
Реферат за темою випускної роботи
Содержание
- 1. Актуальність теми
- 2. Мета і завдання дослідження
- 3. Використання аргону і азоту
- 4. Застосування інертного газу
- 5. Висновок
- Список джерел
1. Актуальність теми
Рішення задач на цю вельми пріоріетни, так як вони зачіпають два таких важливих фактора виробництва, як: регулювання температури і інтенсивність подачі інертного газуРешение задач на эту весьма приориетны, так как они затрагивают два таких важных фактора производства, как : регулировка температуры и интенсивность подачи инертного газа.
2. Мета і завдання дослідження
Метою дослідження є аналіз шляхом використання літературних джерел і наявних знань впливу продувки інертними газами на технологію сталеплавильного виробництва, тим самим показати спектр використання інертних газів в сучасному конвертерному виробництві.
3. Використання аргону і азоту
метод підвищення якості металу, продування інертними газами отримала промислове поширення в міру розвитку способів отримання дешевого аргону в великих кількостях, як супутнього продукту при виробництві кисню. Як відомо, в повітрі близько 1% аргону. На кисневих станціях аргон виділяють при ректифікації рідкого повітря. З огляду на невеликі витрати аргону, при наявності на заводі калиткою кисневої станці обсяг попутно виходить при цьому аргону достатній для обробки великих кількостей стали. У тих країнах, де є запаси гелію, для продувки використовується також гелій. Для продувки металу, що не містить нітрідообразуюшіх елементів (хрому, титану, ванадію і т.п.), часто застосовують азот. В інтервалі 1550-1600 ° С процес розчинення азоту в рідкому залозі не отримує помітного розвитку. В СРСР для продувки металу широко використовуються і аргон і азот (зазвичай під терміном "продування інертними газами" розуміють застосування і аргону і азоту).
4. Застосування інертного газу
Сучасна технологія сталеплавильного виробництва широко використовує інертний газ на всіх етапах технологічного процесу. Газ застосовується при комбінованої продувки металу в конвертері. Подача його через дно конвертера забезпечує більш повну реалізацію окислення вуглецю в агрегаті. Останнім часом його застосування стало частиною нанесення захисного гарнісажу на футеровку при верхній продувці. Подача аргону або азоту через спеціальне продувні пристрій в дні ковша одночасно виконує дві функції: газ сприяє рівномірному розчиненню і розподілу феросплавів і легуючих елементів в обсязі металу ковша. Утворені при цьому неметалеві включення під впливом бульбашок успішно захоплюються частинками шлаку, сприяю очищенню металу. Схематично взаємодія бульбашки газу і рідини представлено на зображенні (рис. 1), причому лівий малюнок за даними Бойченко характеризує зародження, зростання і відрив бульбашки. Результатом його взаємодії є утворення спрямованих потоків металу, які сприяють його рафінування.
