
Abstract
Сontent
- Introduction
- 1. The purpose of the work
- 2. Overview of the research and development
- 3. Investigation of the temperature conditions of rolling metal in the intermediate stands
- Conclusion
- References
Introduction
The analysis of global manufacturing tendency of rolled products out of structural continuously casted steel grades has shown. It is necessary to execute a number of requirements for obtaining the final quality rolled product and strict regulation of temperature- deformation parameters of rolling.
Several years have passed since the rolling mill for the production of special steels plant ABS (Acciaierie Bertoli Safau) in Italy made the first industrial tests and were determined the optimal parameters of the process of low-temperature rolling of special steels produced in bars and coils. Started numerous similar units which have allowed to optimize process of low-temperature rolling in accordance with the requirements and specifications of customers.
The analysis of modern continuous mills for rolling of special steels has shown that production of high quality steel requires a low-temperature regime rolling.
In this work have analyzed possibility options for implementation of the low-temperature process rolling concast billets out of constructional steel in conditions of long continuous mill 390 CJSC «Makiivka Steel Works». Also there are presented primary calculations associated with temperature conditions of rolling and were carried out on the basis of mathematical model.
This work is particularly relevant in the context of the existing mill.
1. The purpose of the work
The purpose of the work is to develop optimal solutions of temperature-deformation parameters which are provide manufacturing of rolled products from spring steel grades.
2. Overview of the research and development
The section rolling mill plant Hangzhou Zijin (Fig.1) [2] for temperature control at the end of them rolling after intermediate mill group established two sections of water cooling. After there are three pre-stressed stands (PSG stands) CGA 180/100, which are the calibration reducing stands of the last generation established for obtain high accuracy of geometrical sizes.
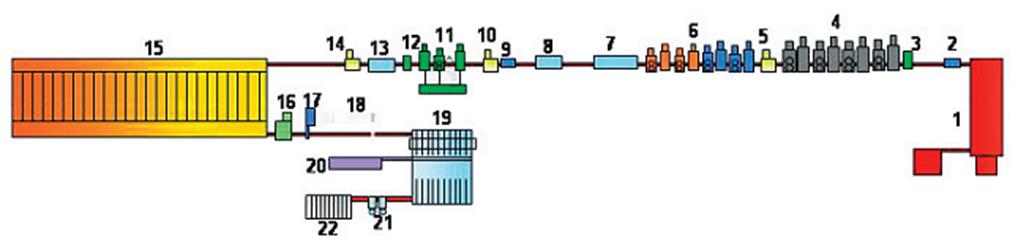
1 - heating furnace; 2 - окалиноломатель; 3 - pendulum shears; 4 - clamp group of stands; 5 - flying shears;
6 - middle group; 7 - the first section of the cooling; 8 - the second cooling section; 9 - окалиноломатель; 10 - flying shears;
11 - tense pre-sizing the group of stands of the CGA 180/100; 12 - a device for measuring geometry;
13 - the third section cooling; 14 - dividing shears; 15 - refrigerator; 16 - static cold shears;
17 - abrasive circular saw; 18 - the stop; 19 - equipment for forming of bundles; 20 - device for facing ends;
21 - binding machines; 22 - distribution station
Figure 1 - The scheme of the main rolling mill equipment location
The mill plant Tianjin Iron & Steel has two water cooling cameras between the 14th and 15th stands at an appropriate distance for leveling the temperature of a metal surface (Fig. 2). Due this arrangement you can achieve a total reduction of temperature at 260°C without changing the quality of surface, i.e. without local hypothermia and phase changes [3]. It is indicated, that the surface temperature reduction of rolled section of cooling-down should not be below 400°C that will provide the lack of local hypothermia and phase transformations, and uncontrolled temperature difference between the surface and the center of rolled steel (after self-tempering) before rolling in finishing mill group should be around 30°C (not more than 50°C).

Figure 2 - The general plan of arrangement of the equipment of the mill factory Tianjin I & S
A similar decision of the equipment composition and location implemented in the casting and rolling complex №5 by company Baosteel Shanghai [4].
It is necessary to note that the equipment layout has a major drawback - a long area of self-tempering is contraindicated for steel grades which should skate at high temperature.
