М.,
Автоматизация и современные технологии. 1999. № 9.
С.32–34.(отсканировано)
КОМПЛЕКСНАЯ МАТЕМАТИЧЕСКАЯ МОДЕЛЬ ОПЕРАТИВНО-КАЛЕНДАРНОГО ПЛАНИРОВАНИЯ В ГИБКИХ КОМПЛЕКСАХ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
P.P. Загидуллин
Одним из основных требований,
предъявляемых к подсистемам оперативно-календарного планирования (ОКП)
в гибких
производственных комплексах (ГПК) механической обработки, является
точность
формируемого расписания работ отдельных гибких производственных модулей
и всего
ГПК в целом. Точность любой модели, как правило, зависит от полноты ее
представления, адекватности условиям реальной производственной системы.
В
большинстве моделей ОКП расписание традиционно строилось относительно
основного
класса обслуживающих устройств — гибких производственных модулей
(ГПМ). Модель
расписания, методика и алгоритм его формирования с учетом процессов
переналадок
ГПМ при выполнении различных партий деталей (так называемых
партияопераций) и
влияния других технологических факторов представлены в работе [1].
Данное
расписание строится из предположения, что количество транспортных
средств
(робокары, роботизированные тележки и др.), применяемых для перевозки
партияопераций между отдельными ГПМ, ГПМ и складом, является наперед
заданной
известной и достаточной величиной. Локальные методы определения
количества ТС
представлены в работе [2]. В то же время, в большинстве случаев, при
формировании оптимального расписания работы ГПК необходимо учитывать
транспортные средства (ТС), как обслуживающие устройства в общей модели
планирования. В связи с этим возникает необходимость в разработке
обобщенной
математической модели ОКП для ГПК механической обработки.
На множестве номенклатуры деталей,
представленном множеством единиц планирования (ЕП), которыми являются
партияоперации, М{еij, m, i = 1, j = 1, hi} и множеством обслуживающих
устройств, представленных множеством ГПМ и ТС — N{nk} U R{rl},
необходимо
составить оптимальное расписание. Графическая интерпретация
произвольной модели
расписания для случая М{3 х 3}, N{3} и R{2} представлена на рисунке
диаграммой
Гантта. Как видно из диаграммы, основными потерями времени для каждого
ГПМ в
расписании ГПК O являются: tперeijk —
потери времени, связанные с наличием операций переналадок в ГПМ при
поступлении
новых партияопераций деталей; toceijk —
потери времени, связанные с ожиданием партий деталей, находящихся в
требуемый
момент на обработке на предыдущей операции; t0CTeijk —
потери времени, связанные с ожиданием партий деталей, находящихся в
процессе
транспортирования; t0Ceijk —
потери времени, связанные с занятостью транспортных средств; -
суммарное время
простоя k-го ГПМ при обработке ЕП eijk.Тогда обобщенная
математическая модель задачи ОКП имеет следующий вид:
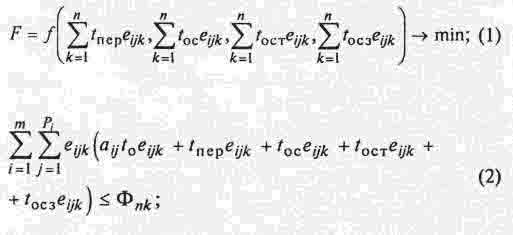
где
m > 1; n≥1; r≥1; аij =
const — величина партии запуска ЕП; toeijk >
0 — время, отводимое на выполнение ЕП еij на k-м ГПМ; Pi≥1
—количество
операции на i-й детали; Фnk — фонд времени работы k-го ГПМ на
горизонте
планирования; Фrl — фонд времени работы l-го ТС на горизонте
планирования; Zl —
количество заявок для l-го ТС на горизонте планирования. Горизонтом оси
планирования может быть восьмичасовая смена.
