
Реферат по темі випускної роботи
Змiст
- Введення
- Основна частина
- Перспективна конструкція
- Висновки
- Список джерел
Введення
Характеристики цангового патрона (рис. 1) визначаються параметрами цанги та умовами її взаємодії зі шпинделем або корпусом патрона і заготівкою, величинами відхилень Δd діаметра d заготовки, що затискається, від діаметра робочого отвору цанги d0 (Δ d = d – d0), а також силами затиску. Експериментальні дослідження показали, що при зміні параметрів патрона одні характеристики затиску поліпшуються, а інші погіршуються. Тому вибір головних елементів цангового патрона в кожному випадку повинен здійснюватися виходячи з домінуючих вимог.
Рис. 1. Цанговий затискач (Кількість кадрів – 4, повторів – 5, 100 кілобайт)
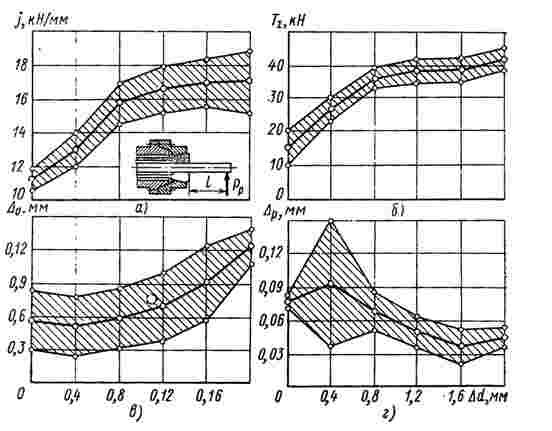
Рис. 2. Залежності силових характеристик механізму затиску від відхилень діаметра заготовки при / = 100 мм і Рр = 7,5 кН
Основна частина
Коливання силових характеристик всього механізму затиску визначається згідно з результуючими відхиленнями силових характеристик як приводу, так і патрона. Графіки характеристик затискних патронів з затяжними цангами, що наведені на рис. 2, отримані на підставі випробувань кількох токарно-револьверних верстатів 1341 при постійній осьової силі ΔS затяжки цанг, що створюэться гідроциліндром при тиску масла р = 1,2 МПа, і різних величинах відхилень діаметра заготовок від діаметра робочого отвору цанги Δd. Жорсткість / залежить від величини радіальної сили Рр, яка додається на відстані L від торця цанги до оправці, до величини віджиму в напрямку дії цієї сили. Сумарну радіальну силу затиску ΔS заміряли цанговим динамометром.
По мірі збільшення Δd збільшується жорсткість /, сила затиску T∑ і величина відтягування Δ0 заготовки при затиску, а радіальне биття Δp (на певній відстані від торця цанги) зменшується.
Результати експериментальних досліджень радіальної жорсткості і точності затиску заготовок різного діаметру в патроні з затяжною цангою і геометричним замиканням показали, що між радіальною жорсткістю затиску заготовки і радіальної точністю існує певні залежності (рис. 2).
Зі збільшенням жорсткості затиску радіальні биття Δр зменшуються, причому це помітніше при збільшенні діаметра прутка. При закріпленні прутка, діаметр якого трохи вище діаметра робочого отвору цанги, жорсткість і радіальна точність виявляються максимальними, так як в цьому випадку забезпечується найбільш повний контакт цанги з шпинделем і заготівкою. Точність затиску прутка по діаметру нижче, тому що контакт цанги зі шпинделем відбувається по краях губки (у прорізів). В результаті цього основним фактором, що впливає на точність закріплення, стає неточність виготовлення цанги, зокрема, неточність розрізання по куту.
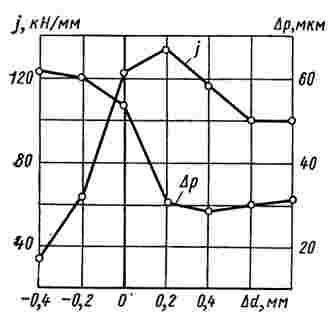
Рис. 3. Залежність жорсткості і точності затиску від відхилень діаметра заготовки.
