
Реферат по теме выпускной работы Система управления скоростными режимами реверсивного прокатного стана
Содержание
- Введение
- 1. Актуальность темы
- 2. Обзор прокатного производства
- 2.1. Прокатное производство. Общие определения и понятия.
- 2.2. Классификация процессов прокатки
- 2.2.1. Продольная прокатка
- 2.2.2. Поперечная прокатка
- 2.2.3. Поперечно–винтовая прокатка
- 2.3. Прокатный стан
- 2.3.1. Классификация и устройство прокатных станов
- 3.Автоматизация процесса прокатки.
- Список источников
Введение
Реверсивные прокатные станы являются высокопроизводительными металлургическими агрегатами, определяющими эффективность всей технологической цепи горячей прокатки до получения готового продукта. В связи с этим, их системы управления должны обеспечивать высокую производительность и эксплуатационную надежность электрического и механического оборудования.
Автоматизированная система управления технологическим процессом прокатки на участке реверсивного стана включает в себя три взаимосвязанных и структурно согласованных между собой подсистемы, осуществляющих информационные функции и функции управления. При этом не ставится задача обеспечения полного автоматического управления участком без участия оператора, что объясняется особенностями технологии и конструкции механизмов, требующих визуального контроля за правильностью выполнения операций и изменения стратегии управления в зависимости от ситуаций, возникающих в процессе управления.
К задачам автоматизации относится реализация отдельных операций, обеспечивающих соблюдения технологии прокатки, улучшение условий труда оператора и предотвращение возникновения аварийных режимов. Так например, автоматизированная система управления скоростными режимами (АСУ СР) выполняет функции совместного управления раскатными, рабочими рольгангами и главным приводом с согласованием скоростей при использовании одного задающего аппарата (командоконтроллера). Подача и захват металла осуществляются на пониженной скорости захвата. Далее следует автоматическое увеличение скорости главного привода до заданного программой прокатки значения, а затем снижение ее до скорости выброса (при этом рассчитывается текущее значение непрокатанной части заготовки с помощью фотодатчиков положения конца заготовки и импульсного датчика, установленного на приводе валков).
Автоматизированная система управления нажимным устройством (АСУ НУ) обеспечивает автоматическую установку верхнего валка в соответствии с заданной программой прокатки при счете числа пропусков.
1. Актуальность темы
Объектом исследования является система управления реверсивнымпрокатным станом.С развитием средств вычислительной техники обеспечивается возможность повышения производственной и эксплуатационной надежности высокопроизводительных металлургических агрегатов и оборудования. Улучшается информационное обеспечение производственного процесса, например обеспечивается непрерывный контроль всех параметров прокатки. Для реализации таких функций используются как специализированные устройства, так и универсальные логические контроллеры. В магистерской работе рассмотрен пример реализации системы управления скоростными режимами реверсивного прокатного стана на базе программируемого логического контроллера VIPA. Актуальность темы также обусловлена тем, что при проведении модернизации как правило происходит переход от аналоговых систем управления к дискретным. Это требует проведения предварительных проектно–конструкторских разработок для обеспечения максимальной эффективности.
2. Обзор прокатного производства
2.1. Прокатное производство. Общие определения и понятия.
Прокатка – процесс пластического деформирования тел на прокатном стане между вращающимися приводными
валками (часть валков может быть неприводными). Слова приводными валками
означают, что энергия, необходимая
для осуществления деформации, передается через валки, соединённые с двигателем прокатного стана. Деформируемое
тело можно протягивать и через неприводные (холостые) валки, но это будет не процесс прокатки, а процесс волочения.
Прокатка относится к числу основных способов обработки металлов давлением. Прокаткой получают изделия (прокат)
разнообразной формы и размеров. Как и любой другой способ обработки металлов давлением прокатка служит не только
для получения нужной формы изделия, но и для формирования у него определенной структуры и свойств [3].
