
Реферат по теме выпускной работы
Содержание
- Введение
- 1. Цель работы
- 2. Обзор исследований и разработок
- 3. Исследование температурных условий прокатки металла в промежуточных клетях
- 3.1 Анализ температурных режимов прокатки
- 3.2 Разработка математической модели расчета температурного состояния металла в среде ANSYS
- Выводы
- Список источников
Введение
Анализ мировых тенденций производства проката из конструкционных марок стали, разливаемых непрерывным способом, показал, что для получения качественного конечного проката необходимо выполнение целого ряда требований к качеству заготовки и жесткой регламентации температурно- деформационных параметров прокатки.
Несколько лет прошло с тех пор, как на прокатном стане для производства специальных сталей завода ABS (Acciaierie Bertoli Safau) в Италии состоялись первые промышленные испытания, и были определены оптимальные параметры процесса низкотемпературной прокатки специальных сталей, выпускаемых в прутках и бунтах. Начали действовать многочисленные аналогичные агрегаты, что позволило оптимизировать процесс низкотемпературной прокатки в соответствии с требованиями и спецификациями заказчиков.
Выполненный анализ современных непрерывных станов для прокатки специальных сталей показал, что для производства высококачественного проката необходим низкотемпературный режим прокатки.
В данной работе рассмотрены возможные варианты осуществления низкотемпературного процесса прокатки непрерывнолитой заготовки из конструкционных марок стали в условиях сортового непрерывного стана 390 ЗАО «ММЗ» и приведены первичные расчеты, связанные с температурными условиями прокатки и были осуществлены на основе математической модели.
Работа является особенно актуальной в условиях действующего стана.
1. Цель работы
Целью работы является разработка оптимальных решений температурно-деформационных параметров процесса, которые обеспечивают производство проката из рессорно-пружинных марок стали.
2. Обзор исследований и разработок
На сортопрокатном стане завода Hangzhou Zijin (рис.1) [2] для контроля температуры конца прокатки после промежуточной группы клетей установлены две секции водяного охлаждения. После которых расположены три предварительно напряженные клети (PSG stands) типа CGA 180/100, которые представляют собой редукционные калибровочные клети последнего поколения, установленные для получения геометрических размеров высокой точности.
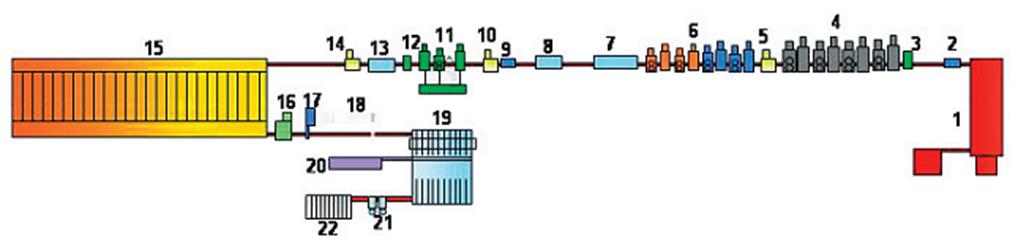
1 - нагревательная печь; 2 – окалиноломатель; 3 - маятниковые ножницы; 4 - обжимная группа клетей; 5 - летучие ножницы;
6 - промежуточная группа; 7 - первая секция охлаждения; 8 - вторая секция охлаждения; 9 – окалиноломатель; 10 - летучие ножницы;
11 - предварительно напряженная калибрующая группа клетей CGA 180/100; 12 - прибор для измерения геометри;
13 - третья секция охлаждения; 14 - делительные ножницы; 15 – холодильник; 16 - статические ножницы холодной резки;
17 - абразивная дисковая пила; 18 - передвижной упор; 19 - оборудование для формирования пачек; 20 - устройства для торцовки концов;
21 - обвязочные машины; 22 - распределительная станция
Рисунок 1 - Схема расположения основного оборудования прокатного стана
На стане завода Tianjin Iron & Steel установлены две камеры водяного охлаждения между 14-й и 15-й клетями на соответствующем расстоянии для выравнивания температуры поверхности металла (рис. 2). Благодаря такой компоновке можно достичь общее снижение температуры на 260°С без изменения качества поверхности, т.е. без локального переохлаждения и фазовых изменений [3]. Указано, что понижение температуры поверхности проката в секции подстуживания должно быть не ниже 400°С что обеспечит отсутствие локального переохлаждения и фазовых превращений, а неконтролируемая разница температур между поверхностью и центром подката (после самоотпуска) перед прокаткой в чистовой группе клетей должна находиться на уровне 30°С (не более 50°С).

Рисунок 2 – Общий план расположения оборудования стана на заводе Tianjin I & S
Аналогичное решение по составу и расположению оборудования принято и в литейно-прокатном комплексе №5 компании Baosteel Shanghai [4].
Следует также отметить, что данная компоновка оборудования имеет существенный недостаток: наличие длинного участка самоотпуска противопоказано для марок стали, которые должны прокатываться при высокой температуре.
