
В связи с введением в действие нового стандарта ГОСТ Р 51685 – 2000 «Рельсы железнодорожные» (общие технические условия), взамен ГОСТ 24182 – 80 (СТ СЭВ 4983 – 85) «Рельсы железнодорожные широкой колеи типов Р75, Р65 и Р50 из мартеновской стали» (технические условия), металлургические комбинаты Украины и Российской Федерации стали выпускать объемно-закаленные рельсы (твердость шейки которых достигает 388 HB по сравнению с 280 HB для нетермоупрочненных рельсов). Это привело к невозможности использования быстрорежущих инструментов для их сверления и к переходу на использование сборных сверл с механическим креплением сменных многогранных пластин (СМП) из твердого сплава. Первые результаты использования такого вида инструмента показали его низкую работоспособность, поиск путей повышения которой исходя из изложенного является актуальной задачей.
К содержанию
Повышение работоспособности сборных сверл с СМП при сверлении закаленной стали путем оптимизации геометрических параметров СМП и усовершенствования конструкции корпуса сверла по критерию минимизации составляющих силы резания, действующих на сверло.
К содержанию
1. Разработать модели составляющих силы резания при сверлении сборными сверлами с СМП, основанные на суммировании удельных сил, действующих на единицу длины режущей кромки пластины, позволившие выявить значительную неуравновешенность радиальной составляющей силы резания.
2. Установить неблагоприятное сочетание значений углов лезвия на центральной пластине вблизи оси сверла на основании проведенного анализа геометрии с помощью предложенной методики расчета статических и кинематических геометрических параметров лезвия сборного сверла с СМП.
К содержанию
Бакановым Александром Александровичем изложена методика определения статических геометрических параметров в произвольной точке лезвия инструмента и методика расчета сил резания, но не учитываются динамические характеристики сил резания.
К содержанию
Приведен анализ типовых конструкций сборных сверл с СМП (рис. 1) мировых фирм-изготовителей, который показал, что существует большое разнообразие конструкций, в то же время перед потребителем встает вопрос об эксплуатационных показателях той или иной конструкции, который слабо отражен в существующих каталогах на сборный инструмент. [1]
Рисунок 1. Общий вид сверла (Анимация: 7 кадров; 6 циклов повторения; объем: 115 КВ)
Как таковой анализ геометрических параметров сборных сверл с СМП в литературе отсутствует. Работы А.А. Виноградова, И.И. Семенченко, В.М. Матюшина, Г.Н. Сахарова, Н.Ф. Уткина, Ю.И. Кижняева, С.К. Плужникова, В.Ф. Боброва и других исследователей посвящены анализу геометрии режущей части спиральных перетачиваемых сверл, а ряд работ С.И. Петрушина, С.В. Грубого — анализу геометрических параметров резцов с СМП в зависимости от углов ориентации. [1]
Методика расчета составляющих силы резания при сверлении симметрично заточенным сверлом предложена А.А. Виноградовым. Она позволяет определять составляющие силы резания на основе геометрических параметров срезаемого слоя и физикомеханических свойств обрабатываемого материала [2]. Сложность использования данной методики для определения составляющих силы резания при сверлении сборными сверлами с СМП заключается в том, что необходимо знать физико-механические свойства обрабатываемого материала, усадку стружки (или угол наклона условной плоскости сдвига) и геометрические параметры в каждой точке режущей кромки сменной многогранной пластины.
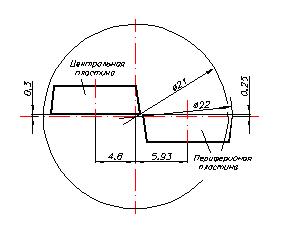
Рисунок 2. Расположение СМП в корпусе сверла
На основании используемых литературных источников были сделаны следующие выводы:
Наиболее существенное влияние на точность отверстий оказывает начальное смещение оси и функция копирования. Следовательно, для уменьшения разбивки отверстий и улучшения их геометрической формы начальное смещение оси следует назначать минимальным. Например, при зенкеровании или развертывании путем выставки оси обрабатываемого отверстия относительно оси инструмента.
При заданной величине начального смещения оси отверстия наибольшее влияние на точность отверстия оказывает функция копирования.
Результаты расчетов показали, что для случая высокой жесткости всех элементов системы СПИД, когда податливость элементов можно принять равной нулю, при обработке отверстий инструментом располагающимся беззазорно в кондукторной втулке, функция копирования определяется главным образом отношением конечного вылета стебля инструмента к начальному [3]. При этом исходные погрешности могут при обработке увеличиваться в несколько раз. Чем больше расстояние от заделки инструмента до торца детали, тем выше точность полученного отверстия как по размеру, так и по геометрической форме при заданной величине начального смещения.
Полученные выводы были проверены экспериментально для обработки отверстий концевыми инструментами. Влияние начального смещения оси инструмента на точность отверстий определяли для развертывания отверстий при постоянной величине отношения длины рабочей части инструмента к его диаметру, а для сверления отверстий — при различных отношениях длины и диаметра сверла.
Влияние начального смещения оси отверстия на точность обрабатываемых отверстий определяли при развертывании отверстий диаметром 10 мм длиною 40 мм в заготовках из серого чугуна марки СЧ 20 твердостью НВ 180 – 200. Обработку производили четырехзубой разверткой длиной 120 мм на вертикально-фрезерном станке 6М13П.