However becoming increasingly widespread technology of multi-LOOP which is proposed by «MannesmannDemag» (SMSMeer) which allows to save place in shop for a mill by self-tempering of breakdown in the loop temperature stabilization (Fig. 3). Such technology is devoid of the above disadventage. For example this technology implemented on mills of plants «GerdauAcominas (Brazil) and Voest-Alpine» (Austria) [5]. This technology could go directly to the finishing group or pass through the loop cooling and temperature stabilization.
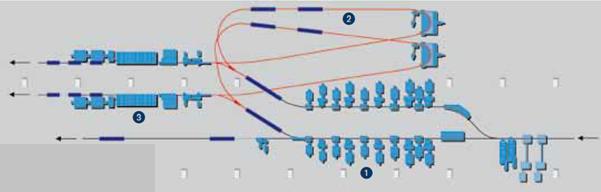
1 - intermediate group of stands; 2 - loop cooling and temperature compensation;
3 - block of stands of the wire mill
Figure 3 - Arrangement of equipment wire mill using the technology of multi-LOOP
In accordance with the analysis of literary revealed two concepts of arrangement of cooling-down lines to ensure the required temperature of self-tempering rolled metal:
- the increase of the distance gap between the block of rollgap between the stands with cooling-down to the finishing group of stands (calibration block), entailing increase of the length of the mill;
- creating the loopback stabilizer (the technology of Multiline-LOOP) without increasing the length of the mill.
It is necessary to note, that the first variant was quite widespread. The distance between the group of stands is usually 50...65 meters. So on a typical mill thermomechanical treatment of rolled section accelerated cooling is situated before calibration block, and also after him [1].
3. Investigation of the temperature conditions of rolling metal in the intermediate stands
Currently the most modern mills is proceeded "controlled" mode (low-temperature) rolling with different temperature of metal heating. The common feature is that in none of these mills the rolling temperature begin from 1150°C. Thus the furnace should provide heating of billets with the temperature difference between the center and the middle not more than 30°C. This saves not only fuel and energy required to heat the metal but also improves the structure of the metal, make scale smaller etc.
Thus for spring steels such as 60С2 initial rolling temperature in 7 stand should be 950-970 °C and at the entrance to the refrigerator 780-820 °C. The temperature of metal heating 1120 to 1150 °C.
In our case at the metal heating temperature 1200°C the temperature at the begining of the rolling of the last group stands is 1150-1160°C and temperature at the end of rolling reaches almost 1170 °C. Above mentioned temperature regime is not suitable for the manufacturing of rolled products out of quality steel grades.
Figure 4 shows the rolling scheme of round profiles of the mill 390 in the last stands. After consideration of these schemes, we can conclude that the distance between the last group of stands are large enough and in this gap can be set for cooling devices.
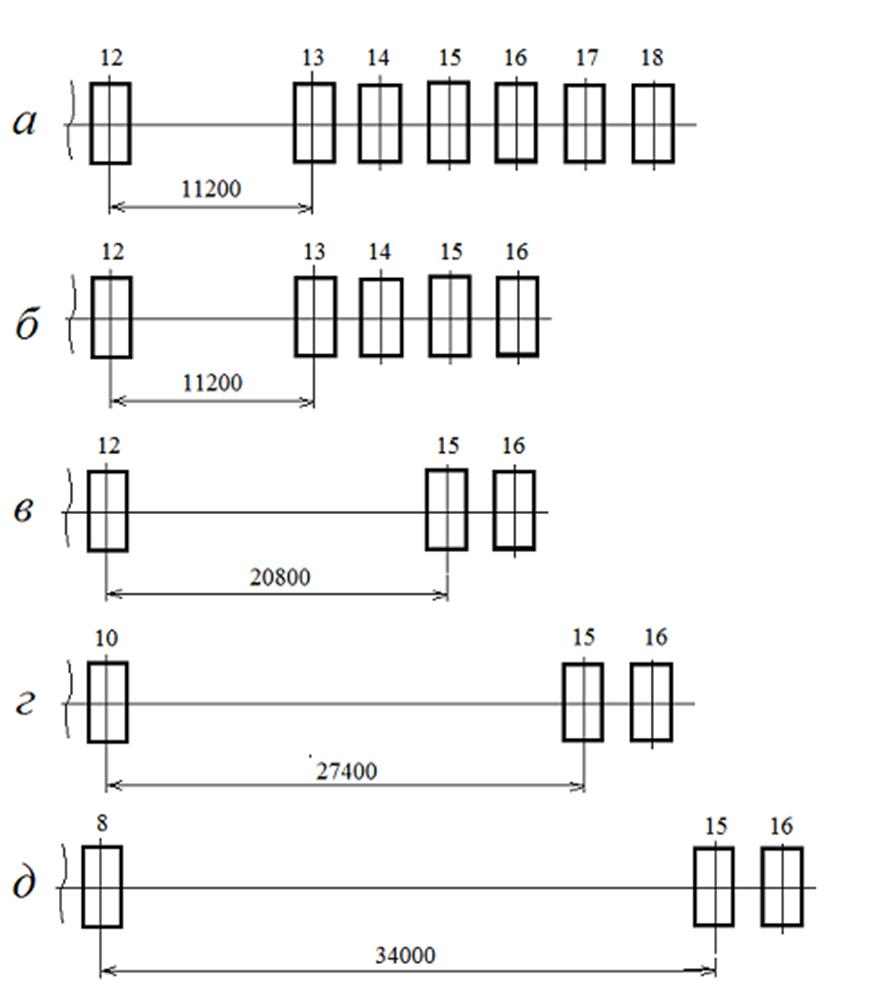
a - for round profiles with diameter 20 mm, b - for round profiles with diameter 22 mm; c - for round profiles with diameter 30 mm;