2.2. Классификация процессов прокатки
Процессы прокатки классифицируют по следующим признакам [3]:
- по температуре проведения процесса прокатку делят на горячую (температура металла при реализации процесса выше температуры рекристаллизации) и холодную (температура металла ниже температуры рекристаллизации). Также имеет место так называемая теплая прокатка – обработка в области промежуточных температур;
- по взаимному расположению осей валков и полосы различают продольную (ось прокатываемой полосы перпендикулярная осям валков),
поперечную (ось прокатываемой полосы параллельна осям валков) и поперечно-винтовую или
косую
прокатку (оси валков находятся под некоторым углом друг к другу и к оси прокатываемой полосы; - по характеру воздействия валков на полосу и условиям деформации прокатка бывает симметричной и несимметричной. Симметричной прокаткой называют процесс при котором воздействие каждого из валков на прокатываемую полосу является идентичным. Если это условие нарушается процесс следует отнести к несимметричному;
- по наличию или отсутствию внешних сил приложенных к концам полосы выделяют свободную и несвободную прокатку. Прокатка называется свободной если на полосу действуют только силы, приложенные со стороны валков. Несвободная прокатка осуществляется с натяжением или подпором концов полосы.
2.2.1. Продольная прокатка
Способ продольной прокатки является наиболее распространенным. При продольной прокатке полоса подводится к валкам, вращающимся в разные стороны, и втягивается в зазор между ними за счет сил трения на контактной поверхности. Полоса обжимается по высоте и принимает форму зазора (калибра) между валками. При этом способе прокатки полоса перемещается только вперед, то есть совершает только поступательное движение. В зависимости от калибровки валков форма поперечного и продольного сечения проката может быть разной. Таким способом получают листы, плиты, ленту, фольгу, сортовой прокат, периодические профили, гнутые профили и др.
Рисунок 2.1 – Схематическое изображение работы клети и обработки металла давлением
(анимация:17 кадров, 6 циклов, 88 килобайт)
Продольная прокатка – прокатка, при которой деформация обрабатываемого изделия происходит между валками, вращающимися в противоположных направлениях и расположенными в большинстве случаев параллельно один другому. Силы трения, возникающие между поверхностью валков и прокатываемым металлом, втягивают металл в межвалковое пространство.
При этом металл подвергается пластической деформации [3]:
- высота его сечения уменьшается;
- длина и ширина увеличиваются.
2.2.2. Поперечная прокатка
При поперечной прокатке обрабатываемое тело (цилиндрической формы) помещается в зазор между двумя валками вращающимися в одну сторону и получает вращательное движение за счет сил трения на контактной поверхности. Деформация тела происходит при встречном сближении валков. В продольном направлении обрабатываемое тело не перемещается (если нет специальных тянущих устройств). Поперечная прокатка используется для изготовления валов, осей, втулок и других тел вращения.
2.2.3. Поперечно–винтовая прокатка
Поперечно-винтовая прокатка занимает промежуточное положение между продольной и поперечной. Этот способ широко используется для получения полых трубных заготовок (гильз). Обрабатываемое тело (цилиндрической формы) проходя между валками, вращается и одновременно совершает поступательное движение, то есть каждая точка тела (за исключением расположенных на его оси) движется по винтовой траектории.
2.3. Прокатный стан
Прокатный стан – комплекс оборудования, в котором происходит пластическая деформация металла между вращающимися валками. В более широком значении – система машин, выполняющая не только прокатку, но и вспомогательные операции:
- транспортирование исходной заготовки со склада к нагревательным печам и к валкам стана,
- передачу прокатываемого материала от одного калибра к другому;
- кантовку;
- транспортирование металла после прокатки;
- резку на части;
- маркировку или клеймение;
- правку;
- упаковку;
- передачу на склад готовой продукции и др.
2.3.1. Классификация и устройство прокатных станов
Главный признак, определяющий устройство – его назначение в зависимости от сортамента продукции или выполняемого технологического процесса. По сортаменту продукции станы разделяют на:
- заготовочные, в том числе станы для прокатки слябов и блюмов;
- листовые и полосовые;
- сортовые, в том числе балочные и проволочные;
- трубопрокатные;
- деталепрокатные (бандажи, колёса, оси и т.д.).
