40%. Магнитно-абразивный порошок удерживается на рабочей поверхности индуктора, создавая своеобразную магнитную щетку. Вращение оправки осуществляется от регулируемого двигателя постоянного тока с частотой от 1000 до 2500 об/мин, обеспечивая скорость резания микропорошком Vp. Кроме этого при МАП оправке сообщается постоянное возвратно-поступательное движение относительно заготовки, которая вращается с частотой п и обеспечивает скорость заготовки.
В настоящее время отсутствует оборудование для МАП. На заводах процессы доводки и полирования происходят в ручном режиме с помощью тисков и иглы с порошком из синтетических алмазов зернистостью АСМ 7/5; АСМ 10/7; ЛОМ 14/10 [8].
К содержанию
5 Основные результаты
На сегодняшний день были проведены испытания на приведенной выше экспериментальной установке
по полированию фильер. Полученные данные показали, что после шлифования
проведенное полирование позволяет получить за 1,5 — 2 мин
шероховатость Ra 0,12, которая ниже требуемой Ra 0,16.
Частота вращения заготовки: 1) n= 60 об/мин; 2) n= 100 об/мин; 3) n=265 об/мин.
К содержанию
Заключение
В настоящее время имеется значительный теоретический, экспериментальный и практический материал, достаточный для понимания сущности процесса и успешного внедрения метода МАО на предприятиях, занимающихся механической обработкой деталей машин. Установлено, что основными факторами являются (в порядке убывания их значимости) величина магнитной индукции в рабочем зазоре; материалы магнитно-абразивного порошка и обрабатываемой детали; величина рабочего зазора; скорость относительных движений порошка и детали; наличие вспомогательного рабочего движения (движения осцилляции) ; состояние исходной поверхности (физико-механические свойства и микрогеометрические характеристики); наличие и вид СОЖ; величина зерен порошка. Можно сделать вывод, что процесс преимущественно носит характер абразивного резания и пластического деформирования, которые в значительной степени усиливаются электромеханическими явлениями. Метод МАП превосходит многие традиционные процессы полирования (химико-механическое, магнито-реологическое), очистки и зачистки поверхностей по технологическим возможностям, экономическим и экологическим показателям. ©
Важное замечание
При написании данного реферата магистерская работа еще не завершена. Окончательное завершение: декабрь 2011 г. Полный текст работы и материалы по теме могут быть получены у автора или его руководителя после указанной даты.
К содержанию
Литература
-
Барон Ю. М. Магнитно-абразивная и магнитная обработка изделий и режущих инструментов.— Л.: Машиностроение. Ленингр. 1986. - 176 с;
-
Сакулевич Ф.Ю. и др. - Магнитно-абразивная обработка точных деталей. - Мн.: "Высш. школа", 1977. -288 с.
-
Скворчевский Н. Я-, Федорович Э. Н., Ящерицын П. И. Эффективность магнитно-абразивной обработки.— Мн.: Наука i техника, 1991.-215 с.
-
Курт Г. Эдер./ Ситуация с фильерами для волочения проволоки [электронный ресурс] . — Режим доступа: [PDF] http://www.kp-info.ru/images/File/2005_2_23-26.pdf
-
Минцветмет СССР. ГОСТ 9453-75. Волоки-заготовки из твердых спеченных сплавов для волочения проволоки и прутков круглого сечения [электронный ресурс] . — Режим доступа: [PDF] http://www.complexdoc.ru/scan/ГОСТ%209453-75
-
Гавриш А.П., Мельник Е.А. Влияние технологических режимов магнито – абразивной обработки на параметры шероховатости деталей ИЗ магнитомягких материалов [электронный ресурс] . — Режим доступа: http://www.nbuv.gov.ua/portal/natural/Rits/2008_74/articles%5C07.htm
-
Барон Ю. М. Магнитно-абразивная обработка. Сущность, классификация и кинематика процессов МАО [электронный ресурс] . — Режим доступа: http://www.twirpx.com/file/187210/
-
Корягин С.И. Пименов И.В. Худяков В.К. Способы обработки материалов [электронный ресурс] . — Режим доступа: http://www.log-in.ru/books/10935/
Плешанов В.С./ Керамические композиционные материалы с нанокристаллической структурой и регулируемой пористостью. [электронный ресурс] . — Режим доступа: [PDF] www.sbras.nsc.ru/dvlp/rus/pdf/387.pdf
-
Градиський Ю.О. Аналіз напруженого стану поверхневих шарів, отриманих електромагнітним наплавленням [электронный ресурс] . — Режим доступа: [PDF] http://www.nbuv.gov.ua/portal/Natural/Vikit/2008_38/p_141-145.pdf
By Dr. LaRoux K. Gillespie Using magnetic abrasive finishing for deburring produces parts that perform well and look great [электронный ресурс] . — Режим доступа: [PDF] http://www.ctemag.com/pdf/2008/0804-Magnetic.pdf
-
Masahiro Anzai, Takumi Yoshida, and Takeo Nakagawa. Magnetic abrasive automatic polishing of curved surface [электронный ресурс] . — Режим доступа: [PDF] http://www.riken.go.jp/lab-www/library/publication/review/pdf/No_12/12_015.pdf