Аналіз розмірів обробки партії ступенчатих деталей з просвердленим отвором (рис. 4) показав вплив характеристик механізму затиску і, зокрема, сили затиску і жорсткості цангового патрона, на точність обробки. Дослідження були проведені при різних силах затиску (зміною тиску масла р), діаметрах заготівки d (27 і 28 мм), частотах обертання шпинделя n і довжинах губки (бази затиску). Після обробки деталей вимірювали: товщину стінок Δt, як різниця максимальної і мінімальної товщини стінок на початку отвору деталі (рис. 4, в); некруглість Δ, як різниця мінімального і максимального діаметрів в одному перерізі (рис. 4, г); відхилення AD від номінального значення середнього діаметра проточенной ділянки деталі (рис. 4, д); відхилення довжин деталей Δ I від довжини, налаштованої упором (рис. 4, е).
Некруглість, відхилення діаметрів і довжин деталей від номіналу (рис. 4, в – е) зі збільшенням бази затиску зменшуються, а момент прокручування Мпр, (рис. 4, а) і жорсткість j (рис. 4, б) збільшуються. Зі збільшенням бази в 4 рази (від 10 мм до 40 мм) некруглість деталей зменшується в 6 разів, при цьому жорсткість закріплення заготовки збільшується в 2 рази (рис. 4, б).
При подальшому збільшенні бази затиску некруглість залишається постійною (рис. 4, г), так як жорсткість збільшується незначно (від 26 до 28 кН / мм). Різниця товщин стінок Δt і відхилення Δl деталей зменшуються в 2 рази. При малої базі затиску і підвищенні частоти обертання шпинделя різниця товщин стінок деталей збільшується. Це пояснюється тим, що при великих частотах обертання пруток під дією відцентрових сил прогинається всередині шпинделя через недостатню жорсткість ділянки закріплення при малій базі затиску, при цьому биття зовнішнього кінця деталі стає більше. При свердлінні свердло веде тим більше, чим більше частота обертання прутка і його биття, і, отже, похибки збільшуються. При збільшенні бази затиску неточність віготовлення деталей для різних частот обертання прутка приблизно однакова.
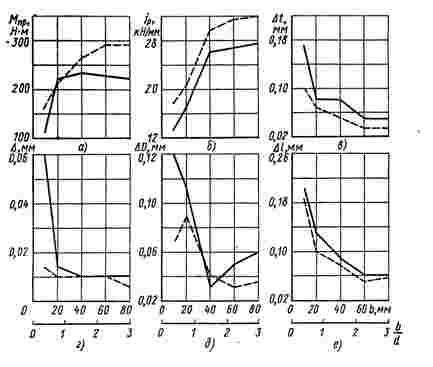
Рис. 4. Залежність точності обробки деталей від характеристик механізму затиску: — р = 1,2 МПа; --- р = 2,0 МПа
Відхилення довжини Δl деталей (рис. 4, е) при зменшенні бази затиску збільшуються. Це пояснюється тим, що при малій базі затиску зростають сили тиску на пруток, що викликає додаткові упругопластичні деформації, в результаті чого губки цанги сильніше врізаються в пруток, а сама цанга з прутком додатково затягується в шпиндель, і відтягування прутка зростає.
Зі збільшенням числа пелюсток більше трьох сила затиску в меншій мірі залежить від відхилень Δd діаметра прутка (рис. 5, а); величина її зростає, тому що зменшуються втрати на деформацію пелюсток і зменшується кут контакту губки зі шпинделем, що дуже важливо при Δd0≤. Стабільність жорсткості затиску збільшується зі зменшенням жорсткості пелюсток, що при певній довжині цанги може бути досягнуто збільшенням числа розрізів.
