
Engineering and technical management of metallurgical enterprises
Currently, there is a rapid development of technology. There are more and more opportunities for carrying out certain operations, related to both everyday affairs, and in the fields of medicine, agriculture and metallurgy. Metallurgy is developing old ways of working with metals, but absolutely new technologies and methods are emerging.
The development of metallurgy is closely connected with the growing needs of mankind in metal, it is used everywhere: in residential buildings, in transport, in things created by humanity for convenience, for research, in the space industry, etc.
Only in 2015 in all countries around the world was released about 1622.80 million tons. become. And every year this figure increases. The largest steel producer is China. His share of produced steel is half of all products created on the planet.
In modern metallurgy, the main methods of steel smelting are oxygen-converter, open-hearth furnace and electric steel-smelting.
Electric steelmaking process Steel smelting in electric furnaces has a number of advantages in comparison with other steelmaking processes. The main advantages are the possibility of creating a high temperature in the smelting space of the furnace (more than 2000 ° C) and smelting of steel and alloys of any composition, the use of calcareous slag that promotes good metal purification from harmful impurities of sulfur and phosphorus.
To achieve an economic effect, all the mechanisms of the electric arc furnace must function smoothly. Maintenance of their working capacity is achieved by technical maintenance and repairs with the use of means and methods of technical diagnostics for the timely recognition of the state of parts and assemblies and the search for developing malfunctions. This determines the relevance of the research topic.
Animation 1 - The process of rotating the column. (The picture animation: Number of frames 8, size 134kb.)
The purpose of my work is to develop an algorithm for diagnosing the support ring of the lifting and rotating column of the arc of the arc furnace.
For this purpose the following tasks were set:
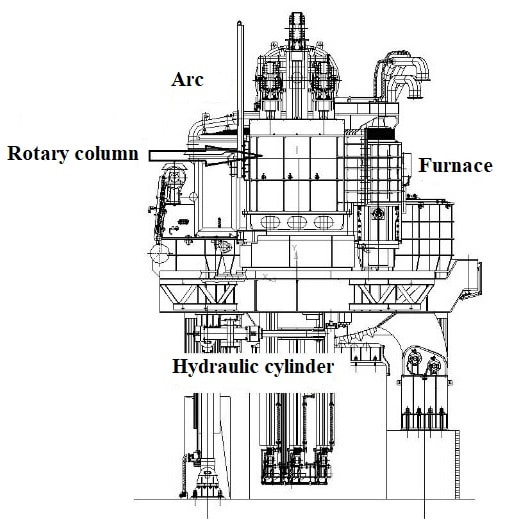
In the design of the mechanism for rotating the arc of the electric arc furnace, a support ring [1, 2] is frequently used on which a rotating column with a drive is installed with the help of a hydraulic cylinder (Figure 1).
a

b

c

d
Figure 1 - Scheme of the arrangement of the mechanism of the vault rotation relative to the designs of the electric arc furnace: a) view from the gas outlet; b) view from the working window; c) top view; d) support ring
Turning the vault at an angle of 70 ... 90 is carried out using a hydraulic cylinder, the rod of which is attached to the lever of the turntable (Figure 1d). The column is connected to the roof of the furnace, which has the possibility of vertical movement. For rotation of the column on the frame of the furnace platform, a three-row roller bearing swivel ring was installed (Figure 1c). The diameter of the support ring is 2.5 ... 3.5 m, the height is 150 ... 190 mm. Replacement of the support ring leads to a long shutdown of the steelmaking complex: usually the condition deteriorates suddenly, the ring manufacturing time for an individual order is 3 ... 4 months, the replacement time is 3 ... 5 days because of the need to dismantle and install the rotary column and all mechanisms located in it.
The most effective and promising method of obtaining steel at present is smelting in an electric arc furnace. The development of mechanical equipment of electric arc furnaces has led to almost complete failure of the electromechanical drive. In modern designs of furnaces the hydraulic drive predominates, to which advantages it is necessary to carry realization of forward movement, small speeds of movement, minimization of dynamic processes, creation of significant forces at small dimensions, possibility of stepless speed control. These advantages of the hydraulic drive make it possible to use them most fully in mechanisms: lifting and rotating the roof, tilting the furnace, moving the electrodes. At the same time, the problem arises of studying the operational properties of a hydraulic drive under specific conditions of metallurgical production. The article analyzes the characteristic damage to the mechanisms of a 120-ton electric arc furnace with a hydraulic drive to determine the directions for improving the reliability of this class of equipment
The main technical characteristics of the mechanism for rotating the arch of a 120-ton electric arc furnace: the angle of the arch is
![]() the rate of rotation of the arch is
the rate of rotation of the arch is
![]() ;
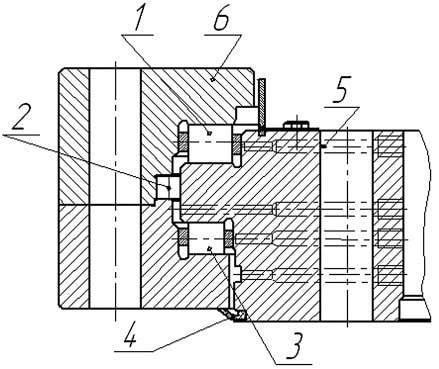
the mass of the arch is 50 tons. A three-row roller bearing bearing ring (figure 1) is installed to rotate the column with the vault on the frame of the furnace platform (figure 1) - the bearing. The furnace ovens are connected to the column and have the possibility of vertical movement. On the turntable there is also a mechanism for moving the electrodes and a mechanism for moving the arch.
;
the mass of the arch is 50 tons. A three-row roller bearing bearing ring (figure 1) is installed to rotate the column with the vault on the frame of the furnace platform (figure 1) - the bearing. The furnace ovens are connected to the column and have the possibility of vertical movement. On the turntable there is also a mechanism for moving the electrodes and a mechanism for moving the arch.

