Semenova Irina Sergeevna

Theme of master's work:Development of a mathematical model of the distribution of compresses in the vertical rolls roughing stand SHSGP
Scientific leader: professor of department OMD Rudenko Evgeny Alekseevich
Development of mathematical model of distribution of wringing out on vertical rolls of draft group of cages of SHSGP
A purpose hired consists in determination of rational law of distribution of wringing out in vertical rolls.
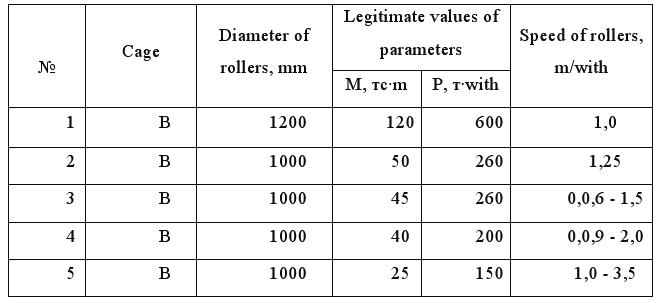
As an example calculation of the modes of wringing out in vertical rolls a figure was chosen 2000 Cherepovets Steel Mill. This figure is taken because he is unique, he includes the output continuous sub-group of cages. Such figure was done in order that to decrease the sizes of figure. Similarly this figure allows to get more high-rate of подката. Rolling on this figure is carried out on a chart In - the Vertical felling is located in the distance 2,7 - 3м.
Continuous широкополосный figure 2000 ЧерМК belongs to the number the high-performance asms of 3th generation. Intended for a production from slab a 240-270×900-1850×4,5-10,5 mm of steel hot-rolled strips in a 1,2 - 12 mm thick, breadthways a 900 - 1850 mm, winded in rolls by mass to 36 т with speed a to 21 m/with from general and high-quality carbon, and also alloyed, construction and electrical engineering steel. The draft group of figure consists of vertical descaler, to the horizontal cage with felling by a diameter a 1400 mm and four universal cages with the vertical felling by a diameter a 1000 mm and horizontal a diameter 1180 мм. High speed in the last draft cage arrives at a 5 m/p.
Description of draft group of cages
As a result of slabbing in the draft group of cages get rolls in 30 - 45 мм. thick Temperature of their surface on an exit from a fifth cage is 1050 - 1150°С. Length of draft group at five horizontal cages is equal a 92,5 m
In the first vertical cage the lateral wringing out of сляба is produced with the purpose of destruction of primary (stove) dross the layer of which on the surface of metal arrives at a 1,5 - 3 mm, stabilizing of width of сляба is provided on his length. Deep deformation of edges of сляба eliminates their spalling at the further rolling, that it is especially important at rolling of stripes from lowalloyed and alloyed steel. Except it the vertical felling can provide diminishing of width of roll on 100 мм.
Speed of rolling in the first vertical cage of a 1 m/with, and the lateral wringing out of сляба of maximal thickness (250 mm) is assumed to 80 мм. of Felling of vertical cage - cylindrical with a smooth barrel. They can have a shallow notch for the improvement of terms of capture.
The broken up dross is hammered together by water, given under constraint to 15 МН/of m², which is given through collectors and nozzles, set after a vertical cage, from the general system of dross.
Speed of exit from the last draft cage is regulated by the engines of direct-current a 2 -5 m/with depending on the thickness of rolled and brand became, that allowed to regulate the temperature of rolled.
The possible wringing out in ВВ can be certain on next limitations: possible corner of capture [In(], possible force and moment of rolling [of Bр],[In a m], losses of stability of roll from knocking down at rolling in smooth ВВ [Bсв], or from the cross-bending [of Bпи].
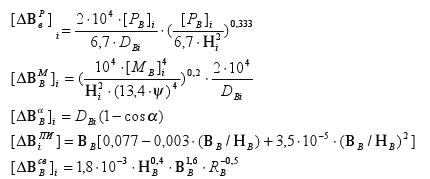
In final analysis, the possible wringing out in ВВ is chosen as minimum, certain on all limitations. Then we expect balance of width :
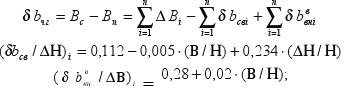
Then common change of width in all cages:
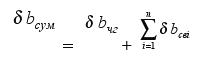
Diminishing of width in one draft universal cage in investigation of wringing out in ВВ:

Task of distribution of wringing out in VR comfortably to take to the task distributions of changes of width of roll on draft cages.
We will accept the relation of diminishing of width in every cage to total diminishing of width in a draft group as the set law of change of width on cages because of wringing out in corresponding VR.
Getting these values and putting them in a formula we will define wringing out of VR of draft cages :

The analysis of literary sources is executed on the modes of wringing out. Certainly, that the rational method of distribution of wringing out is to such at which the relative diminishing of width is identical to maximally possible on draft cages.
CONCLUSIONS:
Chose a method at which attitude of diminishing of width toward legitimate values in all cages - permanent.
The example of calculation of wringing out is executed on ВВ for the terms of draft groups of cages of SHSGP 2000 Cherepovets Steel Mill.
The chosen method of distribution of wringing out on VR can be applied or used in the algorithm of APCS draft group.