


Реферат за темою випускної роботи
Зміст
- Введення
- 1. Основний зміст і результати роботи
- 2. Аналіз особливостей конструкції
- 3. Розробити комплексний технологічний процес
- 4.експеріментальная оцінка ерозійних руйнувань
- Висновки
- Список джерел
Вступ
В даній роботі виконано підвищення повного ресурсу ножів виробничого обладнання,які експлуатуються в умовах дії ерозійно-корозійних впливів середовища, за рахунок збільшення міжремонтного ресурсу і числа відновлених лез на основі комплексної ОУО, формуванням ФОП і необхідної структури технологічного процесу.
Сучасні леза ножів виготовляють зі спеціальних сплавів зі складною просторовою формою леза, при цьому вони мають тонкі вхідні та вихідні кромки. Лезо ножа - це одні з найбільш трудомістких виробів. Це обумовлено тим, що для їх виготовлення застосовуються складні технології і дорогі матеріали, а також використовується в одному обладнанні певну кількість ножів.
Для підвищення ресурсу та надійності роботи ножів виробничого обладнання застосовується цілий комплекс різних обробно-зміцнюючих операцій. Разом з тим, використовувані технології не дозволяють виключити постійно діючі нерівномірні руйнування поверхонь леза ножа, що виникають із-за ерозійно-корозійних впливів зовнішнього середовища
Нерівномірність ерозійно-корозійних руйнувань поверхонь леза ножа обумовлена ??її просторової формою і особливістю кінематики руху, дією частинок рідини і інших речовин. Руйнування леза зазвичай починається з вхідних кромки в зоні перетину вхідних і периферійної крайок.
1. Основний зміст і результати роботи
В роботі виконані дослідження особливостей ерозійно-корозійних раз-рушень ножів виробничого обладнання на поверхнях лез. Ці дослідження дозволили встановити, що при експлуатації обладнання покриття ножів руйнуються не рівномірно. Навіть при їх тривалої експлуатації частина покриття залишається на поверхнях лез. Причому в процесі експлуатації леза, в місцях повного руйнування покриття, відбувається інтенсивне руйнування основного матеріалу леза (тіла) ножа тоді як в зонах, де покриття не зруйновано основний матеріал леза не береться руйнувань. Ці процеси нерівномірного корозійно-ерозійного руйнування призводять, в ряді випадків, до втрати ремонтопридатності ножів.
Для реалізації покриттів розроблений алгоритм синтезу комплексного техно-логічного процесу виконання ФОП на леза ножів виробничого обладнання. Тут, технологічний процес має два зворотних циклу для нанесення покриттів на леза. Для виконання комплексного технологічного процесу для кожного леза виконується три етапи. В роботі виконано структурний синтез універсального комплексного технологічного процесу обробно-зміцнюючої обробки ножів. На базі цієї структури проводиться вибір конкретних варіантів процесів для відновлення лез ножів з ФОП. При цьому кожен раз перед напиленням покриття виконувалися операції полірування й ультразвукового очищення поверхонь ножів.
В роботі виконано порівняльна експериментальна оцінка ерозійних руйнувань вакуумних іонно-плазмових покриттів лез ножів.
2. Аналіз особливостей конструкції
Нерівномірність ерозійно-корозійних руйнувань поверхонь леза ножа обумовлена ??її просторової формою і особливістю кінематики руху, дією частинок рідини і інших речовин. Руйнування леза зазвичай починається з вхідних кромки в зоні перетину вхідних і периферійної крайок.
Для підвищення працездатності і ремонтопридатності ножів виробничого обладнання в умовах дії нерівномірних ерозійно-корозійних впливів середовища для лез реалізовані на базі принципу повного одноразового руйнування покриття по всій поверхні леза.
Це дозволить наступне:
1. Виключити руйнування основного матеріалу леза в умовах нерівномірного дії ерозійно-корозійного зносу, по поверхні леза ножа.
2. Підвищити ресурс роботи обладнання до капітального ремонту за рахунок підвищення експлуатаційного потенціалу ФОП до граничного значення.
3. Забезпечити можливість багаторазового використання леза за рахунок багаторазового їх відновлення в процесі експлуатації.
4. Зменшити тривалість видалення залишкового покриття з поверхонь ножів за рахунок забезпечення одноразової повного руйнування покриття в процесі експлуатації.
5. Застосувати новий підхід у підвищенні ресурсу
Комплексний технологічний процес реалізації функціонально-орієнтованих покриттів ножів складається з трьох етапів (рис. 1). На рис. 1 наведено граф комплексного технологічного процесу реалізації ФОП на леза ножів. На II етапі технологічного процесу виконуються наступні операції: полірування, ультразвукова обробка і напилення i-го ФОП. На графі стрілками показана пряма і зворотна послідовність виконання операцій технологічного процесу. Тут перед кожним i-м процесом реалізації ФОП необхідно виконувати процес полірування та ультразвукової обробки попередньої поверхні покриття для забезпечення адгезії матеріалу леза з покриттям і когезії між собою різних покриттів.

Рисунок 1 – Граф комплексного технологічного процесу реалізації ФОП на леза ножів виробничого обладнання.