По технологическому процессу делят на следующие группы:
- литейно-прокатные (агрегаты);
- обжимные (для обжатия слитков), в том числе слябинги и блюминги;
- реверсивные одноклетевые;
- тандемы;
- многоклетевые;
- непрерывные;
- холодной прокатки.
Прокатный стан – машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки, в более широком значении — автоматическая система или линия машин (агрегат), выполняющая не только прокатку, но и вспомогательные операции: транспортирование исходной заготовки со склада к нагревательным печам и к валкам стана, передачу прокатываемого материала от одного калибра к другому, кантовку, транспортирование металла после прокатки, резку на части, маркировку или клеймение, правку, упаковку, передачу на склад готовой продукции и др.
3. Автоматизация процесса прокатки
В последней четверти прошлого столетия в странах с передовой технологией были сформулированы принципиально новые концепции развития систем управления технологическими комплексами и производственными системами. Предпосылками к этому стали устойчивая тенденция увеличения дискретных методов обработки информации и информационного обмена. Эти средства могут непосредственно не затрагивать традиционные области автоматизации:датчики, приводы , регуляторы , но могут менять структуру систем автоматизации в целом.[4]
В период бурного развития микропроцессорной техники ( 80–е годы 20 века) было разработано и внедрено в различных отраслях промышленности огромное количество технических устройств для систем автоматического управления с жесткой логической структурой,обладавших вполне удовлетворительными характеристиками. Вместе с тем становилось ясно, что только использование перепрограммируемых и универсальных устройств обеспечит будущее технических средств автоматики. На этом этапе произошло разделение путей развития систем управления на две линии:
- на основе универсальных ЭВМ;
- на основе простых ЭМВ заточенных под определенные задачи и обеспечивающих максимальную эффективности в рамках именно этой задачи.
Разумное сочетание указанных технических решений обеспечивает высокое качество систем автоматического управления. Для современных систем управления технологическими объектами наряду с развитием и совершенствованием традиционных средств автоматизации характерно широкое использование готовых стандартизированных аппаратных и программных технологий.
Структура управления главным приводом прокатного стана состоит из трех основных частей (рис 3.1):
- Подсистема управления скоростными режимами;
- Подсистема контроля параметров;
- Подсистема регулирования координат электропривода.
Целью магистерской работы является реализация подсистемы управления скоростными режимами реверсивного прокатного стана на базе ПЛК Vipa. Для этого необходимо разработать алгоритмы и программное обеспечение, реализующие следующие функции:
- Задание массивов исходных данных в соответствии с технологическим режимом прокатки;
- Ввод данных о текущих параметрах работы оборудования и сигнала задания на скорость от оператора;
- Выбор уровня сигнала задания скорости главного привода в соответствии с текущими условиями;
- Формирование диаграммы изменения требуемого значения скорости привода во времени.

Рисунок 3.1 – Структура системы управления главным приводом прокатного стана
В системах автоматизации довольно часто приходится вводить массив данных либо таблицу заданных значений. Такая задача возникает, например, при автоматизации отопительной системы, когда от датчика приходит значение температуры, а по таблице данных контроллер должен поддерживать требуемую температуру воды в системе. Аналогичная задача существует при выборе допустимой скорости прокатки на реверсивном прокатном стане в зависимости от номера прохода.
Рассмотрим задачу задания массивов данных для решения задач автоматизации прокатного стана. Заданные значения максимально допустимых скоростей прокатки в зависимости от номера прохода представлены в таблице 3.1.
