
Реферат по темі випускної роботи Система управління швидкісними режимами реверсивного прокатного стану
Зміст
- Введення
- 1. Актуальність теми
- 2. Огляд прокатного виробництва
- 2.1. Прокатне виробництво. Загальні визначення та поняття.
- 2.2. Класифікація процесів прокатки
- 2.2.1. Поздовжня прокатка
- 2.2.2. Поперечна прокатка
- 2.2.3. Поперечно–гвинтова прокатка
- 2.3. Прокатний стан
- 2.3.1. Класифікація і пристрій прокатних станів
- 3.Автоматізація процесу прокатки.
- Перелік посилань
Введення
Реверсивні прокатні стани є високопродуктивними металургійними агрегатами, що визначають ефективність всього технологічного ланцюга гарячої прокатки до отримання готового продукту. У зв'язку з цим, їх системи управління повинні забезпечувати високу продуктивність і експлуатаційну надійність електричного і механічного обладнання.
Автоматизована система управління технологічним про- процесом прокатки на ділянці реверсивного стану включає в себе три взаімо¬связанних і структурно узгоджених між собою підсистеми, які здійснюють інформаційні функції і функції управління. При цьому не ставиться завдання забезпечення повного автоматичного управління ділянкою без участі оператора, що пояснюється особливостями технології та конструкції механізмів, що вимагають візуального контролю за правильністю виконання операцій і зміни стратегії управління в залежності від ситуацій, що виникають в процесі управління.
До завдань автоматизації відноситься реалізація окремих операцій, що забезпечують дотримання технології прокатки, поліпшення умов праці оператора і запобігання виникненню аварійних режимів. Так наприклад, автоматизована система управління швидкісними режимами (АСУ СР) виконує функції спільного управління розкатними, робочими рольгангами і головним приводом з узгодженням швидкостей при використанні одного задає апарату (командоконтроллера). Подача і захоплення металу здійснюються на зниженій швидкості захоплення. Далі слід автоматичне збільшення швидкості головного приводу до заданого програмою прокатки значення, а потім зниження її до швидкості викиду (при цьому розраховується поточне значення непрокатанной частини заготовки за допомогою фотодатчиків положення кінця заготовки та імпульсного датчика, встановленого на приводі валків).
Автоматизована система управління натискним пристроєм (АСУ НУ) забезпечує автоматичну установку верхнього валка відповідно до заданої програми прокатки при рахунку числа пропусків.
1. Актуальність теми
Об'єктом дослідження є система управління реверсівнимпрокатним станом. З розвитком засобів обчислювальної техніки забезпечується можливість підвищення виробничої та експлуатаційної надійності високопродуктивних металургійних агрегатів і устаткування. Поліпшується інформаційне забезпечення виробничого процесу, наприклад забезпечується безперервний контроль всіх параметрів прокатки. Для реалізації таких функцій використовуються як спеціалізовані пристрої, так і універсальні логічні контролери. У магістерській роботі розглянуто приклад реалізації системи управління швидкісними режимами реверсивного прокатного стану на базі програмованого логічного контролера VIPA. Актуальність теми також обумовлена тим, що при проведенні модернізації як правило відбувається перехід від аналогових систем управління до дискретним. Це вимагає проведення попередніх проектно-конструкторських розробок для забезпечення максимальної ефективності.
2. Огляд прокатного виробництва
2.1. Прокатне виробництво. Загальні визначення та поняття.
Прокатка – процес пластичного деформування тел на прокатному стані між обертовими привідними
валками (частина валків може бути неприводними). Слова приводними валками
означають, що енергія, необхідна
для здійснення деформації, передається через валки, з'єднані з двигуном прокатного стану. деформується
тіло можна протягувати і через неприводні (холості) валки, але це буде не процес прокатки, а процес волочіння.
Прокатка відноситься до числа основних способів обробки металів тиском. Прокаткою отримують вироби (прокат)
різноманітної форми та розмірів. Як і будь-який інший спосіб обробки металів тиском прокатка служить не тільки
для отримання потрібної форми вироби, а й для формування у нього певної структури і властивостей [3].