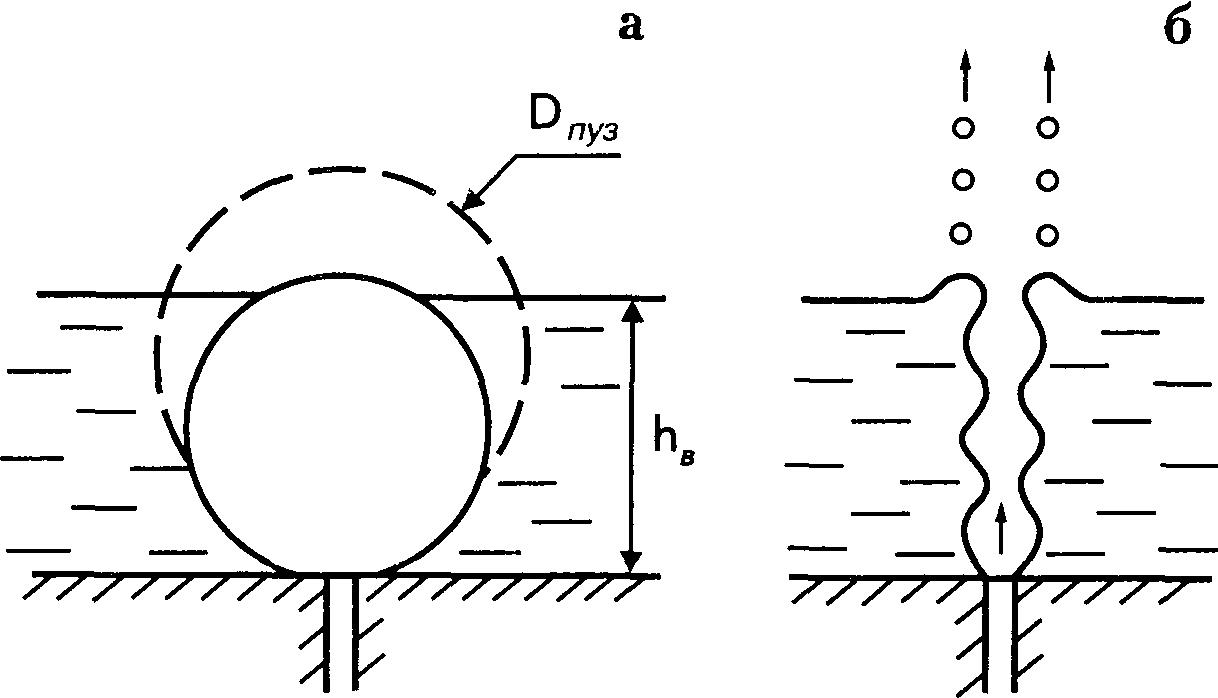
Малюнок 1 – Взаємодія бульбашки газу при донної продувці
Правий малюнок характеризує найменш ефективний з позиції рафінування режим продувки ванни. Найбільшою ефективністю донна продування інертним газом володіє тоді, коли досягається найбільша площа контакту металу і бульбашок газу. Поєднання цих параметрів є раціональним тільки для певного типу агрегату з властивою йому гидродинамикой. Пристрій, призначений для подачі газу відрізняється різноманіттям конструкцій. Їх виконують у вигляді пористих пробок з вогнетривких матеріалів. Завдяки цьому забезпечується одночасний вихід з продувочного пристрої паралельних струменів газових бульбашок. Додаткового дроблення газового потоку сприяє застосування декількох одночасно працюючих продувних пробок. В першу чергу це стосується сталерозливних ковшів. Напруженість виробничої програми в сталеплавильному цеху змушує застосування інертного газу на установках «ківш-піч». Тут сконцентрований цілий ряд технологічних прийомів, виконати які в повному обсязі вдається тільки завдяки продувке металу інертним газом. Що стало звичайним застосування продувки металу в проміжному ковші є свідченням того, що на одній зі стадій технологічного процесу не повністю реалізуються рафинирующие можливості продувки. Резервом є режим продувки газу на установці "ківш-піч». Широкий діапазон зміни витрати газу (100-1000 л / хв) не вдається повністю реалізувати з огляду на те, що перед початком розливання металу витрата газу змушене скорочується. До цього часу всі операції з легування і розкислення закінчені. Метал знаходиться під шаром сформованого шлаку. З аналізу літературних джерел випливає, що процес рафінування металу від неметалевих включень за часом перевищує час перебування металу на установці "ківш-піч». В процесі очікування передачі металу на розливання витрата інертного газу вимушено скорочується. В першу чергу це пов'язано з тим, що починається процес охолодження металу в ковші. Мінімізувати втрати тепла вдається реалізуючи послідовну подачу газу в різні продувальні пробки, при цьому його витрата не повинен викликати утворення продувних плям, які сприяють посиленню охолодження металу.
5. Висновок
Тому актуальним завданням є шляхом фізичного моделювання на прозорій моделі сталеразливочного ковша визначення допустимого раціонального витрати інертного газу для збереження функцій рафінування та запобігання втрат тепла в ковші перед початком розливання.
Список джерел
- Явойский В.И., Дорофеев Г.А., Повх И.И. Теория продувки сталеплавильной ванны. – М.: Металлургия, 1974. – 495с.
- Охотский В.Б. Физико-химическая механика сталеплавильных процессов. – М.: Металлургия, 1993. – 150 с.
- Бойченко Б. М., Охотский В. Б., Харлашин П. С. Конвертерное производство стали. – Днепропетровск: РИА «Днiпро-ВАЛ», 2006. – 454 с.