
Реферат по теме выпускной работы
Содержание
- 1.Современное состояние развития процессов непрерывного литья заготовок
- 2. Методика расчета енергосиловых параметров тпм
- 3. Методика расчета основных параметров тпм
- 4. Программный комплекс Abaqus
- 5. Моделирповнаие в программе Abaqus
- 6. Основные проблемы и недостатки
- Выводы
- Литература
1. Современное состояние развития процессов непрерывного литья заготовок
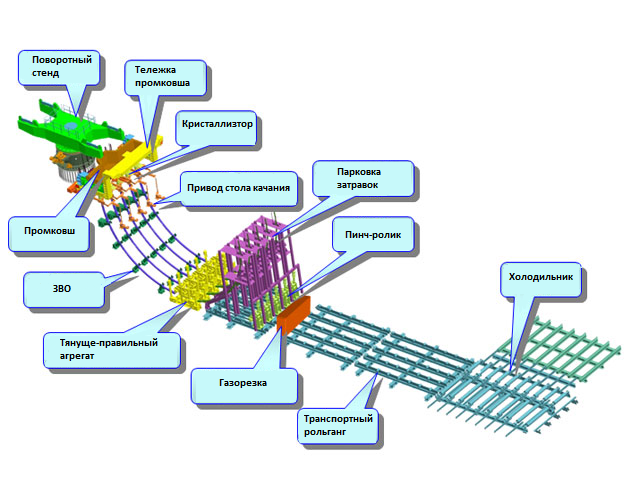
Основной узел МНЛЗ - Тянуще - правильный механизм нужен для направления приманки в кристаллизатор при вводе, обеспечения непрерывного извлечения, правки, что выходит из зоны вторичного охлаждения загот ки, управления резкой заготовки на заданные длины.Основной характеристикой этого механизма является правка заготовки. Скорость вытягивания заготовки регулируется с помощью изменения частоты вращения электродвигателей в диапазоне 0-3 м / мин., А введение затравки - со скоростью 4,5 м / мин. Основными недостатками такой конструкции тянущее - правильной машины являются: большое число гидроцилиндров, требующих большого количество шлангов высокого давления; недостаточная унификация узлов проводки; большое перегрузки роликов при выходе слитка с заниженной температурой.
2. Методика расчета енергосиловых параметров тпм
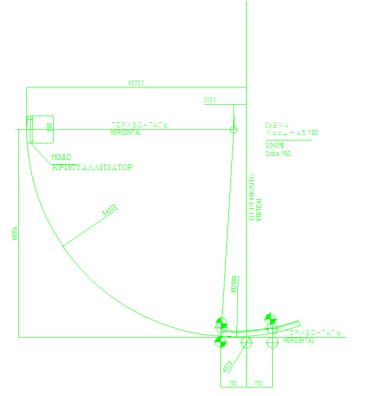
Схема Расположения валков клети и изгибающего ролика показаны на рисунке.
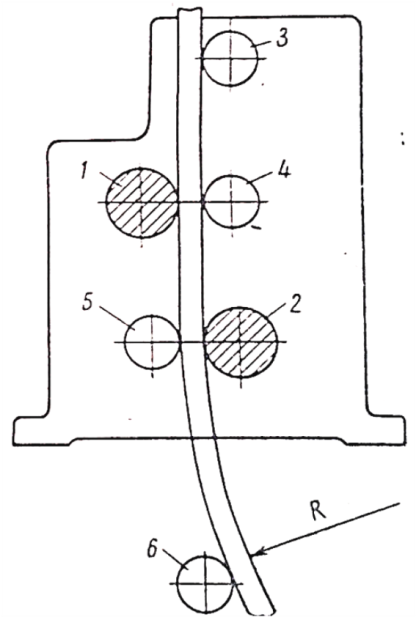
Валки 1 и 2 являются приводными, а валки 3, 4 и 5 - холостыми. Ниже клети расположен изгибающий ролик 6.

3. Методика расчета основных параметров тпм

4. Программный комплекс Abaqus
Если вам требуется детальный анализ поведения сложной конструкции или в моделировании технологических процессов, то в этом случае Ваш лучший выбор - программный комплекс Abaqus.
Почему Abaqus?
- Abaqus - это действительно программа общего назначения. Она предоставляет широкие возможности как линейного, так и нелинейного анализу
- Abaqus имеет большую всемирную базу клиентов.
- Несколько типов анализа могут быть включены в один расчет.
