
Реферат на тему: Удосконалення режимів формовки трубних заготовок для зварних труб діаметром 1220-1420 мм на трехвалковой листозгинальна машина «Нaeusler» ВАТ ХТЗ на базі комп'ютерної програми розрахунку раціоналних параметрів формовки
Змiст
- Вступ
- 1. Актуальнiсть теми
- 2. Цiль та завдання дослідження
- 3. Огляд досліджень і розробок
- 4. Удосконалення калібрування для формування труб діаметром 1420x25 мм із сталі класу міцності Х60
- Висновки
- Список літератури
Вступ
Виробництво одношовних труб великого діаметру набуло широкого поширення як в нашій країні, так і за кордоном, так як у світі зростає попит на зварні труби великого діаметру.
1. Актуальнiсть теми
Поліпшення якості труб дуже важливо і тому ВАТ ХТЗ замовив у фірми «Haeusler AG Duggingen» напоготів сучасної трехвалковой листозгинальна машини для будівництва нової лінії з виробництва газонафтопровідних труб діаметром 711-1422 мм з одним прямим швом і товщиною стінки до 40 мм. Удосконалення технології формування трубних заготовок для нафто-і газопровідних труб великого діаметру є актуальною науково-технічною задачею.
Також актуальним завданням є удосконалення режимів формовки трубних заготовок для зварних труб діаметром 1220-1420 мм на трехвалковой листозгинальна машина «Haeusler» ВАТ ХТЗ ».
2. Цiль та завдання дослідження
Метою роботи є удосконалення режимів формовки трубних заготовок для зварних труб діаметром 1220-1420 мм на трехвалковой листозгинальна машина «Haeusler» ВАТ ХТЗ на базі комп'ютерної програми.
Відповідно до цього визначена наступна задача: вивести формули для перевірки обраного діаметра нажимного вала і відстані між нижніми опорними валами. У них має устнавліваются: чи є перевищення допустимих тисків і напруг, які вважає програма. Також необхідно визначити раціональні параметри формування для виробництва зварних одношовних труб великого діаметру.
3. Огляд досліджень і розробок
Трубна заготовка виготовляється з одного аркуша на трехвалковой листозгинальна машині, валки яких розташовані горизонтально. Фор-мовка трубної заготовки на листозгинальна машина «Haeusler» виконується верхнім натискним і двома нижніми опорними валами.
Подача листа здійснюється на стопор. Використовують два стопора листа з вбудованими граничними вимикачами для зупинки листа на стопор. У момент проходу листа під верхнім валом ділянки листа отримують рівномірну по довжині залишкову кривизну. Лист може бути зігнутий на будь-який радіус, але не менше, ніж радіус верхнього валу. Необхідний діаметр трубної заготовки зазвичай досягається за 3 - 4 проходу. Краю труби зварюються за допомогою зварки [1]
4. Удосконалення калібрування для формування труб діаметром 1420x25 мм із сталі класу міцності Х60
Розрахунки виконувалися на базі спеціалізованої комп'ютерної програми, створеної для умов сучасного трубопрокатного виробництва. Основне вікно програми представлено на рисунку 1.
Верхня частина вікна програми включає вихідну інформацію: діаметр труби; товщину стінки труби; параметри, що характеризують марку сталі; довжину і ширину листа.
Діаметр, довжину і товщину листа визначили залежно від параметрів готової труби. Межа текучості визначили залежно від марки сталі. Ширину аркуша розрахували залежно від зовнішнього діаметра і товщини труби. Відстань між нижніми роликами визначили залежно від діаметра нижніх опорних валів; діаметр верхнього валу - залежно від товщини стінки труби.
Нижня частина вікна програми включає результати розрахунку. По перше це величини переміщень верхнього валу в кожному проході. Причому дається інформація як з урахуванням повного пружного відновлення листа, так і без нього. Крім того тут показується ряд тисків і напруг: тиск у циліндрі натягу, тиск в опорному циліндрі і напруга вигину на верхньому ролику, які не повинні перевищувати допустимі значення. У разі їх програмного виділення червоним кольором потрібно відповідно до використовуваної методикою розрахунків виконати коригувальні дії.[2]
У процесі розрахунків відстань між нижніми опорними валами Xuw можна визначити за паспортними даними машини, а в разі їх отсутствія- розрахувати за формулою:

де Duw - діаметр нижнього валка, мм;
Відносне відстань між нижніми опорним валами може бути визначене як відношення:
де Da - зовнішній діаметр труби, мм;
Зовнішній радіус труби визначався в залежності від ширини листа:
де L - ширина листа, мм.
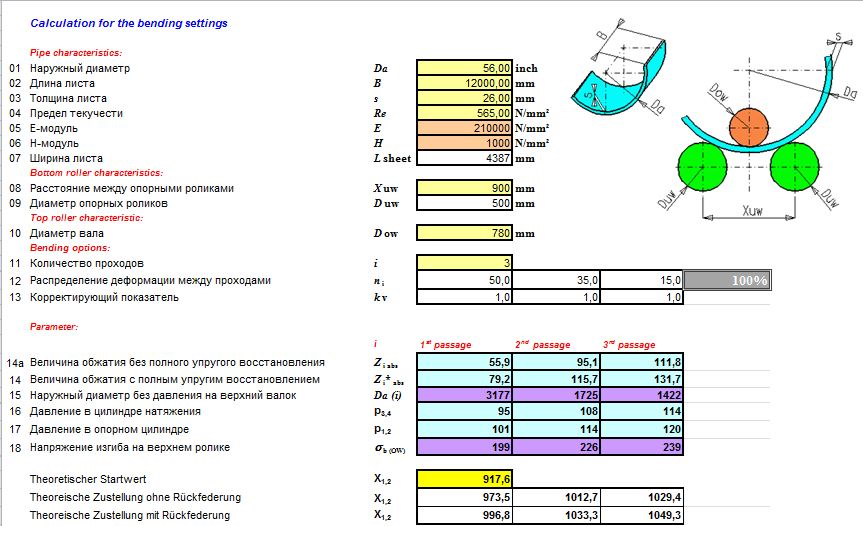
Рисунок 1 - Загальний вигляд робочого вікна програми розрахунку режимів формування трубної заготовки для труби діаметром 1420х25 мм із сталі класу міцності Х60
На рисунку 1 представлені результати розрахунків раціональних пара-метрів формування для труби діаметром 1420x25 мм із сталі Х60.
Висновки
У ході роботи була освоєння методики розрахунків режимів формовки трубних заготовок для зварних труб діаметром 1220-1420 мм на базі спеціалізованої комп'ютерної програми на трехвалковой листозгинальна машина «Haeusler» ВАТ ХТЗ.
Були визначені раціональні параметри формовки листів:
- Величини переміщень верхнього валу в кожному проході з урахуванням повного пружного відновлення смуги: для першого проходу - 79,2 мм; для другого - 115,7 мм; для заключного третього проходу - 131,7 мм .;
- Діаметр заготовки після першого проходу становить 3177 мм, після другого - 1725 мм, після третього заключного проходу отримуємо діаметр готової труби - 1422 мм.
Список літератури