
Реферат на тему: Усовершенствование режимов формовки трубных заготовок для сварных труб диаметром 1220-1420 мм на трехвалковой листогибочной машине «Нaeusler» ОАО ХТЗ на базе компьютерной программы расчета рационалных параметров формовки
Содержание
- Введение
- 1. Актуальность темы
- 2. Цель и задачи исследования
- 3. Обзор исследований и разработок
- 4. Усовершенствование калибровки для формовки труб диаметром 1420x25 мм из стали класса прочности Х60
- Выводы
- Список литературы
Введение
Производство одношовных труб большого диаметра получило широкое распространение как в нашей стране, так и за рубежом, так как в мире растёт спрос на сварные трубы большого диаметра.
1. Актуальность темы
Улучшение качества труб очень важно и поэтому ОАО ХТЗ заказал у фирмы «Haeusler AG Duggingen» изготовку современной трехвалковой листогибочной машины для строительства новой линии по производству газонефтепроводных труб диаметром 711-1422 мм с одним прямым швом и толщиной стенки до 40 мм. Совершенствование технологии формовки трубных заготовок для нефте и газопроводных труб большого диаметра является актуальной научно-технической задачей.
Также актуальной задачей является усовершенствование режимов формовки трубных заготовок для сварных труб диаметром 1220-1420 мм на трехвалковой листогибочной машине «Haeusler» ОАО ХТЗ».
2. Цель и задачи исследования
Целью работы является усовершенствование режимов формовки трубных заготовок для сварных труб диаметром 1220-1420 мм на трехвалковой листогибочной машине «Haeusler» ОАО ХТЗ на базе компьютерной программы.
В соответствии с этим определена следующая задача: вывести формулы для проверки выбранного диаметра нажимного вала и расстояния между нижними опорными валами. В них должно устнавливаться: есть ли превышение допускаемых давлений и напряжений, которые считает программа. Также необходимо определить рациональные параметры формовки для производства сварных одношовных труб большого диаметра.
3. Обзор исследований и разработок
Трубная заготовка изготавливается из одного листа на трехвалковой листогибочной машине, валки которых расположены горизонтально. Фор-мовка трубной заготовки на листогибочной машине «Haeusler» выполняется верхним нажимным и двумя нижними опорными валами.
Подача листа осуществляется на стопор. Используют два стопора листа со встроенными предельными выключателями для остановки листа на стопор. В момент прохода листа под верхним валом участки листа получают равномерную по длине остаточную кривизну. Лист может быть согнут на любой радиус, но не меньше, чем радиус верхнего вала. Требуемый диаметр трубной заготовки обычно достигается за 3 - 4 прохода. Края трубы свариваются при помощи электродуговой сварки [1]
4. Усовершенствование калибровки для формовки труб диаметром 1420х25 мм из стали класса прочности Х60
Расчёты выполнялись на базе специализированной компьютерной программы, созданной для условий современного трубопрокатного производства. Основное окно программы представлено на рисунке 1.
Верхняя часть окна программы включает исходную информацию: диаметр трубы; толщину стенки трубы; параметры, характеризующие марку стали; длину и ширину листа.
Диаметр, длину и толщину листа определили в зависимости от параметров готовой трубы. Предел текучести определили в зависимости от марки стали. Ширину листа рассчитали в зависимости от наружного диаметра и толщины трубы. Расстояние между нижними роликами определили в зависимости от диаметра нижних опорных валов; диаметр верхнего вала - в зависимости от толщины стенки трубы.
Нижняя часть окна программы включает результаты расчета. Во первых это величины перемещений верхнего вала в каждом проходе. Причем дается информация как с учетом полного упругого восстановления листа, так и без него. Кроме того здесь показывается ряд давлений и напряжений: давление в цилиндре натяжения, давление в опорном цилиндре и напряжение изгиба на верхнем ролике, которые не должны превышать допустимые значения. В случае их программного выделения красным цветом требуется в соответствии с используемой методикой расчетов выполнить корректирующие воздействия.[2]
В процессе расчётов растояние между нижними опорными валами Xuw можно определить по паспортным данным машины, а в случае их отсутствия– расчитать по формуле:

где Duw - диаметр нижнего валка, мм;
Относительное расстояние между нижними опорным валами может быть определено как отношение:
где Da - наружный диаметр трубы, мм;
Наружный радиус трубы определялся в зависимости от ширины листа:
где L - ширина листа, мм.
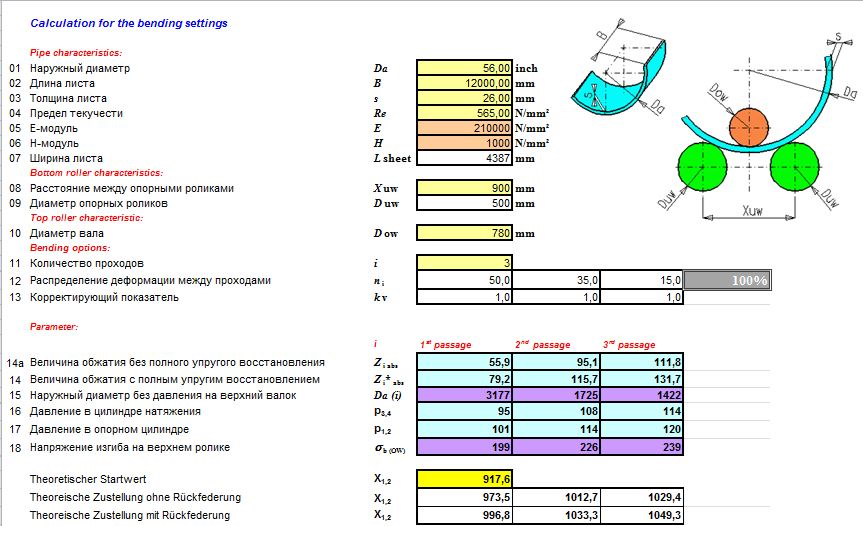
Рисунок 1 – Общий вид рабочего окна программы расчета режимов формовки трубной заготовки для трубы диаметром 1420?25 мм из стали класса прочности Х60
На рисунке 1 представлены результаты расчетов рациональных пара-метров формовки для трубы диаметром 1420x25 мм из стали Х60.
Выводы
В ходе работы была освоенна методика расчетов режимов формовки трубных заготовок для сварных труб диаметром 1220-1420 мм на базе специализированной компьютерной программы на трехвалковой листогибочной машине «Haeusler» ОАО ХТЗ.
Были определены рациональные параметры формовки листов:
- Величины перемещений верхнего вала в каждом проходе с учетом полного упругого восстановления полосы: для первого прохода - 79,2 мм; для второго - 115,7 мм; для заключительного третьего прохода - 131,7 мм.;
- Диаметр заготовки после первого прохода составляет 3177 мм, после второго - 1725 мм, после третьего заключительного прохода получаем диаметр готовой трубы - 1422 мм.
Список литературы