- Компания Abaqus, Inc удовлетворяет требованиям ISO 9001 и ANSI / ASME NQA-1 по обеспечению качества
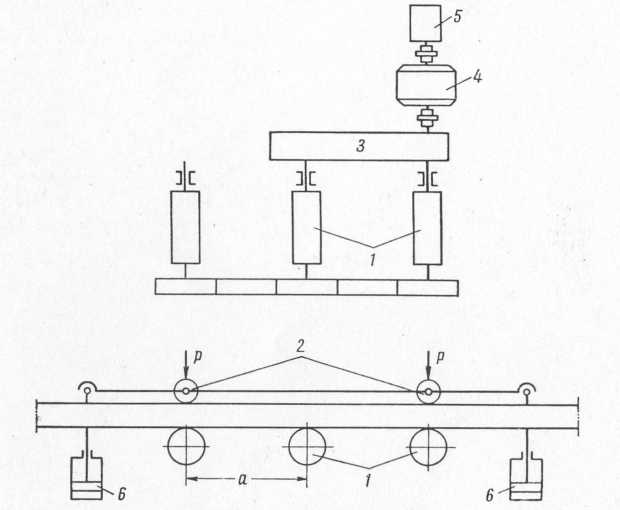
Чертеж части радиальной МНЛЗ с которой взяты параметры для моделирования:
5. Моделирование в программе Abaqus
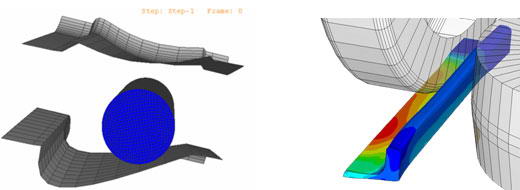
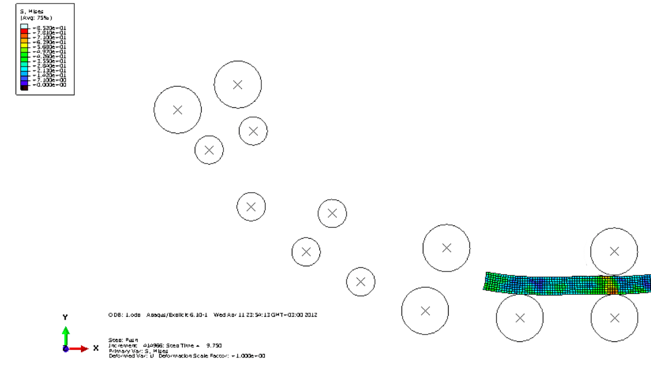
В процессе освоения программного комплекса ABAQUS мной была смоделирована процесс изгиба слитка в зоне вторичного охлаждения в общем виде На приведенном ниже рисунке сфотографирован рабочее окно программы.
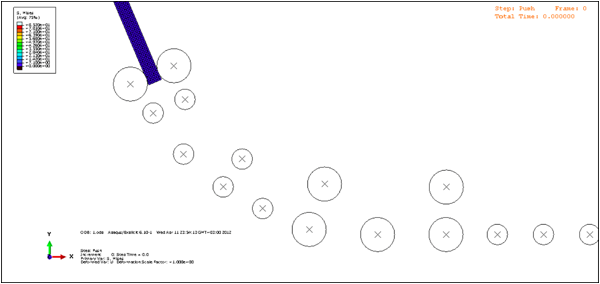
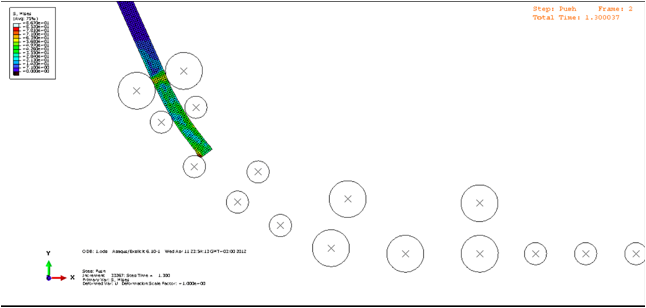
Благодаря Abaqus можно наглядно продемонстрировать, какие и где именно силы действуют на заготовку, как распределяются нагрузки по всему сечению.Хорошо продуманная анимация позволяет проследить, как ведут себя металл и деформируемые инструменты, их траекторию и деформацию.
6. Основные проблемы и недостатки
В процессе освоения программного комплекса оказались и некоторые проблемы, в основном из-за достаточно большое время, необходимое для полного освоения программы (он составляет 1,5 -2 года).К основным недостаткам программы можно отнести отсутствие русско-и украиноязычного интерфейса, что значительно усложняет и без того очень нелегкий процесс моделирования.
Еще одним крупным недостатком, в котором, впрочем, нельзя обвинить создателей, является отсутствие учебных пособий на русском языке для освоения этой программы, кроме нескольких кратких методических указаний.