a
b
Figure 1 - Three-row roller bearing swivel ring of the casting tap a) general view; b) construction: 1 - supporting rollers; 2 - radial rollers; 3 - lock rollers; 4 - compaction; 5 - fixed ring; 6 - a movable ring.
Further visual inspection of the support bearing indicated the abrasive wear of the elements of the upper row of rollers, with no wear of the radial and locking rollers. On the surface of the support rollers, a film of coking products of the lubricant is fixed (Figure 3).

Figure 3 - Film of coking products of a lubricant
It is concluded that the wear of the support rollers is caused by the oxidation (coking) of the lubricant and the accumulation of wear products in the stagnant zone of the upper row of rollers. This led to an accelerated wear of the support rollers and their running tracks and an uneven distribution of forces between the rolling elements, which caused skewing of the rollers, stop rolling of the rolling bodies, deformation of the rollers of the upper row and damage to the separator (Figure 4).

Figure 4 - Damage to the separator and deformation of the rollers
Analysis of the pressure in the cavities of the hydraulic cylinder was carried out on the basis of the curves of the parameters of the movement of the arch provided by the automated control system. To monitor the change in pressure, the following traffic areas are selected: the beginning of the arch movement upon opening; the steady movement of the vault upon opening; the beginning of the movement of the vault upon closing; The steady movement of the vault upon closing. Control was carried out daily when choosing a random implementation of a single cycle of opening and closing the vault for one day. Figure 5 shows typical graphs of the movement parameters of the arch. Consideration of the curves presented allows us to identify a number of characteristic trends in the parameters.
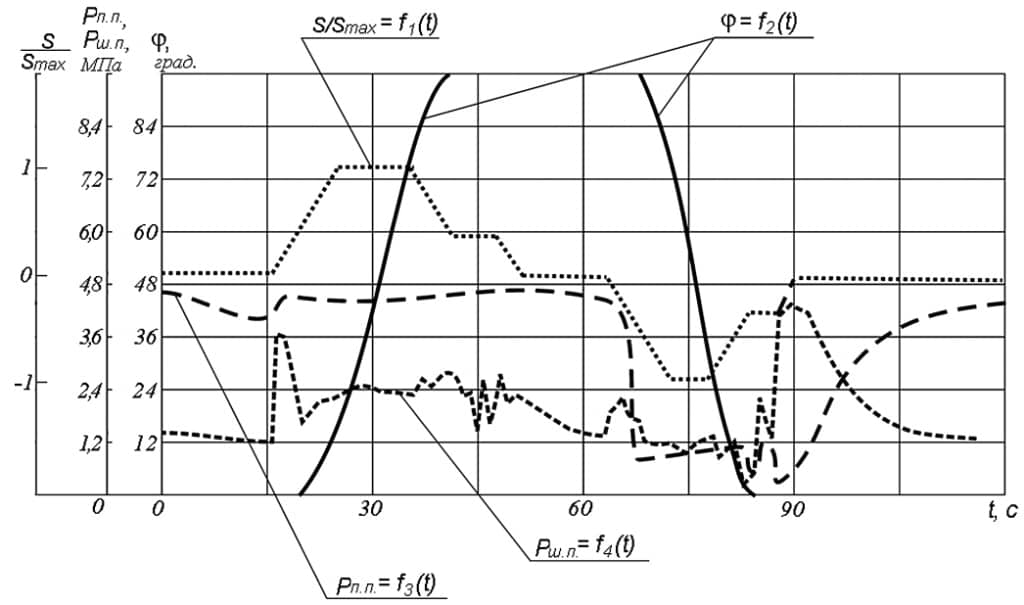
Figure 5 typical graphs of the parameters of the movement of the arch
The beginning of the movement of the arch at the opening is accompanied by an increase in pressure in the rod cavity, followed by a decrease in pressure at the beginning of the movement. This allows us to estimate the ratio between the coefficient of friction of rest and the coefficient of friction of motion in the bearing bearing ring. On average, these coefficients differ by a factor of two. Consideration of the change in pressure in the piston cavity indicates that this phenomenon is not observed when the roof is closed. This may be due to a short stop time when opening the roof and the absence of vibration vibrations from the burning arc. When the arch is stopped in the open position, dynamic oscillations associated with the compliance of the fastening elements are observed.
The pressure measurements carried out in October 2008 and January 2009 made it possible to establish that the pressure in the rod cavity for the starting point of the arch movement increased from 5.5 to 6.3 MPa, and for steady traffic from 2.4 to 3.2 MPa; The pressure in the piston cavity also increased from 8.0 to 9.5 MPa with the steady movement of the arch.
Based on these data, the force was calculated when opening the roof of the furnace - 159.5 ... 182.7 kN (when stalling) and 70.2 ... 91.6 kN (with steady motion); force when closing the arch - 392.0 ... 465.5 kN. Thus, the increase in pressure for the period October 2008 - January 2009 was 14 ... 18%. At the same time, the force required for closing is 2.5 times greater than the force at the opening of the arch, which may be a consequence of deviation from the verticality of the turntable and the base frame. The assumption of a deviation from the vertical axis of ![]() the rotary column was confirmed after analyzing the results of the geodetic survey.
the rotary column was confirmed after analyzing the results of the geodetic survey.
The value of the coefficient of resistance ![]() calculated on the basis of the obtained data exceeds the value of taken by the calculations more than 10 times. This allowed us to assert that irreversible changes occurred in the bearing assembly, and the technical state of its elements deviated from the normal one (it went into a different category).
calculated on the basis of the obtained data exceeds the value of taken by the calculations more than 10 times. This allowed us to assert that irreversible changes occurred in the bearing assembly, and the technical state of its elements deviated from the normal one (it went into a different category).
