
Реферат по теме выпускной работы
Содержание
- 1. Актуальность темы
- 2. Цель и задачи исследования
- 3. Использование аргона и азота
- 4. Применение инертного газа
- 5. Вывод
- Список источников
1. Актуальность темы
Решение задач на эту весьма приориетны, так как они затрагивают два таких важных фактора производства, как: регулировка температуры и интенсивность подачи инертного газа.
2. Цель и задачи исследования
Целью исследования является анализ путем использования литературных источников и имеющихся знаний влияния продувки инертными газами на технологию сталеплавильного производства, тем самым показать спектр использования инертных газов в современном конвертерном производстве.
3. Использование аргона и азота
Как метод повышения качества металла, продувка инертными газами получила промышленное распространение по мере развития способов получения дешевого аргона в больших количествах, как сопутствующего продукта при производстве кислорода. Как известно, в воздухе около 1 % аргона. На кислородных станциях аргон выделяют при ректификации жидкого воздуха. Учитывая небольшие расходы аргона, при наличии на заводе мошной кислородной станци объем попутно получающегося при этом аргона достаточен для обработки больших количеств стали. В тех странах, где имеются запасы гелия, для продувки используется также гелий. Для продувки металла, не содержащего нитридообразуюших элементов (хрома, титана, ванадия и т.п.), часто применяют азот. В интервале 1550-1600 °С процесс растворения азота в жидком железе не получает заметного развития. В СССР для продувки металла широко используются и аргон и азот (обычно под термином "продувка инертными газами" понимают применение и аргона и азота).
4. Применение инертного газа
Современная технология сталеплавильного производства широко использует инертный газ на всех этапах технологического процесса. Газ применяется при комбинированной продувке металла в конвертере. Подача его через дно конвертера обеспечивает более полную реализацию окисления углерода в агрегате. В последнее время его применение стало частью нанесения защитного гарнисажа на футеровку при верхней продувке. Подача аргона или азота через специальное продувочное устройство в дне ковша одновременно выполняет две функции: газ способствует равномерному растворению и распределению ферросплавов и легирующих элементов в объеме металла ковша. Образующиеся при этом неметаллические включения под воздействием пузырьков успешно захватываются частицами шлака, способствую очищению металла. Схематически взаимодействие пузырька газа и жидкости представлено на изображении (рис. 1), причем левый рисунок по данным Бойченко характеризует зарождение, рост и отрыв пузырька. Результатом его взаимодействия является образование направленных потоков металла, способствующих его рафинированию.
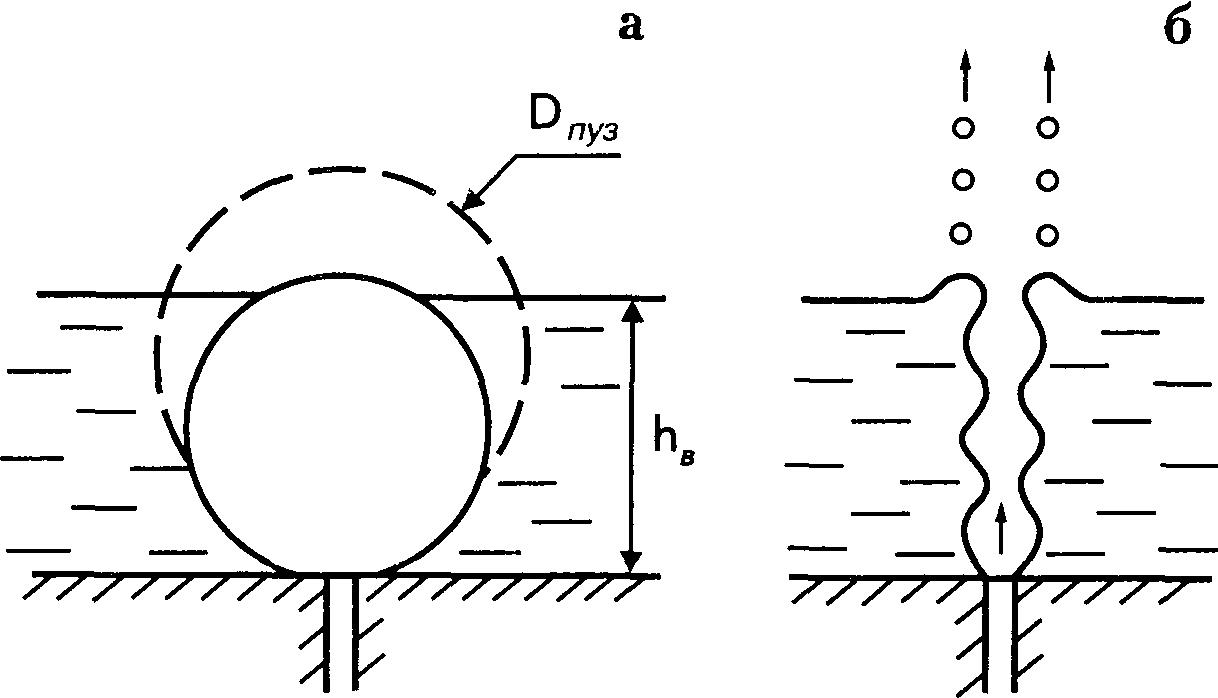
Рисунок 1 – Взаимодействие пузырька газа при донной продувке
