
Реферат за темою випускної роботи
Зміст
Вступ
Метою даної роботи є розробити математичну модель перехідного режиму нагріву для діючої трехзонной методичної печі дрібносортного прокатного цеху при одночасному знаходженні в печі заготовок різного гатунку.
Методичні печі штовхального типу працюють безперервно тільки при повному заповненні робочого простору нагрівальними заготовками. На деяких заводах при виконанні замовлення на невеликі партії дрібносортний прокатної продукції виникає необхідність нагрівати метал різного сортаменту без зупинки печі. Для таких умов роботи печі важко визначити на практиці перехідний режим, тобто частоту проштовхування заготовок, температуру в кожній зоні робочого простору, витрата газу і інші параметри. У зв'язку з цим виникає завдання - розробити математичну модель перехідного режиму нагріву, який забезпечував би нагрів заготовок до заданої якості.
Методична піч є високотемпературної технологічною установкою, призначеної для нагріву заготовок під прокатку. Конструктивно піч складається з трьох зон - методичної, зварювальної (верхньої і нижньої) і томильной. У печі заготовки лежать впритул один до одного. У методичній і зварювальним зонах вони переміщаються по глісажним водоохолоджуваним трубах. У цих зонах має місце двосторонній несиметричний нагрів металу, оскільки, його інтенсивність зверху вище, ніж знизу. У томильной зоні метал, що лежить на монолітній подині, гріється зверху (витримується при постійній температурі поверхні заготовки).
Температурний режим визначається залежно від часу нагрівання і геометричних розмірів.
τ=G/P,
де τ- час нагрівання, с; G - ємність печі, кг; Р – продуктивність, кг/с.
У методичних нагрівальних печах початкова швидкість нагріву металу лімітується величиною термічних напруг, яка визначається як складом сталі, так і товщиною нагрівається шару заготовки. Наприкінці нагріву температура поверхні і перепад температури по перетину заготовки повинні відповідати вимогам технології для даної марки сталі.
Нагрівання великої партії заготовок однакового типорозміру і однієї марки сталі не викликає труднощів при проходженні заданої технології. Однак, знаходження в робочому просторі заготовок різної товщини і хімічного складу, вимагає розробки такого перехідного режиму нагріву, який забезпечував би якість нагріву двох різних партій заготовок, близьке до технологічним вимогам для цих партій.
Методичні печі штовхального типу працюють безперервно тільки при повному заповненні робочого простору нагрівальними заготовками. На деяких заводах при виконанні замовлення на невеликі партії дрібносортної прокатної продукції виникає необхідність нагрівати метал різного сортаменту без зупинки печі. Для таких умов роботи печі важко визначити на практиці перехідний режим, тобто частоту проштовхування заготовок, температуру в кожній зоні робочого простору, витрата газу і інші параметри. У зв'язку з цим виникає завдання - розробити математичну модель перехідного режиму нагріву, який забезпечував би нагрів заготовок до заданої якості.
Постановка задачі
У методичній печі заготовки в методичної та зварювальної зонах лежать на глісажні трубах. Нагрівання заготовок проводиться з двох сторін при їх безперервному розташуванні в печі. Для розрахунку температурного поля по товщині заготовки в часі можна скористатися диференціальним рівнянням теплопровідності для одновимірного температурного поля
де λ(t), c(t), ρ(t) –відповідно коефіцієнт теплопровідності, Вт/(мК); теплоємність, Дж/(кгК); щільність металу, кг/м3.
У томильной зоні метал, рухомий по монолітному поду, нагрівається при постійній температурі поверхні tпк, рівної кінцевої температурі поверхні металу.
Для отримання однозначного рішення диференціального рівняння (1) необхідно задати умови однозначності:
- початкові умови:
при τ= 0 t = f(x) (2)
- граничні умови:
при x=0, q=αвизл(tгв-tпв);
при x=lx, q=αнизл(tгн-tпн) (3)
де αвизл , αнизл - коефіцієнти тепловіддачі випромінюванням у верхній і нижній зонах печі,Вт/(м2К);
tгв,tгн - температура газів у верхніх і нижніх зонах, °C;
tпв, tпн - температура поверхні металу у верхніх і нижніх зонах, °C.
Коефіцієнт тепловіддачі випромінюванням при мінливій температурі газів по довжині печі (методична зона) обчислюється за формулою [4]:
при постійній температурі по довжині печі (зварювальний зона) за формулою:

де С0 - коефіцієнт випромінювання абсолютно чорного тіла, Вт/(м2К4);
Tгн, Tгк - температура газу на початку і наприкінці методичної зони, К;
Tг - температура газу по довжині зварювальної зони, К;
εпрн ,εпрк, εпр–наведені ступінь чорноти системи на початку і наприкінці
методичної зони і по довжині зварювальної зони.
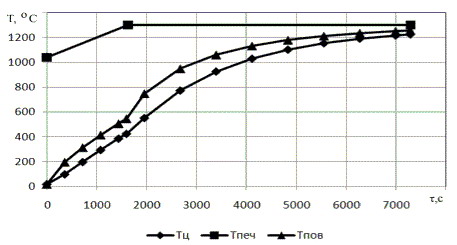
На основі розробленої програми були проведені розрахунки нагріву сталевих заготовок різної товщини стосовно трехзонной методичної печі прокатного цеху ВАТ «Донецьксталь-МЗ» для випадку одночасного перебування в робочому просторі заготовок різного поперечного перерізу. Припустимо, що в печі нагрівається заготівля товщиною S 1 , а через якись час у піч подаються заготовки меншої товщини S2. Якщо нагрів здійснювати по режиму заготівлі S 1 , то заготовки товщиною S 2 будуть перегріватися, а при використанні режиму заготівлі S 2, то заготовки товщиною S 1 , будуть недогрівають.
