
Physical and Metallurgical Faculty
Speciality: Metal Deformation Process
Purpose of master's work is: to develop a mathematical model of the rolling mill Steckel, development of new schemes in the rolling mills Steckel different structures; assessment of the feasibility of using the third oven coiler in the Steckel mill.
Sheet reversing mills with oven coilers located at the front and back of the rolling stand, named for their creator, the Steckel mill. The presence of the oven coilers in one – stand reversing mill for rolling thin and long strips allowed us to solve two main tasks: to keep the rolling temperature in the desired relatively narrow range and to notinclude the reeling field ( roller ) length.
In total there are 3 generations of Steckel mill. The first generation of mills has locally a number of disadvantages, such as coolness all bands, increased waste metal polythickness longitudinal strips and the poor quality of the surface, in consequence of that in the 60s, these mills have ceased to build.
The second generation appeared in 1984, scientific - technical progress renewed interest in these mills, was eliminated most of the shortcomings, but the problem has not found its solution - is coolness all stripes, alternately staying outside the oven coilers. But this problem was solved at the rolling mill of the third generation.
Steckel mill third-generation appeared in the early 2000's. This is a mill with a broad range of sheet products, both in size and in the vintage composition of steel. Mills, compact, fairly high (up to 1,5 million tons / year) and cheap compared with plates mill and wide-strip hot rolling mill. Steckel mill third-generation efficiently solved the problem of production of thin and thick sheets at one rollin mill.
Steckel mill third-generation building, both independently and as part of casting and rolling unit.
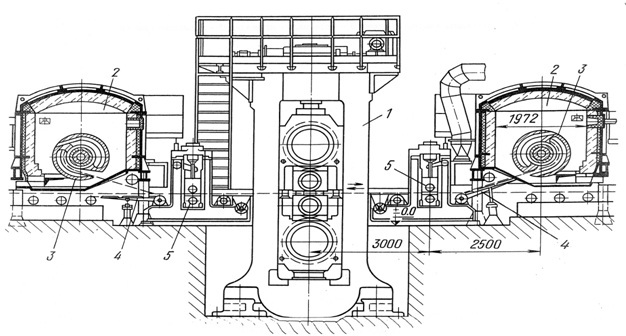
At NKMZ created a project Steckel mill a new type, with two rolling stands continuously distributed (Figure 2).
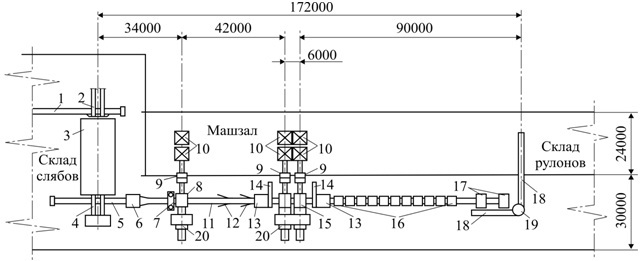
1 - the transfer roller, 2 - pusher slab, 3 - heating element, 4 - dispenser slabs, 5 - the transfer (transport), roller unit, 6 – water – skinning of scale, 7 - vertical rolls, 8 – rolling stand, 9 - grand mufti, 10 - electric, 11 - roller, 12 - ruler guides, 13 - oven coiler, 14 - scissors, 15 – 2 rolling stands, 16 - lead-roller with the installation of accelerated cooling, 17 - coiler, 18 - transporter, 19 - Swivel device, 20 - arrangements for changing rolls
While implementation of such mills in the industry do not. Therefore, the actual development of methods for calculating the rolling mode for such mill, which became one of the sections of master's work.
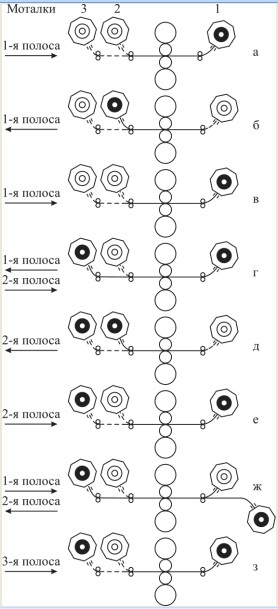
In the prospectuses of foreign companies found the proposal to install a line of essential equipment Steckel mill third oven coiler. The scheme proposed by the specialists of rolling VAI is shown in Figure 3. Information about the introduction of such mills were not found.