2.2. Класифікація процесів прокатки
Процеси прокатки класифікують за такими ознаками [3]:
- по температурі проведення процесу плющення ділять на гарячу (температура металу при реалізації процесу вище температури рекристалізації) і холодну (температура металу нижче температури рекристалізації). Також має місце так звана тепла прокатка – обробка в області проміжних температур;
- по взаємному розташуванню осей валків і смуги розрізняють подовжню (вісь прокочується смуги перпендикулярна осям валків),
поперечну (вісь прокочується смуги паралельна осях валків) і поперечно-гвинтову або
косу
прокатку (осі валків знаходяться під деяким кутом один до одного і до осі прокочується смуги; - за характером впливу валків на смугу і умов деформації прокатка буває симетричною і несиметричною. симетричною прокаткою називають процес при якому вплив кожного з валків на прокочується смуги є ідентичним. Якщо ця умова порушується процес слід віднести до несиметричного;
- за наявністю або відсутністю зовнішніх сил прикладених до кінців смуги виділяють вільну і невільну прокатку. прокатка називається вільної якщо на смугу діють тільки сили, прикладені з боку валків. Невільна прокатка здійснюється з натягом або підприєм-решт смуги.
2.2.1. Поздовжня прокатка
Спосіб поздовжньої прокатки є найбільш поширеним. При поздовжньої прокатці смуга підводиться до валянням, обертається в різні боки, і втягується в зазор між ними за рахунок сил тертя на контактній поверхні. Смуга обжимается по висоті і приймає форму зазору (калібру) між валками. При цьому способі прокатки смуга переміщається тільки вперед, тобто здійснює тільки поступальний рух. Залежно від калібрування валків форма поперечного та поздовжнього перетину прокату може бути різною. Таким способом одержують листи, плити, стрічку, фольгу, сортовий прокат, періодичні профілі, гнуті профілі та ін.
Малюнок 2.1 –Схематичне зображення роботи кліті і обробки металу тиском
(Анімація: 17 кадрів, 6 циклів, 88 кілобайт)
Поздовжня прокатка – прокатка, при якій деформація виробу відбувається між валками, обертаються в протилежних напрямках і розташованими в більшості випадків паралельно один одному. Сили тертя, що виникають між поверхнею валків і металу, що прокочується, втягують метал в міжвалкового простір.
При цьому метал піддається пластичної деформації [3]:
- висота його перетину зменшується;
- довжина і ширина збільшуються.
2.2.2. Поперечна прокатка
При поперечної прокатці обробляється тіло (циліндричної форми) поміщається в зазор між двома валками, що обертаються в одну сторону і отримує обертальний рух за рахунок сил тертя на контактній поверхні. Деформація тіла відбувається при зустрічному зближенні валків. У поздовжньому напрямку обробляється тіло не переміщається (якщо немає спеціальних тягнуть пристроїв). Поперечна прокатка використовується для виготовлення валів, осей, втулок та інших тіл обертання.
2.2.3. Поперечно – гвинтова прокатка
Поперечно-гвинтова прокатка займає проміжне положення між поздовжньої і поперечної. Цей спосіб широко використовується для отримання порожнистих трубних заготовок (гільз). Обробляється тіло (циліндричної форми) проходячи між валками, обертається і одночасно здійснює поступальний рух, тобто кожна точка тіла (за винятком розташованих на його осі) рухається по гвинтовий траєкторії.
2.3. Прокатний стан
Прокатний стан – комплекс обладнання, в якому відбувається пластична деформація металу між обертовими валками. У більш широкому значенні – система машин, що виконує не лише плющення, але і допоміжні операції:
- транспортування вихідної заготовки зі складу до нагрівальних печей і до валянням стану,
- передачу прокочується матеріалу від одного калібру до іншого;
- кантовку;
- транспортування металу після прокатки;
- різання на частини;
- маркування або таврування;
- правку;
- упаковку;
- передачу на склад готової продукції і ін.
2.3.1. Класифікація і пристрій прокатних станів
Головна ознака, що визначає пристрій – його призначення в залежності від сортаменту продукції або виконуваного технологічного процесу. По сортаменту продукції стани поділяють на:
- заготівельні, в тому числі стани для прокатки слябів і блюмів;
- листові і смугові;
- сортові, в тому числі балочні і дротяні;
- трубопрокатні;
- деталепрокатние (бандажі, колеса, осі і т.д.).