Однако в последнее время, все большее распространение получает технология Multiline-LOOP предложенная фирмой «MannesmannDemag» (SMSMeer), которая позволяет существенно экономить место в цеху для стана за счет самоотпуска раската в петле температурной стабилизации (рис. 3). Такая технология лишена вышеописанного недостатка. Данная технология, например, реализована на станах заводов «GerdauAcominas» (Бразилия) и «Voest-Alpine» (Австрия) [5]. По этой технологии раскат может напрямую поступать в чистовую группу или проходить через секции охлаждения и петлю температурной стабилизации.

Рисунок 3 - Схема расположения оборудования проволочного стана при использовании технологии Multiline-LOOP
В соответствии с анализом литературных данных, выявлено две концепции обустройства линии подстуживания для обеспечения требуемой температуры самоотпуска раската:
- увеличение расстояния от блока междеформационного подстуживания до чистовой группы клетей (калибрующего блока), влекущее за собой увеличение длины стана;
- создание петлевого стабилизатора (технология Multiline-LOOP) без увеличения длины стана.
Следует отметить, что первый вариант получил достаточно широкое распространение. Расстояние между группами клетей в этом случае составляет обычно 50...65 метров. Так на типовом стане с термомеханической обработкой проката секция ускоренного охлаждения расположена перед калибровочным блоком, а также после него [1].
3. Исследование температурных условий прокатки металла в промежуточных клетях
3.1 Анализ температурных режимов прокатки
В настоящее время на большинстве современных станов реализуется режим "контролируемой" (низкотемпературной) прокатки с разной температурой нагрева металла:
- стан 350 «ОЭМК» (Россия) - 900 до 950°С;
- ЛПК №5 компании «Baosteel Shanghai» (Китай) - 1120 до 1150°С;
- стан №1 завода «TianjinIron&Steel» (Китай) - 1120 до 1150°С;
- ЛПК «ABS» Luna (Италия) - 1080 до 1150°С.
Общим является то, что ни на одном из станов температура начала прокатки не превышает 1150°С. При этом, печь должна обеспечить нагрев заготовки с перепадом температуры между центром и серединой не более 30°С. При этом экономится не только топливо и электроэнергия, необходимые на нагрев металла, но и улучшается структура металла, меньше окалины, меньше металл валков устает из-за термических напряжений и т.д.
Таким образом, для пружинной стали, такой как 60С2, температура на входе в 7 клеть должна составлять 950-970 °С, а на входе в холодильник - 780-820 °С. При этом температура нагрева металла - 1120 до 1150 °С.
Но в нашем случае, при температуре нагрева металла 1200°С, температура на входе в последнюю группу клетей находится в пределах 1150-1160°С, а температура конца прокатки достигает почти 1170 °С. Такой температурный режим не подходит для производства проката из качественных марок стали.
На рисунке 4 приведены схемы прокатки круглых профилей в последних клетях стана 390. Рассмотрев эти схемы, можно сделать вывод, что расстояния между последними группами клетей достаточно большие, и в этом промежутке могут быть установлены охлаждающие устройства.
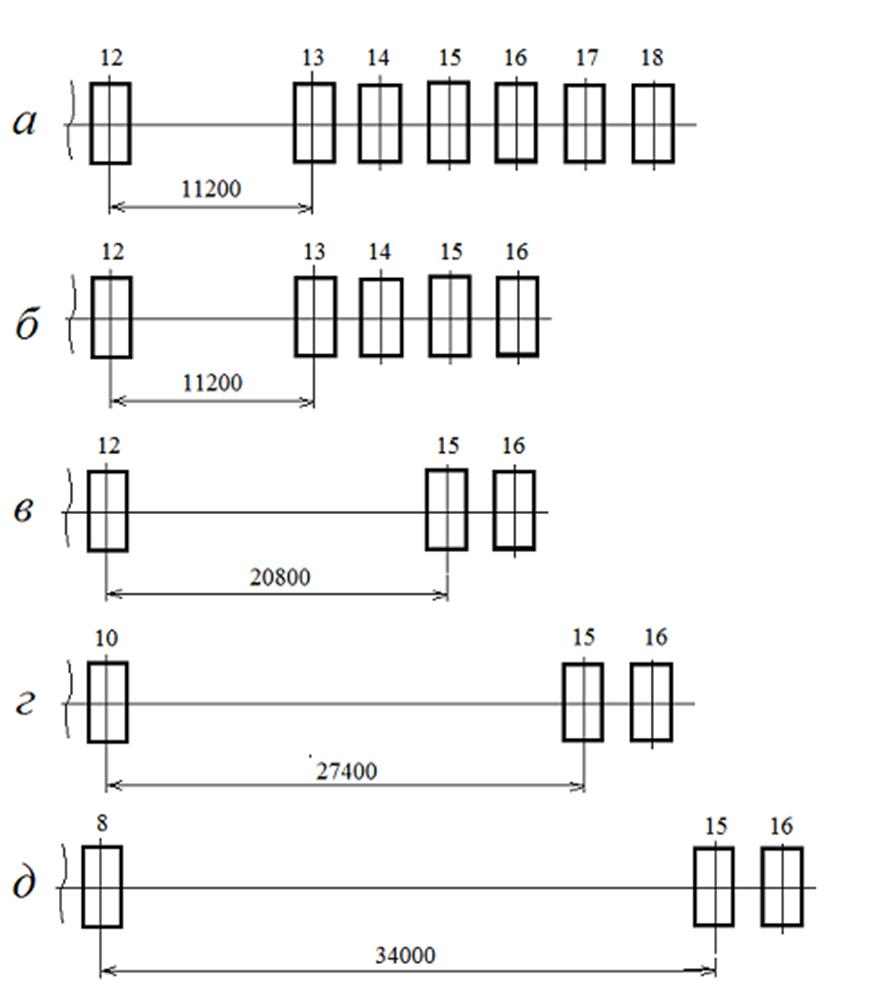
а – для круга диаметром 20; б – для круга диаметром 22; в – для круга диаметром 30; г – для круга диаметром
40; д – для круга диаметром 50
Рисунок 4 – Схемы прокатки круглых профилей в последних клетях стана 390
3.2 Разработка математической модели расчета температурного состояния металла в среде ANSYS
Для изучения температурного состояния подката и, в первую очередь, полей распределения температур на участке подстуживания была разработана конечно-элементная модель в программном комплексе ANSYS.
