




|

|
Факультет:Кафедра:Специальность:Научный руководитель:Тема дипломной работы: |
Физико-металлургический (ФМФ)Физическое материаловедение (ФМ)Прикладное материаловедение (ПМ)профессор кафедры ФМ, доктор технических наук Горбатенко Владимир ПетровичИсследование структуры и свойств биметаллов сталь-латунь полученных методом центробежной заливки |
||||||||||||||||||||||||||||||||
РЕФЕРАТ НА ТЕМУ ВЫПУСКНОЙ РАБОТЫ:Высокая экономичность и долговечность создаваемых машин может быть достигнута благодаря применению биметаллов. Биметаллы экономят дорогостоящие цветные металлы и легированные стали. В одном монолитном биметаллическом изделии сочетаются весьма важные различные свойства, например высокая механическая прочность и коррозионная стойкость, высокая прочность и антифрикционные свойства и др. Таким образом, создаваемые биметаллические материалы обладают комплексом различных свойств, сочетание которых невозможно получить в каком-нибудь другом сплаве. Номенклатура деталей, которые могут выполняться из биметаллических композиций, достаточно широка. Можно, в частности, выделить группу деталей типа тел вращения с внутренней рабочей поверхностью. Одним из наиболее прогрессивных технологических процессов для получения биметаллических деталей, имеющих форму тел вращения, является центробежный способ с электродуговым нагревом (рис. 1). 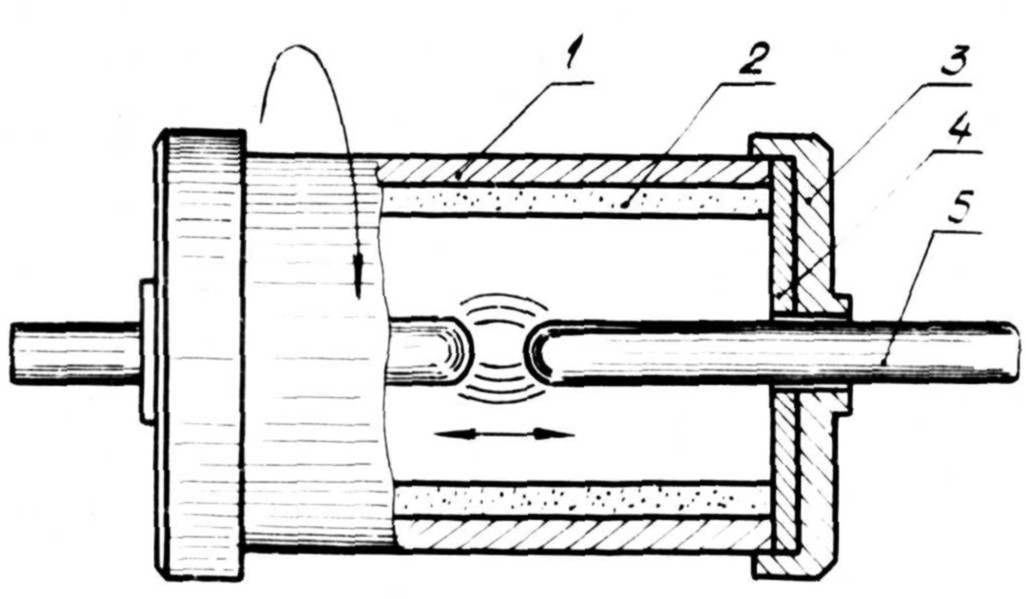
1 – заготовка; 2 – шихта; 3 – центрирующий фланец; 4 – графитовая уплотнительная вставка-экран; 5 – графитовые электроды Рисунок 1. – Схема зашихтованной заготовки, подготовленной к заливке Сущность данного способа заключается в следующем: внутрь стальной заготовки загружают шихту (смесь частиц металла с флюсом), заготовку с торцов закрывают фланцами с графитовыми или асбестовыми вставками. Заготовка устанавливается на станке и приводится во вращение. Через центральные торцевые отверстия внутрь заготовки вводят графитовые электроды, между которыми возбуждается электрическая дуга, используемая в качестве источника тепла для плавления шихты и нагрева заготовки. Расплавленный металл шихты под действием центробежных сил равномерно распределяется по внутренней поверхности стальной заготовки. Затем подача электроэнергии на электроды прекращается до полного затвердевания залитого слоя. Слой плакирующего металла при этом получается плотным, без пор, раковин и других дефектов. Данный метод также имеет ряд других преимуществ: на чугунную или стальную основу можно заливать более тугоплавкие сплавы, так как нагрев происходит независимой электрической дугой изнутри и температурный перепад идет от внутренней поверхности заливаемой гильзы к наружной. Плавление шихты (сплава) происходит непосредственно на заливаемой поверхности. Одновременно плавлением шихты сопровождается подогрев заливаемой заготовки. В условиях горения электрической дуги между графитовыми электродами в замкнутом пространстве с весьма ограниченным доступом воздуха в зоне биметаллизации образуется восстановительная атмосфера. Одновременно с плавлением возможно удаление окисных пленок с помощью добавляемых в шихту оксидорастворяющих флюсов. Материалом для исследования служит биметаллическая втулка. Состав материала приведен в таблице 1. Таблица 1. – Химический состав материала.
Одним из основных требований, предъявляемым к биметаллам, является прочная связь металлов или сплавов, составляющих биметалл. При помощи измерения микротвердости удалось установить, что твердость как стальной так и латунной части образца возрастает в направлении свободной поверхности, а минимальная твердость наблюдается вблизи границы. Так, у границы раздела слоев твердость латуни составляла 1160 - 1200 Н/мм2, в середине слоя 1230 - 1270 Н/мм2, у свободной поверхности 1410 - 1450 Н/мм2. Это может быть связано с вытеснением цинка в направлении свободной поверхности, с увеличением концентрации цинка повышается прочность. Такая же картина наблюдается и в стальной части образца. Приграничный слой стали имеет твердость 1480 - 1550 Н/мм2, в середине слоя 2160 - 2240 Н/мм2, у свободной поверхности 2530 - 2610 Н/мм2 . Разупрочнение в стальной части образца может быть обусловлено нагревом в процессе заливки латунного слоя. Технологический процесс получения биметаллов методом центробежной заливки обеспечивает весьма прочную связь стальной основы с латунью. Плавление шихты производится непосредственно на заливаемой стальной поверхности, которая в ходе процесса разогревается до аустенитного состояния. При этом создаются хорошие условия для диффузии элементов расплава в разогретую стальную основу. СПИСОК ЛИТЕРАТУРЫ:
ДонНТУ > Портал магистров ДонНТУ > Библиотека | Ссылки |
|||||||||||||||||||||||||||||||||||