Выражение (1) представляет собой
функционал
задачи в обобщенном виде, отражающий основные потери времени, а
выражение (2)
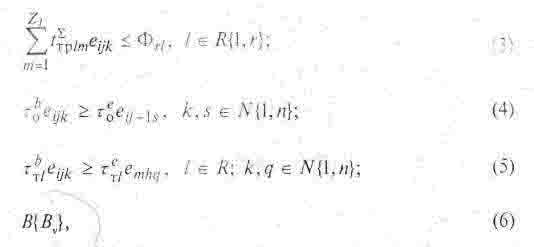
представляет собой ограничение по фонду времени работы ГПМ; выражение
(3)
отражает ограничение по фонду времени ТС; выражение (4) отражает
выполнение
условия предшествования для всех ЕП; выражение (5) отражает условие
предшествования для ТС (ТС в том случае может обслужить заявку, если
она на
временной оси данного ТС не пересекается с любой другой заявкой,
обслуживаемой
данным ТС); выражение (6) представляет собой обобщенный состав
дополнительных
ограничений (ограничения по директивным срокам выпуска деталей и т.п.),
что
характеризует открытость математической модели.
Время обслуживания любым r-м ТС
очередной
заявки еij состоит из подготовительного времени tТПeijk,
которое представляет собой время подхода ТС к требуемому ГПМ, времени
загрузки-разгрузки ГПМ партией деталей и заключительного времени tТИrl —
времени отхода ТС на промежуточную i-ю позицию.
Алгоритм формирования расписания
ГПК для
данной задачи, относящейся к классу NP-полных задач комбинаторного
характера,
представлен в работе [1].
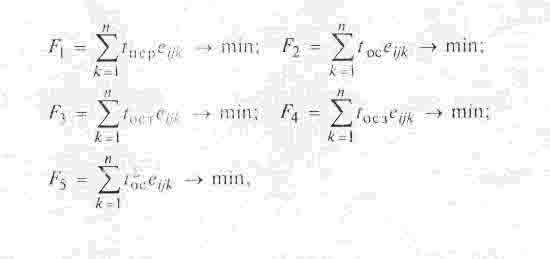
Обобщенный критерий задачи (1) в
процессе
моделирования заменяется одним из следующих конкретных критериев в
зависимости
от требований производства:
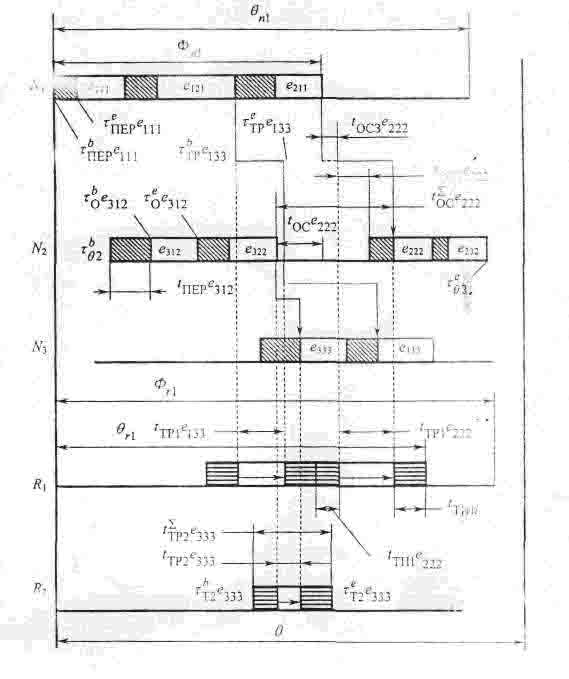
Графическая
интерпретация произвольной
модели расписания.
где F1, — критерий минимума
времен
переналадок в ГПМ; F2 — критерий минимума времен простоев ГПМ в
ожидании
поступления ЕП; F3 — критерии минимума времен простоев на
транспортных
операциях; F4 — критерий минимума времен простоев по причине
занятости ТС; F5 —
интегральный критерий минимума всех непроизводительных времен.
В результате работы алгоритма
получается
оптимальное расписание работы ГПК и подмножества оптимальных расписаний
работы
ГПМ и ТС: O {{On1, On2,…, Onn}, { Or1, Or2,…, Orr}}.
Таким образом, полученное
расписание ГПК на
заданном горизонте планирования и при текущем состоянии технологических
ресурсов, имеющихся в ГПК, является оптимальным.
В заданной задаче были рассмотрены
два
основных класса обслуживающих устройств в ГПК – ГПМ и ТС. При
наличии
дополнительных обслуживающих устройств (станции мойки и сушки,
контрольные
позиции и др.) модель может быть дополнена ограничениями на данные
устройства.
Ограничения в подобных моделях, в первую очередь, должны касаться
фондов времени
любого класса обслуживающих устройств (аналогично ограничениям 2 и 3 в
модели)
и условий предшествования операций обслуживания (аналогично
ограничениям 4 и
5).