.3. Розробити комплексний технологічний процес
Комплексний технологічний процес реалізації функціонально-орієнтованих покриттів ножів складається з трьох етапів (рис. 1). На рис. 1 наведено граф комплексного технологічного процесу реалізації ФОП на леза ножів. На II етапі технологічного процесу виконуються наступні операції: полірування, ультразвукова обробка і напилення i-го ФОП. На графі стрілками показана пряма і зворотна послідовність виконання операцій технологічного процесу. Тут перед кожним i-м процесом реалізації ФОП необхідно виконувати процес полірування та ультразвукової обробки попередньої поверхні покриття для забезпечення адгезії матеріалу леза з покриттям і когезії між собою різних покриттів.
Для реалізації покриттів розроблений алгоритм синтезу комплексного техно-логічного процесу виконання ФОП на леза ножів виробничого обладнання. Тут, технологічний процес має два зворотних циклу для нанесення покриттів на леза. Для виконання комплексного технологічного процесу для кожного леза виконується три етапи. В роботі виконано структурний синтез універсального комплексного технологічного процесу обробно-зміцнюючої обробки ножів. На базі цієї структури проводиться вибір конкретних варіантів процесів для відновлення лез ножів з ФОП. При цьому кожен раз перед напиленням покриття виконувалися операції полірування й ультразвукового очищення поверхонь ножів.
Оскільки автомати Мура є важливою частиною цифрових систем, проблеми їх синтезу, аналізу, мінімізації та реалізації були широко досліджені як американськими, європейськими, японськими вченими, так і вітчизняними фахівцями. питанням реалізації цифрових пристроїв за допомогою FPGA і Verilog HDL також присвячений ряд робіт, в основному, дослідників західної школи.
4. експериментальна оцінка ерозійних руйнувань
В роботі виконано порівняльна експериментальна оцінка ерозійних руйнувань вакуумних іонно-плазмових покриттів лез ножів. Аналіз отриманих результатів дозволив встановити, що величина ерозійного руйнування покриття по його товщині знаходиться в прямій пропорційній залежності від часу зносу (рис. 2).
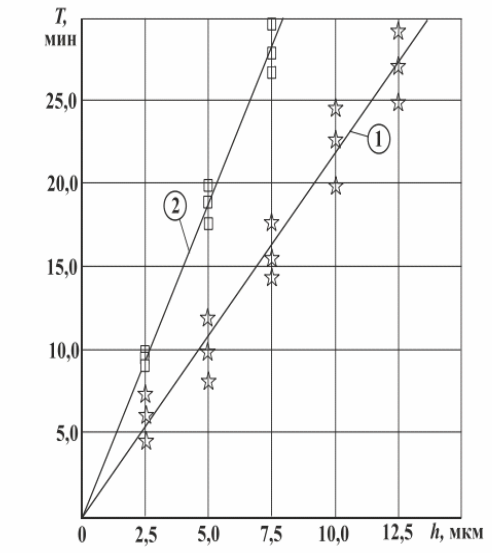
Ріс.2 Залежність тривалості зносу руйнувань від його товщини: 1 абразивно полировальна, 2 абразивно-струйнева обробка
Анімація - пряма пропорційна залежність
де Ax- напрацювання леза ножа до її відновлення (годину);
xh - товщина покриття в заданій зоні лопатки компресора (hxmax = 14 мкм для першого ступеня);
k1, k2 - коефіцієнти нерівномірності зносу покриття на поверхні леза ножа.
Висновки
Таким чином, в роботі виконано аналіз лез ножів з ФОП працюючих в умовах змінного ерозійно-корозійного його зносу. Розроблене технологічне забезпечення дозволяє формувати структуру технологічного процесу для реалізації ФОП лез ножів, експлуатуються в умовах дії змінюються по поверхні ерозійно-корозійних руйнувань леза. А також виконані експериментальні дослідження показали, що процес ерозійних руйнувань ФОП лез підкоряється закону прямої пропорційної залежності від тривалості впливів середовища.
Перелік посилань
- Михайлова Е.А., Михайлов Д.А. Технологическое обеспечение нанесения вакуумних ионно-плазменных покрытий на внутренние цилиндрические поверхности изделий // Сборник трудов международной научно-технической конференции «Технологии и техника автоматизации - 2009». – Ереван: ГИУА, 2010. С. 19-22.
- Михайлов А.Н., Михайлов Д.А., Недашковский А.П. Особенности полировки лопаток ГТД с эрозионно-коррозионными разрушениями вакуумных ионно-плазменных покрытий под напыление нового покрытия / Прогресивні технології і системи машинобудування: Міжнародний зб. наукових праць. – Донецьк: ДонНТУ, 2014. Вип. 1 (47). С. 207 - 212,
- Михайлов А.Н., Михайлов Д.А., Грубка Р.М., Петров М.Г., Повышение долговечности деталей машин на базе функционально-ориентированных покрытий / Наукоемкие технологии в машиностроении. – М.: Машиностроение, №7. 2015. С. 30-39.