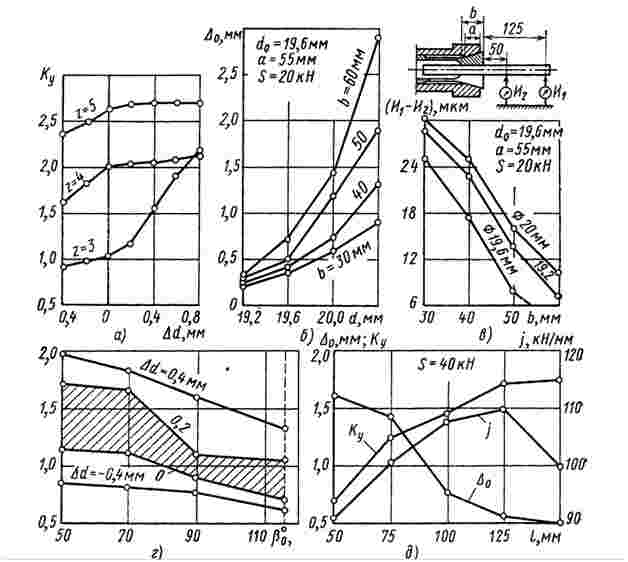
Рис. 5. Залежності характеристики затиску від параметрів цанги.
Величина відтягування Δ0 (рис. 5, б) заготовки в цангові патрони з затяжний цангою збільшується зі збільшенням відхилення її діаметра і при збільшенні робочої частини губки b. У той же час радіальні биття Δр і конусність (те ж саме різниця показань биття) зменшуються (рис. 5, в).
Зі збільшенням кута контакту β0 цанги з шпинделем радіальна сила затиску Т∑ (або коефіцієнт посилення) зменшується (рис. 5, г) для прутків, діаметр яких дорівнює або трохи більше діаметра робочого отвору цанги (заштрихована зона).
Зі збільшенням довжини пелюстки помітно зростають сила і жорсткість затиску і зменшується величина відтягування прутка (рис. 5, д). Довжину пелюстки доцільно збільшувати до певної межі, якою, наприклад для трипелюстковими цанг є приблизно півтори – дві довжини пелюстка. При більшій довжині пелюстка можна затискати прутки з великими відхиленнями діаметра. Вимірювання жорсткості затиску / показали, що зі збільшенням довжини пелюстки жорсткість затяжних цанг спочатку збільшується до певної межі, а потім починає зменшуватися. Пояснюється це зменшенням опору пелюсток зі зменшенням їх жорсткості при повороті заготовки в цанзі в наслідок повороту губок.
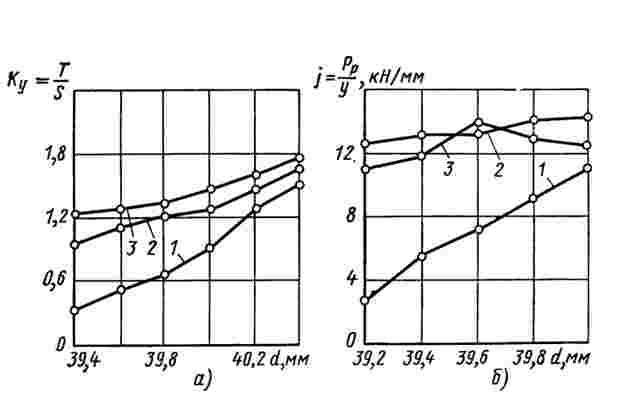
Рис. 6. Характеристики затиску заготовок цангами з різними варіантами розрізу пружною частини і губки:
1 – цанга з трьома пелюстками; 2 – цанга з додатковими надрізами; 3 – цанга з шістьма пелюсткамиДля дослідження впливу додаткових надрізів були проведені експерименти з цангою до автомата 1А240 – 6. Змінюючи форму і число розрізів, порівнювали силові та жорсткісні характеристики цанг за трьома варіантами (рис. 6). Зі збільшенням діаметра d зростає коефіцієнт посилення Ку і жорсткість /, однак більш стабільною виявилася жорсткість цанги з додатковими надрізами в губці (рис. 6, б, крива 2), незважаючи на те, що коефіцієнт Ку виявився трохи нижче, ніж у шестипелюсткові цанги (рис. 6, а).
Перспективна конструкція
Конструкція цангового патронц за патентом України №35950А є циліндричною втулку, в якій відповідно до стандарту (ГОСТ 2877 – 80) виконан варіант взаємодії приводу подачі з виконавчим органом (подає патроном) у вигляді метричної різьби – для приєднання трубопроводів частина 1 (рис. 7). З метою центрування патрон забезпечений напрямним пояском 2. Решта циліндрична частина 3 має поздовжні розрізи 4, що утворюють пружні пелюстки і робочі губки з поздовжніми 6 і поперечними 5 розрізами, що створюють пружний шарнір з умовною віссю 0 – 0 з різними варіантами виконання.