За технологічним процесом ділять на наступні групи:
- ливарно-прокатні (агрегати);
- обтискні (для обтиску злитків), в тому числі слябінги і блюмінги;
- реверсивні одноклітьових;
- тандеми;
- многоклетевие;
- безперервні;
- холодної прокатки.
Прокатний стан – машина для обробки тиском металу і ін. Матеріалів між обертовими валками, т. Е. Для здійснення процесу прокатки, в ширшому значенні–автоматична система або лінія машин (агрегат), що виконує не лише плющення, але і допоміжні операції: транспортування вихідної заготовки зі складу до нагрівальних печей і до валянням стану, передачу прокочується матеріалу від одного калібру до іншого, кантування, транспортування металу після прокатки, різання на частини, маркування або таврування, правку, пакува ку, передачу на склад готової продукції і ін.
3. Автоматизація процесу прокатки
В останній чверті минулого сторіччя в країнах з передовою технологією були сформульовані принципово нові концепції розвитку систем управління технологічними комплексами і виробничими системами. Передумовами до цього стали стійка тенденція збільшення дискретних методів обробки інформації та інформаційного обміну. Ці кошти можуть безпосередньо не зачіпати традиційні області автоматизації: датчики, приводи, регулятори, але можуть змінювати структуру систем автоматизації в цілому. [4]
В період бурхливого розвитку мікропроцесорної техніки (80 –е роки 20 століття) було розроблено та впроваджено в різних галузях промисловості величезна кількість технічних пристроїв для систем автоматичного управління з твердою логічною структурою, що володіли цілком задовільними характеристиками. Разом з тим ставало ясно, що тільки використання перепрограмованих і універсальних пристроїв забезпечить майбутнє технічних засобів автоматики. На цьому етапі відбувся поділ шляхів розвитку систем управління на дві лінії:
- на основі універсальних ЕОМ;
- на основі простих ЕМВ заточених під певні завдання і забезпечують максимальну ефективність в рамках саме цього завдання.
Розумне поєднання зазначених технічних рішень забезпечує високу якість систем автоматичного управління. Для сучасних систем управління технологічними об'єктами поряд з розвитком і вдосконаленням традиційних засобів автоматизації характерно широке використання готових стандартизованих апаратних і програмних технологій.
Структура управління головним приводом прокатного стану складається з трьох основних частин :
- Підсистема управління швидкісними режимами;
- Підсистема контролю параметрів;
- Підсистема регулювання координат електроприводу.
Метою магістерської роботи є реалізація підсистеми управління швидкісними режимами реверсивного прокатного стану на базі ПЛК Vipa. Для цього необхідно розробити алгоритми та програмне забезпечення, що реалізують такі функції:
- Завдання масивів вихідних даних відповідно до технологічного режиму прокатки;
- Введення даних про поточні параметри роботи обладнання і сигналу завдання на швидкість від оператора;
- Вибір рівня сигналу завдання швидкості головного приводу відповідно до поточних умовами;
- Формування діаграми зміни необхідного значення швидкості приводу в часі.
В системах автоматизації досить часто доводиться вводити масив даних або таблицю заданих значень. Таке завдання виникає, наприклад, при автоматизації опалювальної системи, коли від датчика приходить значення температури, а по таблиці даних контролер повинен підтримувати необхідну температуру води в системі. Аналогічне завдання існує при виборі допустимої швидкості прокатки на реверсивному прокатному стані в залежності від номера проходу.
Розглянемо задачу завдання масивів даних для вирішення завдань автоматизації прокатного стану. Задані значення максимально допустимих швидкостей прокатки залежно від номера проходу .