Для виключення виникнення термічних напружень прийнято, що температура початку пластичної деформації в металі становить t пл = 550 °C, а температура поверхні в кінці зварювальної зони t пк = 1250 °C. Методична зона - зона поступового нагрівання металу, тому наприкінці методичної зони метал повинен бути пластичним.
Результати моделювання нагріву заготовок товщиною S1 = 0,21 м і S2 = 0,18 м наведені на рисунке1.
Зміна режиму нагріву металу може відбуватися і у разі нагріву заготовок металу однієї товщини, але різної марки. З цією метою розглянуто нагрів заготовок завтовшки S = 0.21 м при різних значеннях коефіцієнта теплопровідності λ1 = 20 Вт / (мк) і λ2 = 40 Вт / (мк ). У таблиці наведені результати моделювання таких заготовок.
Таблиця. Результати моделювання нагріву заготовок при різних значеннях коефіцієнта теплопровідності.
| Коефіцієнт теплопровідності матеріала заготовок,λ Вт/(мК) | Температура печі,°C | Температура заготовки,°C | |||||
| Методична зона | Сварочна зона | Кінець методичної зони | Кінець сварочної зони | ||||
| Початок | Кінець | Кінець | Поверхні | Середини | Поверхні | Середини | |
| 20 | 809 | 1305 | 1305 | 555 | 316 | 1246 | 1185 |
| 40 | 1060 | 1295 | 1295 | 545 | 410 | 1249 | 1226 |
Температура газів на початку методичної зони для заготовок з коефіцієнтом теплопровідності λ= 20 Вт/(мк) менше, ніж для заготовок з коефіцієнтом теплопровідності λ= 40 Вт/(мк).
При меншому коефіцієнті теплопровідності тепло у всередину тіла відводиться менше, ніж при більшому. У зв'язку з цим при меншому коефіцієнті теплопровідності температура поверхні зростає швидше. Це призводить до того, що температура поверхні, відповідна температурі початку пластичної деформації буде досягнута при меншій температурі газів, ніж при більшому коефіцієнті теплопровідності. Перепад температур по перетину заготовки при меншому коефіцієнті теплопровідності буде великим. Наприкінці методичної зони перепад температур по перетину тіла при коефіцієнті теплопровідності λ=20 Вт/(мК) дорівнює Δt1=239°C, а при λ=40 Вт/(мК) Δt2=135°C. За таких перепадах температур по товщині заготовки необхідно температуру початку пластичної деформації визначити за среднемассовой температурі по перетину. Наприкінці нагріву отримано необхідну якість нагріву: температура поверхні задовольняє заданій і перепад температур Δt1=61°C и Δt2=23°C.
Висновки
Таким чином, в результаті виконаних досліджень розроблено алгоритм і виконано моделювання нагріву металу при постійній продуктивності печі і різної товщині заготовки. Зміна товщини заготовки приводить до зміни часу нагріву, що відповідно до отриманих результатів може досягатися зміною часу перебування металу в зонах печі. Це, в свою чергу призводить до зміни швидкості просування металу в печі. Зміна температурного режиму призводить до зміни економічних показників роботи печі. Надалі планується виконати дослідження на реальній методичної печі не тільки при постійній продуктивності, але і при змінної.
При написанні даного реферату магістерська робота ще не завершена. Остаточне завершення: січень 2014 року.
Перелік посилань
- Ткаченко В.Н. Математическое моделирование, идентификация и управление технологическими процессами тепловой обработки материалов / В.Н. Ткаченко. – К.: Наукова думка, 2008.- 243с.
- Металлургическая теплотехника/ Под научной редакцией Н.А. Кривандина.- М.: Металлургия, 1986. - 243с.
- Гинкул С.И. Применение ЭВМ для расчета нагрева металла в методической печи/ Е.И. Казанцев, С.И. Гинкул, В.В. Антонов, Н.В. Гончаров// Сталь. – 1973.- №1 – с.77-79.
- Гинкул С.И. Исследование температурного режима нагревательных печей прокатных станов при изменении сортамента нагреваемого металла/ С.И. Гинкул, А.Н. Лебедев, Ю.В. Подобед, Ю.М. Сапронова// Научные труды Донецкого национального технического университета. Серия «Металлургия». Вып. 12(177) – Донецк, ООО «Цифровая типография», 2010 – с.201 – 206.
- Теоретические основы теплотехники. Теплотехнический эксперимент. Справочник/ Под общей редакцией В.А. Григорьева и В.М. Зорина. Книга 2.-М.:Энергоатомиздат, 1988.-557с.
- Мастрюков Б.С. Теория, конструкции и расчеты металлургических печей/ Б.С. Мастрюков. – М.: Металлургия, 1986, - т.2. – 376с.
- Казанцев Е.И. Промышленные печи. - М.: Металлургия, 1975. - 368с.
- Теплообмен и тепловые режимы в промышленных печах/ Ю.И. Розегард, Б.Б. Потапов, В.М. Ольшанский, А.В. Бородулин// К.: Донецк: Вища школа 1986. – 296с.
- Казанцев Е.И. Выбор оптимального температурного режима по минимуму окалинообразования/ Е.И. Казанцев, Г.П. Вынов, С.И. Гинкул// Изв. вузов Черная металлургия – 1977. - №9. – с.165-168.