Попереднє зведення пелюсток проводиться силою, яка додається до пелюстка місці розташування умовної осі пружного шарніра або трохи зміщеному в сторону закладення пелюстки (це можлно робити зведенням двох сил у різні боки від умовної осі пружного шарніра). За тим цей стан цанги фіксіруется.
Патрон працює наступним чином. При заправці прутка в цангу через пружню деформацію пелюсток створюється сила, щозатискає пруток. Тим самим забезпечується необхідна сила зчеплення. При зміні діаметра прутка, в межах допуску на нього або в міру зносу робочого отвору відбувається поворот кінця пружної частини пелюстки, що примикає до пружного шарніру. Однак за рахунок невеликого перерозподілу контактних тисків по довжині губки цей поворот компенсується протилежно спрямованим поворотом губки в пружному шарнірі.
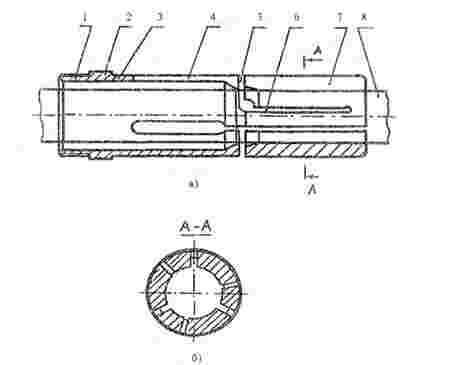
Рис. 7. Конструкція подає цанги з пружним шарніром
Таким чином, забезпечується положення губки, паралельне поверхні прутка при зміні в певних межах діаметра прутка тай зносу робочого отвору. Це дозволяє зменшити питомі контактні напруги в губці, стабілізувати точку прикладання рівнодіючої сипи, яка додається до губці, в місці умовної осі пружного шарніра, збільшити рівномірно изнашиваемую довжину губки до 0.5 і більше загальної довжини пелюстки.
Висновок
Завдяки проведеним дослідженням можливо прогнозувати залежності характеристики затиску від таких параметрів як: точність обробки деталей від характеристик механізму затиску, силових характеристик механізму затиску від відхилень діаметра заготовки, жорсткості і точності затиску від відхилень діаметра заготовки, що в подальшому допоможе оптимізувати і поліпшити характеристики затиску.
Список джерел
- Абрамов Г. В. Влияние конструкции цангового механизма на усилие зажима заготовки. –
Станки и инструмент
, 1970 г. - Близнюк В. П. и Венгер Е. П. Упругие шайбы для точного центрирования и зажима деталей. –
Станки и инструмент
. - Болотин X. Л., Костромин Ф. П. Станочные приспособления. Изд. 5–е перераб. и доп. М.,
Машиностроение
, 1973 г. - Дальский А. М. Цанговые зажимные механизмы. М.,
Машиностроение
, 1966. - Корсаков В. С. Основы конструирования приспособлений в машиностроении. М.,
Машиностроение
. - Кузнецов Ю. Н. Расчет угла контакта зажимной цанги со шпинделем.–
Станки и инструмент
, 1970 г. - Кузнецов Ю. Н. Цанговый патрон. –
Бюллетень изобретений
, 1969 г. - Кузнецов Ю. Н. Жесткость зажима прутка в цанговом патроне. – В кн.: Металлорежущие станки, 1974 г.
- Кузнецов Ю. Н., Божко Я. В., Проскуряков К. Н. Передача сил в патроне с цилиндрической цангой. – В кн.: Технология и автоматизация машиностроения, 1974 г.
- Кузнецов Ю. Н., Орликов М. Л. Жесткость лепестков цанг. –
Станки и инструмент
, 1968 г. - Кузнецов Ю.Н.
Широкодиапазонные и многофункциональные зажимные механизмы: теория и практика
,Монография
, 2011 г.
- Абрамов Г. В. Влияние конструкции цангового механизма на усилие зажима заготовки. –