Таблица 3.1 Допустимые скорости прокатки.
| № | Скорость прокатки м/с | Скорость прокатки об/мин |
| 1 | 2.8 | 47.5 |
| 2 | 4.6 | 78.5 |
| 3 | 3.2 | 55.3 |
| 4 | 4 | 72.6 |
| 5 | 4.2 | 76.6 |
| 6 | 4.4 | 90 |
| 7 | 3.7 | 66 |
| 8 | 3.9 | 65.3 |
| 9 | 4 | 81.1 |
| 10 | 4.2 | 90 |
| 11 | 3.7 | 90 |
| 12 | 4.2 | 90 |
| 13 | 4 | 70.9 |
Входной сигнал в данном случае представляет собой целое число, соответствующее номеру прохода. Для решения этой задачи необходимо создать 13 сегментов кода, как показано на рис. 3.3 с отличием в табличных значениях. Переменная М2–задает численное значение равное номеру прокатки от 1 до 13 .Меркер МD50–данные о номере прокатки, которые приходят от внешнего устройства. Переменная M1–табличное значение скорости, которое рассчитывается в эквиваленте 16384 ед. – это 100% и соответственно 0 это 0%.Вывод выбранного значения допустимой скорости на периферию осуществляется как показано на рис. 3.4.
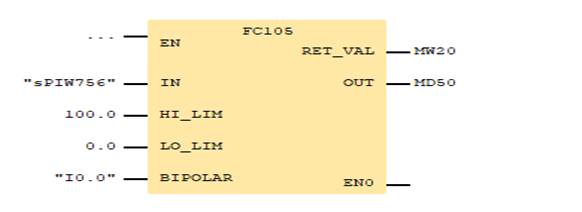
Рисунок 3.2–Ввод данных о номере прокатки
На сегменте (рис. 3.2)выполняется сравнение данных приходящих с датчика с табличными значениями для дальнейшей передачи. Количество таких сегментов соответствует числу строк таблицы 3.1.
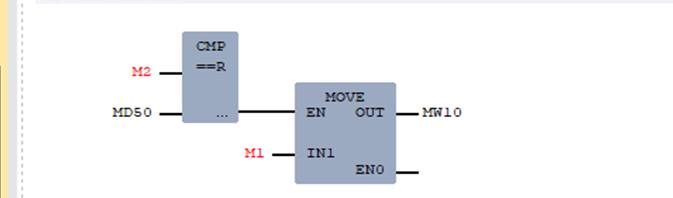
Рисунок 3.3 – Сравнение реальных значений с табличными
При сравнении всех 13 сегментов, один из них должен срабатывать, и выдавать на последний сегмент необходимое значение соответствующие таблице. Далее это значение выводиться на периферию и на исполнительные механизмы как показано на рис.3.4
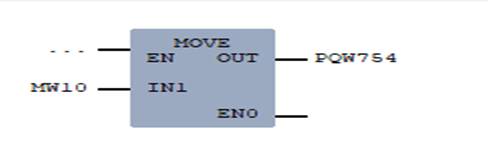
Рисунок 3.4– Вывод значения на периферийные устройства управления
Таким образом, табличные значения заданных параметров могут быть занесены в программируемые логические контроллеры, что позволяет автоматизировать функцию их выбора и улучшить условия работы операторов технологического процесса.
Список источников
- ПЛК Vipa [Электронный ресурс]. Режим доступа: Yaskawa Vipa Controls .
- Федоряк Р., Лейковский К., Светличный А. Система контроля технологии и управления скоростными режимами прокатного стана// Современные технологии автоматизации. — 2001. — № 1.
- Редакционная статья, прокатное производство, 2013 г.
Режим доступа: Международное изданиеMetallurgical and Mining Industry
. - А.А.Восканьянц Автоматизированное управление процессами прокатки: Учеб. пособие/А.А.Восканьянц; Московский гос.техн. ун-т им. Н.Э.Баумана - М.: МГТУ им Н.Э.Баумана, 2010.- 85 с.
- Pазработка математической модели взаимосвязанных электромеханических систем черновой группы прокатного стана. Андрюшин И. Ю., Шубин А. Г., Гостев А. Н./Электротехнические системы и комплексы. Вып. № 3 (24) 2014 г. - С 24–30.
- Бычков В.П. Электропривод и автоматизация металлургического производства. Учеб. пособие для вузов, 1977, 391 с.
- Фединцев В.Е. Электрооборудование цехов ОМД. Ч.2. Электропривод прокатных станов и вспомогательных механизмов цехов ОМД: Учеб. Пособие.-М.:МИСиС, 2005. - 119 с.