In keeping with the theme of master's work investigated the possible schemes of rolling strips in 2-rolling stands Steckel mill with three oven coilers. The analysis was designed scheme rolling, whereby it can be concluded that the presence of 2-rolling stands continuous group in Steckel mill, the installation of an additional oven coiler feasible. The scheme thus developed for three passes (Figure 4).
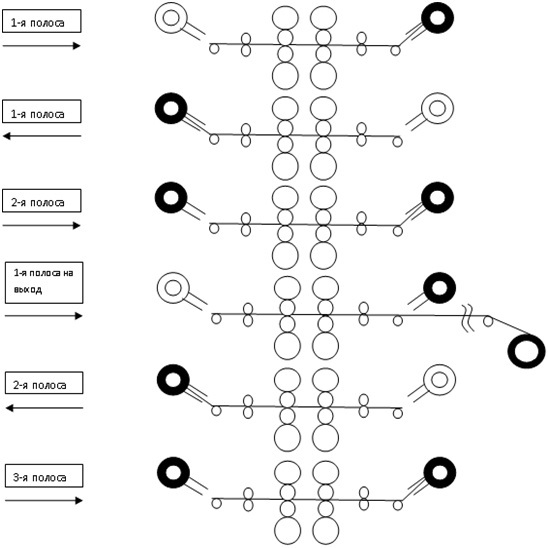
In order to eliminate material weaknesses in the scheme of rolling on the Steckel mill with three oven coilers proposed by foreign experts, we developed a different scheme (Figure 5), the advantage is that aging in the oven coilers made twice for each band, and the last time - before finishing pass, which guarantees to ensure the temperature of the end of rolling in a specified range, and hence provide the required structure of the metal. In addition, while the one holding the strip in the oven coiler corresponds to the time during which the adjacent band makes two passes. The intervals between the rolled strips are minimal, which increases the productivity of the mill.

In accordance with the developed mathematical model of the rolling process in the Steckel mill, to develop a parameters for rolling strips of thickness 1.2 mm and 6 mm of rolled up 40 mm and 60 mm, width 1300 mm, steel 45. As an example, shows the mode of rolling strips of 1.2 * 1300mm rolled from a thickness of 60mm (Figure 6)

In order to be able to select the initial temperature and thickness of the rolled mathematically modeled the process of rolling Steckel mill. The influence of the modes of deformation on the temperature conditions of rolling. The effect of temperature and strain parameters in the rolling force, in particular the effect of temperature on the strength of rolled rolling in the first pass.
So, using the mathematical model developed revealed quantitative relationships to assess the influence of temperature and thickness of rolled, the rolling speed and mode of compression on the temperature and rolling force. The results of the simulation of hot strip thickness of 1,2 mm and 6 mm in the Steckel mill with three oven coilers can find a rational mode of rolling, ensuring receipt of high-quality bands.
Conclusions:
1. The basis of the developed mathematical model for calculating the energy-power, temperature and speed parameters were laid techniques that are most often used in practice.
2. At this stage, the mathematical model allows us to make calculations for the middle part of the strip.
3. The mathematical model allows us to develop a rolling parameters that meet the requirements for temperature end of rolling, it is necessary to obtain a quality product.
4. The calculations were made using the mathematical model showed that the rolling force does not exceed the allowable loads on the engine.
5. The investigations led to the conclusion of inappropriate use of the third oven coiler in the Steckel mill in the presence of 2-rolling stands continuous group, as we have proposed a scheme which allows the band to produce similar quality without sacrificing performance of the camp with two oven coilers.
6. A new scheme of rolling strips of Steckel mill with three oven coilers and a roll stand. The advantage of the developed scheme is that aging in the oven coiler made twice for each band, and the last time - before finishing pass, which guarantees to ensure the temperature of the end of rolling in a specified range, and hence provide the required structure of the metal. In addition, while the one holding the strip in the oven coiler corresponds to the time during which the adjacent band makes two passes. The intervals between the rolled strips are minimal, which increases the productivity of the mill.