d - for round profiles with diameter 40 mm; e - for round profiles with diameter 50 mm
Figure 4 - Schematic rolling of round profiles of the mill 390 in the last stands
For the study of the thermal state of rolled steel and first of all fields of temperature distribution on the plot of cooling-down was developed finite element model in software package ANSYS.
During the research the initial data were the following:
- cooled profile: rolled metal made of the last stand interim group;
- the temperature of hot rolled strip is 970°C;
- the nature of the temperature distribution over the cross is uniform;
- the number of partitions of cooling-down in line mill is 2;
- the cooling: section 1 (water) - air - section 2 (water) - air - deformation in the finishing stands;
- the length of water cooling section is 2.5 m
According to the obtained results were built diagrams of temperature dependence in various points of the cross section of rolled steel from the time when it go to the partition of cooling water and the plot of air stabilization.
Conclusion
- Analysis of temperature regimes has shown that for the production of quality steel grades is implemention of low-temperature rolling mode.
- Was found two schemes of low temperature rolling realization:
- made cooling of rolled product to requirement temperature in roll gap between the intermediate and the finishing group of stands;
- to implement rolling technology Loop.
- The mathematical model of the temperature calculation fields of rolled metal after coolling-down. Has formed an array of primary data and has accepted calculation schemes.
- Completed the preliminary calculations and analysis of structural features of the mill 390 has shown that the implementation of low-temperature rolling process without structural change is not possible. The existing capacity of the mill is not enough.
- For implementing proposed process is necessary to implement the technology Loop. Calculated that the length of the loop self-tempering to such sections as 20, 22 and 30, will vary from 67 to 72 m and for larger, such as 40 and 50 is 90-96 meters
This master's work hasn't completed yet. Final completion: December 2013. The full text of the work and materials on the topic can be obtained from the author or his adviser after this defence.
References
- Masini, R. Latest bar mill technology / R.Masini, A.Lainati // Millenium Steel. – 2005. – C.216-221.
- Тоски, Ф. Низкотемпературная прокатка на сортовом стане для производства спец сталей на заводе Tianjin Iron & Steel / Ф.Тоски, В.Бинсиа // Danieli News / - 2006. – Volume III. - 8c.
- Masini, R. Технология калибровки сортового проката в многокалиберных двухвалковых клетях в комбинации с термомеханической обработкой / R.Masini // Steel Times International. – 2005. - №14. – С.18-22.
- Тоски, Ф. Литейно-прокатный комплекс №5 компании Baosteel Shanghai (КНР) для производства катанки и сортового проката нержавеющих и специальных сталей – пусконаладка и результаты эксплуатационных испытаний / Ф.Тоски // Danieli News / - 2004. – Volume II. – 15c.
- Мелкосортно-проволочные станы / SMS MEER – Germany: SMS group - 40с.