
КОМПОНЕНТИ СИСТЕМИ МЕНЕДЖМЕНТУ ВИМІРЮВАНЬ НА МАШИНОБУДІВНОМУ ПІДПРИЄМСТВІ
Увага! На момент написання даного реферату магістерська робота ще не завершена. Передбачувана дата завершення: липень 2019 р. Повний текст роботи, а також матеріали по темі можуть бути отримані у автора або його керівника після зазначеної дати..
Зміст
Вступ
Вимірювання – знаходження фізичної величини дослідним шляхом за допомогою спеціальних технічних засобів (діаметр втулки за допомогою мікрометричного нутромера). У техніці, поряд з поняттям вимір
широко застосовується поняття контроль
, під яким мається на увазі поняття, яке включає в себе визначення як кількісних, так і якісних характеристик. Наприклад, контроль дефектів зовнішньої поверхні.
Єдність вимірювань – такий стан вимірювань, за якого їх результати виражені в узаконених одиницях і похибки вимірювань відомі з заданою вірогідністю. Без єдності вимірювань неможливо зіставлення результатів вимірювань, виконаних в різних місцях, в різний час, з використанням різних методів і засобів вимірювань [4].
1. Постановка проблеми
У процесі функціонування машинобудівного підприємства використовуються різноманітні засоби вимірювання. Підрозділи підприємства, що працюють із засобами виміру, можна об’єднати в ряд груп, що визначаються характером вирішуваних задач. В значній мірі на таку групу впливає стандарт ISO 10012–2003 Система менеджменту вимірювань
(СМВ). Необхідно виконати групування підрозділів машинобудівного підприємства за характером задач, які вирішуються по відношенню до засобів вимірювання.
2. Актуальність роботи
Полягає у відсутності формалізованого підходу до формування компонентів СМВ на машинобудівному підприємстві. Вирішення цього завдання забезпечило побудову раціональної та ефективної системи вимірювань машинобудівного підприємства [1].
Метою СМВ по ISO 10012–2003 є забезпечення відповідності вимірювального обладнання і процесів вимірювань для їх передбачуваного використання. Використання процесного підходу при розгляді задач СМВ дозволило розробити модель СМВ показану на малюнку 1.
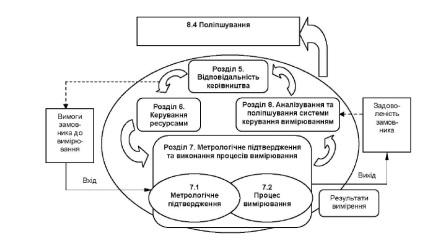
Малюнок 1 – Модель системи менеджменту вимірювань
Правильна побудова СМВ має велике значення для досягнення цілей в області якості продукції завдяки зниженню ймовірності появи недостовірних результатів вимірювань [3]. В рамках СМВ реалізується управління вимірювальним обладнанням і процесами вимірювань, що дозволяє контролювати достовірність результатів вимірювань параметрів, які впливають на якість продукції. Завдання системи менеджменту вимірювань включають перевірку вимірювального обладнання та застосування статистичних методів управління процесом вимірювань. Термін процес вимірювання
використовується в стандарті та відноситься до фізичних дій, пов’язаних з виконанням вимірювань (наприклад, при проектуванні, випробуваннях, виробництві або контроль продукції).
Підходи до побудови СМВ на машинобудівному підприємстві визначаються метою його існування – виготовлення, складання деталей в вироби. Об’єктами основного виробництва в машинобудуванні є машини і механізми різного призначення. Технологічний процес виготовлення машин передбачає виробництво деталей, збірних одиниць (вузлів) виробів із заданими розмірами. Підвищення якості, розширення номенклатури та збільшення обсягів виробництва продукції, що користується ринковим попитом як правило вимагають підвищення точності виготовлення деталей і використання досконаліших СМВ [4]. Організація процесу матеріально-технічного постачання підприємства передбачає розширення вхідного контролю і номенклатури використовуваних засобів вимірювання. Сучасним напрямком розвитку перерахованих і інших задач машинобудівного підприємства є побудова раціональної СМВ.