Правый рисунок характеризует наименее эффективный с позиции рафинирования режим продувки ванны. Наибольшей эффективностью донная продувка инертным газом обладает тогда, когда достигается наибольшая площадь контакта металла и пузырьков газа. Сочетание этих параметров является рациональным только для определенного типа агрегата с присущей ему гидродинамикой. Устройство, предназначенное для подачи газа отличается многообразием конструкций. Их выполняют в виде пористых пробок из огнеупорных материалов. Благодаря этому обеспечивается одновременный выход из продувочного устройства параллельных струй газовых пузырьков. Дополнительному дроблению газового потока способствует применение нескольких одновременно работающих продувочных пробок. В первую очередь это касается сталеразливочных ковшей. Напряженность производственной программы в сталеплавильном цеху вынуждает применение инертного газа на установках «ковш-печь». Здесь сконцентрирован целый ряд технологических приемов, выполнить которые в полном объеме удается только благодаря продувке металла инертным газом. Ставшее обычным применение продувки металла в промежуточном ковше является свидетельством того, что на одной из стадий технологического процесса не полностью реализуются рафинирующие возможности продувки. Резервом является режим продувки газа на установке «ковш-печь». Широкий диапазон изменения расхода газа (100-1000 л/мин) не удается полностью реализовать ввиду того, что перед началом разливки металла расход газа вынуждено сокращается. К этому времени все операции по легированию и раскислению закончены. Металл находится под слоем сформированного шлака. Из анализа литературных источников следует, что процесс рафинирования металла от неметаллических включений по времени превышает время пребывания металла на установке «ковш-печь». В процессе ожидания передачи металла на разливку расход инертного газа вынужденно сокращается. В первую очередь это связано с тем, что начинается процесс охлаждения металла в ковше. Минимизировать потери тепла удается реализуя поочередную подачу газа в разные продувочные пробки, при этом его расход не должен вызывать образование продувочных пятен, способствующих усилению охлаждения металла.
5. Вывод
Поэтому актуальной задачей является путем физического моделирования на прозрачной модели сталеразливочного ковша определение допустимого рационального расхода инертного газа для сохранения функций рафинирования и предотвращения потерь тепла в ковше перед началом разливки.
Список источников
- Явойский В.И., Дорофеев Г.А., Повх И.И. Теория продувки сталеплавильной ванны. – М.: Металлургия, 1974. – 495с.
- Охотский В.Б. Физико-химическая механика сталеплавильных процессов. – М.: Металлургия, 1993. – 150 с.
- Бойченко Б. М., Охотский В. Б., Харлашин П. С. Конвертерное производство стали. – Днепропетровск: РИА «Днiпро-ВАЛ», 2006. – 454 с.