Еще недостатком является то что при моделировании сортовой заготовки мы не можем смоделировать устройство затравки, чтобы процесс шел слажено и без некоторых дефектов, например таких как: удар боковой грани в первом валок по ходу МНЛЗ, удар показан на рисунке выше.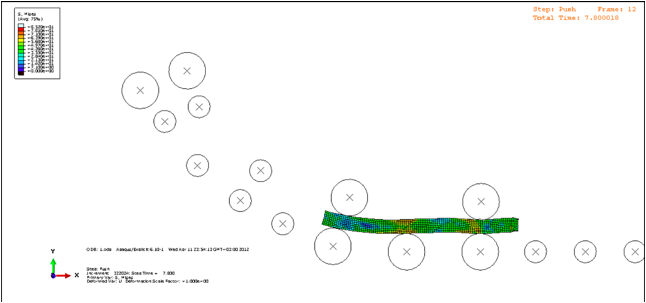
Еще недостатком является то, что мы не можем смоделировать печь - ковш, который выпускает жидкий металл через кристаллизатор, который мы тоже не можем смоделировать, таким образом у нас вместо кристаллизатора смоделированы два подающих ролика.
Выводы
- В результате проведения анализа состояния развития процессов непрерывного литья заготовок были определены современные тенденции в производстве непрерывно литой сортовой заготовки, проанализированы конструкции и состав оборудования современных сортовых МНЛЗ.Было установлено, что одним из наибольших преимуществ непрерывной разливки является широкая возможность управления и автоматизации процесса.
- Анализ конструкции и расчет основных параметров сортовой МНЛЗ и ролико-правильных машин МНЛЗ позволяет сделать вывод, что необходимо доскональное изучение деформации металла в этих участках, ведь для непрерывно литого слитка характерно одновременное существование условий кристаллизации и деформирования, что определяет возможность образования дефектов, которые имеют разную природу. Поэтому необходимо максимально контролировать процессы, происходящие в этих участках.
- Получение продукции высокого качества зависит от технологии производства и правильной работы оборудования. Современные компьютерные технологии позволяют моделировать реальные процессы, происходящие на производстве, соответственно это позволяет их детально изучать и совершенствовать. Моделирование и анализ в некоторых областях промышленности позволяет избежать дорогостоящих и длительных циклов разработки типа «проектирование - изготовление - испытание».Все это позволяет сделать вывод, что без внедрения новейших технологий в наше время невозможно эффективно развивать и совершенствовать выпускаемую продукцию, быть конкурентоспособным предприятием как на внутреннем, так и на внешнем рынках
Литература
- Комратов Ю. С. Совершенствование производства проката в условиях НТМК. / Комратов Ю. С, Лехов О. С Екатеринбург: Изд-во "Банк культурной ин-формации". 2002. 384 с.
- Комратов Ю. С. Литейно-прокатный комплекс для производства широкополочных балок. Теория и расчет. / Комратов Ю. С. Екатеринбург: Наука, 2005. 206 с.
- Сивак Б. А. Литейно-прокатные агрегаты / Сивак Б. А., Майоров А. И // Тяжелое машиностроение. 1997. № 5. С. 6—9.
- Сивак Б. А Литейно-прокатные агрегаты для металлургических мини-заводов. Ч. 2. Сортовые литейно-прокатные агрегаты / Сивак Б. А, Рогов И. С.// Черная металлургия. Б юл. ин-та "Черметинформация". 2001. № 3. С. 7-5
- Вердеревский В. А Литейно-прокатный агрегат для производства катанки / Вердеревский В. А, Степанов В. П., Никитин Г. С, Храпченков О. К. // Сталь. 1995. № 2. С. 37-41.
- Никитин Г. С. Ресурсосберегающая технология производства катанки и массовых изделий из высоколегированных сталей / Никитин Г. С. // Произ-водство проката. 1999. № 3. С. 22—25.
- Целиков А И. Современное развитие прокатных станов. / Целиков А И., Зюзин В. И. М.: Металлургия, 1972. 399 с.
- Молочников Н. В. Совмещение непрерывной разливки стали и прокатки трубных заготовок / Молочников Н. В., Целиков А А, Ротенберг А М. и др. // Сталь. 1970. № 5. С 408-412.
- Ганкин В. Б. Совмещение непрерывной разливки стали с прокаткой / Ганкин В. Б., Гуревич Б. Е., Целиков А А, Ротенберг А М. // Черная метал¬лургия. Бюл. ин-та "Черметинформация". 1970. № 11. С. 13—22.
- Альзетта Ф."Мини-завод" Luna для литья и бесконечной прокатки сорта из специальных сталей / Альзетта Ф. Андреатта Д., Тонидаидел М., Рузза В.-Д. // МРТ. 2001. С. 60-72.