3. Основна частина
Стабільність технологічного процесу з виготовлення продукції передбачає широке використання засобів вимірювання в різних підрозділах машинобудівного підприємства. Ці підрозділи можна розділити на дві групи по відношенню до засобів вимірювання:
1. Використовуйте засоби вимірювання в процесі випуску продукції: технологи виготовляють вироби; нормоконтролер виявляють і відсівають браковані деталі, вузли і вироби; випробувальні лабораторії, що забезпечують оцінку відповідності готових виробів вимогам споживачів [6].
2. Забезпечує достовірність результатів вимірювання – метрологічна служба. В її діяльності можна виділити основні завдання: забезпечення повірки засобів вимірювання; розробка методик та процедур вимірювання; ремонт засобів вимірювання; моніторинг і внутрішній аудит СМВ.
Технологічний процес виготовлення і складання деталей на машинобудівному підприємстві передбачає широке використання засобів вимірювання ливарних розмірів. Ручні засоби вимірювання включають: штангенциркуль, лінійку, мікрометр, калібр-пробку і калібр-скобу. Автоматичні засоби передбачають виконання настройки засобів вимірювання виконуваної спеціалізованим персоналом-наладчиками. Технологічні процеси сучасних промислових об’єктів вимагають контролю великого числа параметрів. У зв’язку з цим при проектуванні і експлуатації промислових установок виняткове значення надається питанням забезпечення надійного контролю за ходом технологічного процесу. Надійність і достовірність технологічного контролю в значній мірі визначаються якістю налагодження засобів вимірювання. Налагодження засобів вимірювань передбачає комплекс робіт по їх перевірці (перевірка) і налаштування, що забезпечують отримання достовірної інформації про значення контрольованих величин і хід технологічного процесу. Роботи проводяться персоналом Метрологічної служби [6].
Нормоконтроль має на меті виявлення бракованих виробів. Вид засобів, що використовує нормоконтролер, накладає вимоги на рівень їх кваліфікації. Низькокваліфікований персонал виявляє браковані деталі з використанням калібрів. Висококваліфікований і компетентний персонал – використовує засоби вимірювання і виконує аналіз результатів вимірювання для виявлення брака [5]. В рамках СМВ цей персонал повинен безперервно підвищувати свою кваліфікацію.
Випробувальна лабораторія повинна бути оснащена засобами вимірювань, випробувань і контролю, а також витратними матеріалами для правильного проведення вимірювань. Калібрування, повірка вимірювального і випробувального устаткування при необхідності проводиться перед введенням його в експлуатацію і далі відповідно до встановленої програмою [2]. Загальна програма калібрування обладнання повинна забезпечувати простежуваність вимірювань, проведених лабораторією на відповідність національним та міжнародним зразковим засобам вимірювань. Зразкові засоби вимірювань, наявні в лабораторії, слід використовувати тільки для калібрування робочого обладнання і не застосовувати для інших цілей. Зразкові засоби вимірювань повинні бути калібровані компетентним органом, який може забезпечити стеження їх відповідності національним або міжнародним стандартам [3].
Метрологічна служба вирішує завдання в цілому по підприємству в тісному взаємозв’язку з його підрозділами, які використовують засоби вимірювання.
Серед розв’язуваних завдань можна виділити:
– забезпечення працездатного стану засобів;
– метрологічне підтвердження придатності засобів вимірювальної техніки та вимірювального обладнання (калібрування та повірка) – для того щоб упевнитися у відповідності метрологічних характеристик вимірювального обладнання метрологічним вимогам до вимірювального процесу (малюнок 2);
– аналіз стану вимірювань на підприємстві та розробка заходів щодо вдосконалення метрологічного забезпечення;
– перевірка та метрологічна атестація засобів вимірювальної техніки, що застосовуються на підприємстві; атестація методик виконання вимірювань;
– метрологічна експертиза проектів і діючої конструкторської, технологічної та іншої нормативно-технічної документації;
– контроль за виготовленням, станом, застосуванням і ремонтом засобів вимірювальної техніки і за дотриманням метрологічних правил, вимог і норм.