Таблиця 3.1 Допустимі швидкості прокатки.
| № | Швидкість прокатки м/с | Швидкість прокатки об/хв |
| 1 | 2.8 | 47.5 |
| 2 | 4.6 | 78.5 |
| 3 | 3.2 | 55.3 |
| 4 | 4 | 72.6 |
| 5 | 4.2 | 76.6 |
| 6 | 4.4 | 90 |
| 7 | 3.7 | 66 |
| 8 | 3.9 | 65.3 |
| 9 | 4 | 81.1 |
| 10 | 4.2 | 90 |
| 11 | 3.7 | 90 |
| 12 | 4.2 | 90 |
| 13 | 4 | 70.9 |
Вхідний сигнал в даному випадку є цілим числом, що відповідає номеру проходу. Для вирішення цього завдання необхідно створити 13 сегментів коду, як показано на рис.3.2 з відзнакою в табличних значеннях. Мінлива М2 – задає числове значення рівне номеру прокатки від 1 до 13 .Меркер МD50 – дані про номер прокатки, які приходять від зовнішнього пристрою. Мінлива M1 – табличне значення швидкості, яке розраховується в еквіваленті 16384 од. – це 100% і відповідно 0 це 0% .Вивод цього значення допустимої швидкості на периферію здійснюється як показано на рис. 3.3.
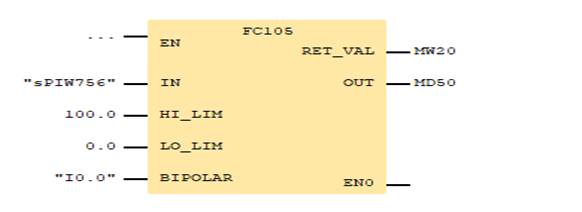
Малюнок 3.1 – Введення даних про номер прокатки
На сегменті (рис.3.1) виконується порівняння даних приходять з датчика з табличними значеннями для подальшої передачі. Кількість таких сегментів відповідає числу рядків таблиці 3.1.
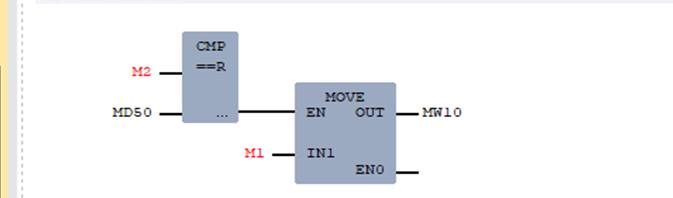
Малюнок 3.2 – Порівняння реальних значень з табличними
При порівнянні всіх 13 сегментів, один з них повинен спрацьовувати, і видавати на останній сегмент необхідне значення відповідні таблиці. Далі це значення виводитися на периферію і на виконавчі механізми як показано на рис.3.3
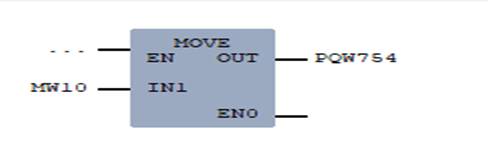
Малюнок 3.3 – Виведення значення на периферійні пристрої управління
Таким чином, табличні значення заданих параметрів можуть бути занесені в програмовані логічні контролери, що дозволяє автоматизувати процедуру їх вибору і поліпшити умови роботи операторів технологічного процесу.
Перелік посилань
- ПЛК Vipa [Электронный ресурс]. Режим доступа: Yaskawa Vipa Controls .
- Федоряк Р., Лейковский К., Светличный А. Система контроля технологии и управления скоростными режимами прокатного стана// Современные технологии автоматизации. — 2001. — № 1.
- Редакционная статья, прокатное производство, 2013 г.
Режим доступа: Международное изданиеMetallurgical and Mining Industry
. - А.А.Восканьянц Автоматизированное управление процессами прокатки: Учеб. пособие/А.А.Восканьянц; Московский гос.техн. ун-т им. Н.Э.Баумана - М.: МГТУ им Н.Э.Баумана, 2010.- 85 с.
- Pазработка математической модели взаимосвязанных электромеханических систем черновой группы прокатного стана. Андрюшин И. Ю., Шубин А. Г., Гостев А. Н./Электротехнические системы и комплексы. Вып. № 3 (24) 2014 г. - С 24–30.
- Бычков В.П. Электропривод и автоматизация металлургического производства. Учеб. пособие для вузов, 1977, 391 с.
- Фединцев В.Е. Электрооборудование цехов ОМД. Ч.2. Электропривод прокатных станов и вспомогательных механизмов цехов ОМД: Учеб. Пособие.-М.:МИСиС, 2005. - 119 с.