- Патент України на винахід № 94961. B23P 15/00. Лопатка газотурбінногодвигуна. // Михайлов О.М., Недашковський О.П. Михайлова О.О., Михайлов Д.О. Дата подання заявки 05.07.2010, БИ №7 від 11.04.2011. – 5 с
- Mikhaylov A., Mikhaylov D., Mikhaylova E., Petryaeva I, Navka I. Designing peculiarities and classification of composite technologies in mechanical engineering //Applied Mechanics and Materials Vol. 371 (2013) pp 8-12 © (2013) Trans Tech Publications, Switzerland doi:10.4028/www.scientific.net/AMM.371.8. 8.
- Михайлов Д.А. Синтез структурного обеспечения вакуумных ионноплазменных установок для напыления покрытий лопаток газотурбинных двигателей Прогресивні технології і системи машинобудування: Міжнародний зб. наукових праць. – Донецьк: ДонНТУ, 2013. Вип. 1, 2 (46). С. 212 - 221.
- Михайлов Д.А. Структура и производительность установок для напыления нитрид титановых покрытий лопаток газотурбинных двигателей. / Les problemes contemporains de la technosphere et de la formation des cadres d’ingenieurs // Recueil des exposes des participants de la VII Conference internationale scientifique et methodique a Sousse du 08 au 17 octobre 2013. – Donetsk: UNTD, 2013. Р. 169-172.
- Михайлов А.Н., Михайлов Д.А., Недашковский А.П. Особенности полировки лопаток ГТД с эрозионно-коррозионными разрушениями вакуумных ионноплазменных покрытий под напыление нового покрытия / Прогресивні технології і системи машинобудування: Міжнародний зб. наукових праць. – Донецьк: ДонНТУ, 2014. Вип. 1 (47). С. 207 - 212.
- Михайлов Д.А., Недашковский А.П., Ивченко Т.Г. Технологические особенности восстановления лопаток компрессора ГТД с применением функционально-ориентированных покрытий/ Прогресивні технології і системи машинобудування: Міжнар. зб. наукових праць. – Донецьк: ДонНТУ, 2014. Вип. 1 (47). С. 213 - 224.
- Михайлов Д.А. Некоторые особенности полировки криволинейных поверх- ностей лопаток ГТД из титановых сплавов / Прогресивні технології і системи маши- нобудування: Міжнародний зб. наукових праць. – Донецьк: ДонНТУ, 2014. Вип. 3 (49). С. 120 - 227.
- Михайлов Д.А. Основные особенности эксплуатации лопаток компрессора ГТД и классификация их эксплуатационных функций / Прогресивні технології і сис- теми машинобудування: Міжнародний зб. наукових праць. – Донецьк: ДонНТУ, 2014. Вип. 4 (50). С. 121 - 127.
- Михайлов Д.А., Братан С.М., Ивченко Т.Г., Харуби Х. Основные особен- ности и механизм отделочной обработки криволинейных поверхностей лопаток ГТД / Les problemes contemporains de la technosphere et de la formation des cadres d’ingenieurs // Recueil des exposes des participants de la VIII Conference internationale scientifique et methodique a Hammamet (Tunisie) du 28 septembre au 05 octobre 2014. – Donetsk: UICM, 2014. Р. 69-76.
- Ivchenko T., Boguslavskiy V., Petryaeva I., Mihaylov D. Estimation of Possibilities of the Productivity Rise at Turning of Hard / Advanced Materials Research. Vol. 1036, 2014. Trans Tech Publications, Switzeland. pp 355-359. Doi: 4028/www.scientific.net /AMR.1036.365.
- Slatineanu L., Coteata M., Dodun O., Mikhaylov D., Nedelcu D. Electrical Discharge Machining Behavior of Titanium Nitride Coating / International Journal of Applied Ceramic Technology. Manuscript ID: ACT – 2118, 2012. P. 1 – 28.
- Mikhailov D., Lakhin A., Mikhailov A.. Technological features of GTE compressors blades restoration by using the function-oriented coating // International Journal of Innovative and Information Manufacturing Technologies, SHEI. - Donetsk: Donetsk National Technical University, ISSN 2311-6765, №2, 2015. P.41-48
- Михайлов А.Н., Михайлов Д.А., Грубка Р.М., Петров М.Г., Повышение долговечности деталей машин на базе функционально-ориентированных покрытий / Наукоемкие технологии в машиностр. – М.: Машиностроение, №7. 2015. С. 30-39.
- Михайлов Д.А., Хандожко А.В., Шейко Е.А., Михайлов А.Н. Общий под- ход в обеспечении функционально-ориентированных свойств лопаток компрессора ГТД на базе принципа единовременного полного износа покрытия / Прогрессивные технологии и системы машиностроения: Международный сб. научных трудов. – До- нецк: ДонНТУ, 2015. Вип. 4 (50). С. 132 - 139.
- Ивченко Т.Г., Михайлов Д.А, Михайлов А.Н., Толстых С.В. Особенности обеспечения функционально-ориентированных свойств лопаток компрессора ГТД / Инженер. Междунар. студ. научно-техн. журнал. – Донецк: ДонНТУ, 2015. С. 48-56.