Малюнок 2 – Процес повірки засобів вимірювальної техніки
(анімація: 8 кадрів, циклів повторення – 8, розмір 184 Кб)
Записи, що формуються в рамках СМВ виконуються відповідно до вимог, обумовленими в стандарті ISO 10012 Системи менеджменту вимірювань. Вимоги до вимірювальних процесів і вимірювального обладнання
[1]. Кожна з них повинна мати дату затверджена уповноваженою особою як підтвердження правильності отримання результатів. Ці записи повинні зберігатися і бути доступними. Час зберігання записів залежить від: вимог постачальника засобів вимірювання, обов’язкових і законодавчих вимог, відповідальності виробника (приблизно 3-5 років). Записи, що стосуються вимірювальних еталонів, можуть підлягати безстрокового зберігання. Результати калібрування потрібно записувати так, щоб можна було продемонструвати простежуваність вимірювань, і щоб ці результати могли відтворюється в умовах, близьких до оригіналу. Записи можуть бути рукописним, друкованими або зберігатися в електронній або магнітної пам’яті, або будь-якому іншому носії даних. Метрологічна служба повинна забезпечити можливість робити, змінювати, випускати або вилучати записи лише санкціонованому персоналу [4].
Висновки
Підрозділи машинобудівного підприємства що вирішують завдання системи менеджменту вимірювань можна розділити на чотири види: технологи, нормоконтролер, випробувальні лабораторії (виконують вимірювання) і метрологічна служба (забезпечує достовірність вимірювань.) Методики вимірювань і аналізу їх результатів, моніторинг використання методик виконання і функціонування системи менеджменту вимірювань виконується метрологічною службою.
Список литературы
- Азгальдов Г. Г. Количественная оценка качества. Библиография. – М.: Изд-во стандартов, 1971 г. – 176 c.
- Маругина В. М., Азгальдова Г. Г. Квалиметрическая экспертиза. Руководство по организации экспертизы и выполнению квалиметрических расчетов. Книга третья. Расчётные модели качества. – М.: Русский Регистр, 2002 г.
- Гличев А. В. Качество, эффективность, нравственность: Учебное пособие. – М: Премиум Инжиниринг, 2009 г. – 358 с.
- Абдувалиев А. А. Основы обеспечения единства измерений. – 2005 г.
- Захаров В. И. Взаимозаменяемость, качество продукции и контроль в машиностроении – Л.: Лениздат, 1990 г.
- Клюев В. В. Машиностроение. Измерения, контроль, испытания и диагностика. –
Машиностроение
, 1996 г. - Ершова И. Г., Дмитриев С. И. Метрологическое обеспечение производства. Псков ППИ.: 2010 г.
- Мишина В. М. Метрология, стандартизация, сертификация. M.: 2009 г. – 10 с.
- Ершова И. Г., Дмитриев С. И. Метрологическое обеспечение производства. Учебное пособие. Псков ППИ 2010 г.
- Путкова А. В. Метрологическое обеспечение в машиностроении. Журнал экономических исследований. – 2016 г. – 44 с.
- Прохорова В. Т. Метрологическое обеспечение и контроль качества материалов и изделий. Шахты: ЮРГУЭС, 2009 г. – 159 с.
- Новицкий П. В. Оценка погрешностей результатов измерений, 1991 г.
- Безруков А. И. Метрология программного обеспечения. Экономические и правовые основы разработки программного обеспечения. – Саратовский Гос. Технич. Ун-т., 2003 г.
- Евстропов Н. А. Оценка технического уровня и качества промышленной продукции – М.: АСМС, 2004 г.
- Назаров В. Н., Карабегов М. А., Мамедов Р. К. Основы метрологии и технического регулирования: Учебное пособие – СПб: СПбГУ ИТМО, 2008 г.