Предварительную обработку отверстий производили центровочным, а затем укороченным сверлом диаметром 9,5 мм. После сверления отверстие смещали относительно оси шпинделя на 0,10 – 0,85 мм путем перемещения стола станка. Точное направление развертки при большой величине начального смещения в начальный момент врезания гарантировалось специальной пологой фаской, которая выполнялась конусной зенковкой. Центровочное спиральное сверло и развертка закреплялись в одном патроне биение которого не превышало 0,01 мм. Для получения каждой из опытных точек обрабатывалось от 20 до 30 отверстий. Развернутые отверстия измеряли в трех сечениях: в начале, в середине и в конце обработанного отверстия.
Зависимость диаметров развернутых отверстий от начального смещения оси отверстия показана на рис. 2. Смещение менее 0,4 мм не оказывает существенного влияния на величину разбивки отверстий (рис. 3). Разбивка отверстий до диаметра 10, 01 мм может объясняться отклонением от симметричности заточки развертки и неоднородностью материала. Только при начальном смещении оси отверстия на 0,5 – 0,6 мм диметр, измеренный в начале отверстия, выходит за предел допуска квалитета Н7 (заштрихованный участок на графике), широко применяемого при обработке отверстий развертками. В середине отверстия диаметр выходит из поля допуска только при смещении оси отверстия на 0,7 мм, а в конце отверстия — при смещении более 0,9 мм [3]. По кривым на рис. 3, а можно судить о значительных отклонениях от цилиндричности при больших начальных смещениях оси отверстия. Для начального смещения оси на 0,85 мм максимальное отклонение формы отверстия от правильной геометрической составляет 0,04 мм, а при начальном смещении 0,06 мм оно уменьшается до 0,01 мм. В связи с этим при дальнейших опытах диаметр отверстия измеряли только в его начале.
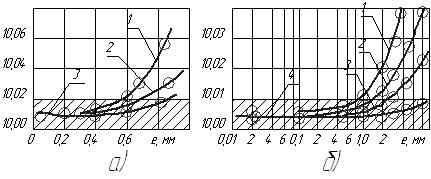
Рисунок 3. Статические геометрические параметры в точке А
Влияние начального смещения отверстия при различных отношениях длины и диаметра сверла устанавливали при обработке отверстий в заготовке из стали 45Х НВ 240 – 250 сверлами диаметром 10 мм с различной длиной рабочей части. Начальное смещение оси отверстий обеспечивали предварительным центрованием и последующим перемещением заготовки вместе со столом станка.
При начальном смещении оси отверстия менее 0,3 мм не представляется возможным установить, является ли смещение или отклонение от симметричности заточки режущих кромок причиной разбивки отверстий, которая составляла при этом 0,03 – 0,05 мм. Явное влияние начального смещения оси отверстия на его размер можно установить при больших значениях начального смещения оси. Отверстие, обработанное сверлом с длиной рабочей части 75 мм, выходит за пределы поля допуска квалитета Н11 (заштрихованный участок на графике) при смещении оси более 1 мм, а при обработке сверлом с длиной рабочей части 400 мм при смещении оси 8 мм получали отверстия, диаметр которых не превышал поля допуска.
Таким образом, начальное смещение оси отверстия при работе концевыми инструментами способствует разбивке отверстий. При одинаковом начальном смещении оси решающее влияние оказывает отношение длины сверла к диаметру. При малых начальных смещениях оси отверстия величина разбивки отверстия незначительна. В связи с этим возможно преобладание влияния избыточных (неуравновешенных) радиальных сил из-за отклонения от симметричности заточки инструмента. Влияние их будет рассмотрено ниже.
Таким образом, для повышения точности обработки отверстий при заданной величине начального смещения оси (например, при сверлении по предварительно зацентрованному отверстию, при зенкеровании и развертывании жестко закрепленным инструментом), когда величина смещения оси отверстия не зависит от конструкции инструмента, а определяется предыдущей операцией, рабочую длину инструмента следует выбирать возможно большей с учетом сохранения достаточной виброустойчивости и стойкости режущего инструмента. [3]
В том же случае, когда начальное смещение оси отверстия зависит от конструктивных параметров самого инструмента, например, при сверлении на автоматах без кондукторной втулки или при сверлении отверстий на станках различных типов через кондукторную втулку, подход к выбору длины инструмента должен быть совершено противоположным. Это объясняется тем, что точность отверстий характеризуется еще одной важной характеристикой — величиной увода оси отверстия. При зенкеровании и развертывании начальное смещение инструмента практически не оказывает влияния на величину увода оси отверстия. Это объясняется тем, что инструменты направляются своими ленточками по предварительно обработанному отверстию, копируя форму его оси. При сверлении же увод оси отверстия определяется наладкой операции и конструктивными особенностями самого инструмента.
Исходя из аналитического обзора литературы были сформулированы следующие задачи работы:
Решение указанных задач осуществлялось путем проведения теоретических и экспериментальных исследований, конструкторских разработок и внедрения их в производство.
По данной методике Рассчитаны статические геометрические параметры базовой конструкции сборного сверла с СМП, выпускаемого отечественными инструментальными заводами (рис.1). Анализ базовой конструкции сверла показал, что данному инструменту присущи высокие значения радиальной неуравновешенной силы резания из–за неточностей установки СМП. [4]
Рисунок 4. Общий вид станка 6С12Ц
В дальнейшем предполагаются экспериментальные исследования для более точного определения составляющих силы резания, действующих на сверло, которые включают в себя измерение технологических составляющих силы резания при сверлении закаленной стали инструментом с независимым изменением геометрических параметров.
В качестве обрабатываемого материала использовались заготовки из стали 40Х твердостью 39 HRС. Эксперимент будет проводится на вертикально фрезерном станке модели 6С12Ц (рис. 4). Для фиксирования эксперементальных данных будет использоваться быстродействующий самопишущий прибор Н338 – 1П (рис. 5).
К содержанию

Рисунок 5. Общий вид самопишущего прибора модели Н338 – 1П