Based on these facts in May 2009, a planned replacement of the support ring was carried out, which confirmed the correctness of the accepted technique for monitoring its technical condition. The next 10-fold increase in the coefficient and, accordingly, the moment of resistance could indicate the emergency condition of the bearing ring.[7]
The initial data are the total vertical load Fa and the total tilting moment Mk (Figure 6a). Based on the empirical graph of permissible load values for the base 30,000 cycles (Figure 6b), the load factor fL for the vertical load Fa and the tipping moment Mk is determined:
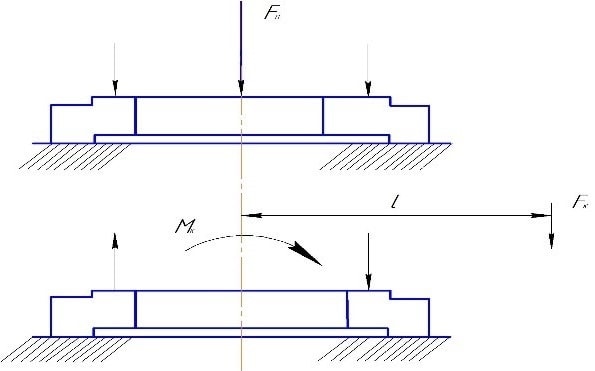
Figure 6a
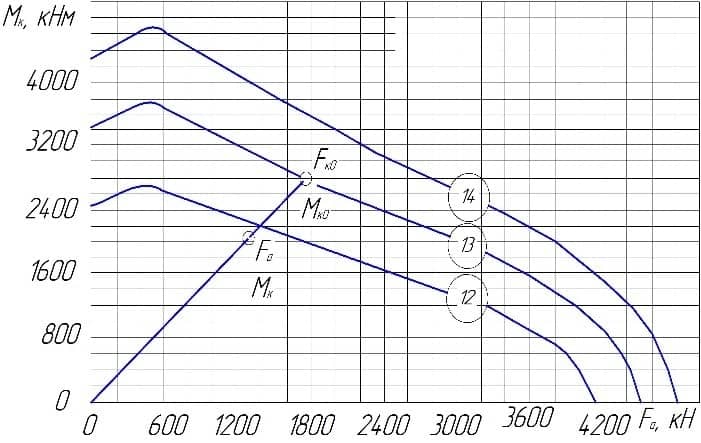
Figure 6b
Figure 6 - Scheme for determining the load factor of the support ring with the symbol 13: a) the location of the acting forces; b) a graph of permissible load values for different sizes of support rings with conventional symbols - 12, 13, 14
The obtained value was used to determine the service life of the support ring as an allowable number of work cycles, calculated by the formula:
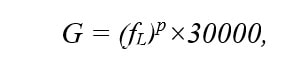
where p = 3 is the exponent.
This approach is typical for determining the durability of opaque rings operating in a continuous or a short-time, full-turn operation mode. The estimated service life for EAF-120 and DSP-50 conditions is 5.6 years and 48.2 years, respectively. The actual service life of the support rings was 4.2 years for EAF-120 and 3.1 years for EAF-50. If the discrepancy of 30% for EAF-120 is completely acceptable, then a 15-fold error for the conditions of EAF-50 shows that the technique does not take into account all the factors of the support ring operation as part of the vault rotation mechanism, in particular the limited rotation angle, significant cantilever load and impact of dynamic
The work of the support ring is associated with the impact of the cantilever load, frequent turns, one-sided heating from the arc furnace and a red-hot arch, dusty atmosphere and vibrations during the operation of the electric arc. It is promising to develop a calculation technique that takes into account the actual load distribution in the elements of the support ring [3] and the operational effects that reduce the durability [4]: increased temperature, vibration, increased friction and uneven load distribution between the rolling elements.
It has been found that prevailing in the support ring is impregnation and abrasive wear in a limited sector. The sequence of development of destruction is associated with violations of the lubrication regime and generally includes:
Rare lubrication (once every 2 ... 3 days) and elevated temperature of the support ring lead to coking lubrication[6]. The temperature measurements in the region of the support ring have shown values of 60 ... 800 C, which leads to oxidation of the lubricant. Control of the temperature of the support ring showed the advisability of using air cooling of the support ring in the summer period, ensuring a temperature decrease of 55 ... 600 C.
The exfoliated metal particles are present in the support ring due to the wear and tear of rolling bodies and running tracks resulting from variable loads and high pressures exceeding the endurance limit. Accumulation of wear products in the lubricant leads to intense abrasion. Secondary signs of damage development leading to wedging of the support ring are: damage and destruction of the separator, deformation and rotation of the rollers along the treadmill.
Determination of the patterns of distribution of loads in the elements of the support ring was carried out on the basis of the results of measurements of wear values. It is established that the bearing rings in the sector 90 ... 1200 do not have any signs of wear. Character of wear - one-type.
The wear of the upper swivel bearing support ring is located symmetrically with respect to the axis of the arch. The wear sector of the upper swivel bearing support ring is smaller and the wear depth is larger compared to the fixed ring. The relationship between wear and removal from the most stressed zone is linear.
The wear of the upper swivel bearing support ring is greater than the wear of the fixed ring. The upper row of the support rollers moved with slipping relative to the swivel ring. The relationship between wear and removal from the most stressed zone is linear and is expressed by the function:

where yB, yC - wear of the upper and middle rings; x is the angular coordinate.
The predominance of abrasive wear allows us to use the assumption of proportionality between the distribution of forces on the rolling bodies and the wear distribution diagram of the upper turning ring, in case abrasive wear predominates. Based on this assumption, the actual stresses in the contact zone are calculated. The values obtained are 1300 ... 1500 MPa in 2.5 ... 3.1 times less than the limit value of 4000 MPa specified in the standard [5].
The specific values of the sector and the depth of wear are different. However, the results of the calculation of the stresses in the contact zone showed that the maximum normal stresses had one level of values. Consequently, the static load could not serve as the reason for the appearance of an imprecision dyeing.
Vibration of the support ring varies with the frequency and shape of the oscillations according to the operation modes. These differences are associated with the technological periods of operation of the electric arc. The implementations for the melting stages are distinguished by a change in the amplitude values from 1.8 ... 3.0 ![]() in the finishing mode to 5.5 ... 14.2
in the finishing mode to 5.5 ... 14.2 ![]() at the beginning of melting. When the electric arc is operating, the values of the vibration velocity are fixed at 73
at the beginning of melting. When the electric arc is operating, the values of the vibration velocity are fixed at 73 ![]() in the span. Therefore, a decrease in the lifetime of the support ring as compared to the calculated one is associated with increased vibration and the appearance of a dynamic load. It is possible to estimate the value of the dynamic component by the formula:
in the span. Therefore, a decrease in the lifetime of the support ring as compared to the calculated one is associated with increased vibration and the appearance of a dynamic load. It is possible to estimate the value of the dynamic component by the formula:

where m is the mass of the rotary column
The compilation of the algorithm is diagnosed by the supporting ring of the electric arc furnace lifting and turning column has not been completed, it will be finally done in June 2018 of the Year. The full text of the work and materials on its topic can be obtained from the author or his supervisor.
Общая металлургия: учебник для вузов;Воскобойников В.Г., Кудрин В.А., Якушев А.М. - 6-изд., перераб и доп. - МИКЦ
Академкнига, 2005 - 768 с.
Металлургическая и горнорудная промышленность№1, 2006 г. - С. 99 - 102
Сталь. 2015 г. № 5. С. 71-75