В ходе исследований принимали следующие исходные данные:
- охлаждаемый профиль – подкат из последней клети промежуточной группы;
- температура подката – 970°С;
- характер распределения температуры по сечению – равномерный;
- число секций подстуживания в линии стана – 2;
- схема охлаждения – секция 1 (вода) – воздух – секция 2 (вода) – воздух – деформация в клетях чистовой группы;
- протяженность секции водяного охлаждения – 2,5 м.
По полученным результатам строились графики зависимости температуры в различных точках сечения подката от времени нахождения в секции водяного охлаждения и на участке воздушной стабилизации (рис. 5).

Рисунок 5 – Изменение температуры в различных точках сечения подката при подстуживании в двух секциях (чистовой круг диаметром 20 мм)
Из приведенных данных видно, что температура поверхности в первой секции падает с 970°С до 340°С, затем происходит разогрев до 630°С и снова охлаждение до 280°С. Далее происходит разогрев поверхности проката до 780°С. В дальнейшем начинается температурная стабилизация раската, которая достигает необходимой величины перепада температуры (Δt ≤ 50°С) между поверхностью и центром только через 15 с, однако это требует наличия участка длиной не менее 75 м. Увеличение сечения подката (для других круглых профилей) требует еще большей длины участка температурной стабилизации. В этом случае требуется коренная реконструкция стана.
Выводы
- Анализ температурных режимов показал, что для производства качественных марок стали необходимо внедрение низкотемпературного режима прокатки.
- Было обнаружено, что существует две схемы реализации низкотемпературной прокатки:
- осуществлять подстуживание раската до необходимой температуры в промежутке между промежуточной и чистовой группой клетей;
- реализовать прокатку по технологии Loop.
- Разработана математическая модель расчета температурных полей раската после подстуживания. Сформирован массив первичных данных и приняты расчетные схемы.
- Выполненные первичные расчеты и анализ конструкционных особенностей стана 390 показали, что реализация низкотемпературного процесса прокатки без конструкционных изменений не возможна. Существующих мощностей стана для этого недостаточно.
- Для реализации процесса нужно внедрить технологию Loop. Расчетами установлено, что при этом длина петли самоотпуска для таких сечений как 20, 22 и 30, будет колебаться в пределах от 67 до 72 м, для больших, таких как 40 и 50 - 90-96 м.
При написании данного реферата магистерская работа еще не завершена. Окончательное завершение: декабрь 2013 года. Полный текст работы и материалы по теме могут быть получены у автора или его руководителя после указанной даты.
Список источников
- Masini, R. Latest bar mill technology / R.Masini, A.Lainati // Millenium Steel. – 2005. – C.216-221.
- Тоски, Ф. Низкотемпературная прокатка на сортовом стане для производства спец сталей на заводе Tianjin Iron & Steel / Ф.Тоски, В.Бинсиа // Danieli News / - 2006. – Volume III. - 8c.
- Masini, R. Технология калибровки сортового проката в многокалиберных двухвалковых клетях в комбинации с термомеханической обработкой / R.Masini // Steel Times International. – 2005. - №14. – С.18-22.
- Тоски, Ф. Литейно-прокатный комплекс №5 компании Baosteel Shanghai (КНР) для производства катанки и сортового проката нержавеющих и специальных сталей – пусконаладка и результаты эксплуатационных испытаний / Ф.Тоски // Danieli News / - 2004. – Volume II. – 15c.
- Мелкосортно-проволочные станы / SMS MEER – Germany: SMS group - 40с.