
Abstract
Content
- Introduction
- 1. Direct diagnostic methods
- 2. Inverse methods
- 3. Complex models
- Conclusion
- References
Introduction
Heating steel ingots in high-temperature furnaces before heat treatment or pressure treatment (mainly with repeated heating) contributes to significant metal loss in scale. The limits of losses are 0.5-2%, and in special cases they can reach up to 8%. The problem of high-temperature oxidation and decarburization of steel has been studied for over a hundred years by such scientists as Benard, Engel, Kazantsev, etc. In their scientific works, the process of formation of heterogeneous scale on the surface of iron was studied. The scale layer consisted of: wustite, magnetite, hematite.
The implementation of a computational estimate of metal loss in scale, which depends on the design and technological parameters of heating, is an important scientific and technical problem. It can be solved using standard calculations or use the diagnostic method. The purpose of my work is to study the previously known approaches to the diagnosis of the process of formation of scale on the metal surface, during its high-temperature processing. To prove the importance of using the proposed diagnostic method and to give accurate indicators of metal loss in scale, we will resort to the study of standard computational approaches and problems that may arise during their operation.
1. Direct diagnostic methods
A simplified diagnostic method is required to verify the change in time of characteristic temperatures that determine the current value of the scaling constant. To find the temperature values on the outer and inner surfaces of the scale layer, as well as the temperature distribution over the thickness of the scale and metal, often resort to solving the differential equation of unsteady heat conduction. Often, the temperature resistance of the scale layer and the temperature difference across its thickness is neglected. The task of finding the temperature state of the metal is solved separately, and all values of the metal surface temperature, which were determined at each time step, are used to search for the values of the scaling constants. The projected mode of heat treatment of the metal, the temporal change in the temperature of the batch furnace, or the temperature profile of the continuous furnace are set by the researcher. When operating in real time, the values of characteristic furnace temperatures are measured by appropriate sensors. The specified or measured temperature values are used to form the boundary conditions of heat exchange on the surface of the workpieces.
An example of development that implements a direct diagnostic method is a predictive model for studying the thermal state of a metal during its high-temperature heating, taking into account the dynamics of metal surface oxidation processes. This predictive model is created on the basis of the differential equation of non-stationary heat conduction when specifying the boundary conditions of heat exchange using the basic laws of radiative heat transfer and the first-order differential equation describing the scale growth rate. The problem is considered in a one-dimensional formulation. In this case, the scale layer is considered as an additional external thermal resistance when solving an external heat transfer problem. The speed of computations using the created model significantly exceeds the real-time rate, which makes it possible to use it as a component of predictive control systems. Testing the created model for solving problems with and without taking into account the effect of the scale layer, as well as taking into account and without taking heat into account by the oxidation reaction of iron, yielded results that are in good agreement with the process logic and practical data. Clarification of information on the required time of the process and the temperature field of the metal, taking into account the influence of scaling, is about 5%.
Thus, this model combines the possibility of taking into account all aspects of the scaling without loss of performance and, therefore, can be aimed at parallel prediction of the thermal state of the metal and its losses with the scale. If we speak only about the study of the thermal state of the metal, then the admissibility of the generally accepted approach is confirmed, according to which, when creating mathematical models of metal heat treatment, and especially high-speed models intended for integration into the automated process control system algorithms, the effect of scale is excluded from consideration. It is shown that in the process of oxidation there are two factors that affect the parameters of metal heating: additional thermal resistance, prolonged heating, and heat release during metal oxidation, accelerating heating. The influence of the first factor is stronger. As a result, the elongation of heating, all other things being equal, is about 5%.
Another example of diagnostics of the scaling process by the direct method is a predictive mathematical model for studying the temperature state of a slab when it is heated in a methodical furnace, taking into account the scaling. As in the previous case, the problem was considered in a one-dimensional formulation; the mathematical formulation is represented by the unsteady heat conduction equation and the differential equation describing the build-up of dross according to a parabolic law. The peculiarity is that the region for which the finite-difference heat conduction problem is solved is represented by both metal and scale. In this case, the movable boundaries of metal-dross are taken into account. For two-sided slab heating, at each time step, heat transfer conditions are set at four boundaries: calx-products of combustion (slab top), joint of top layer of scale with metal, joint of lower layer of scale with metal, scale - products of combustion (bottom of slab).
2. Inverse methods
An example of a scaling process diagnostics system that implements the inverse method is development, the idea of which is based on considering the oxygen balance in the furnace chamber and gas ducts. This takes into account the following sources of oxygen in the kiln system: fan air supplied to the burner; atmospheric air drawn into the furnace chamber; atmospheric air drawn into the ducts. It is assumed that oxygen is consumed only by the combustion reactions and the oxidation and decarburization of the metal. The consumption of oxygen, and accordingly air, for the course of the combustion process and the residual oxygen content in the combustion products are determined using standard approaches used in the theory of fuel combustion.
The layout of sensitive elements for the implementation of the component being created to diagnose metal oxidation processes using the example of a batch furnace is shown in Fig.2. To organize measurements of the oxygen concentration, it is necessary on the basis of preliminary experimental study in each specific case, so choose the measuring points so that the measurement results in them correspond to the average oxygen concentration.
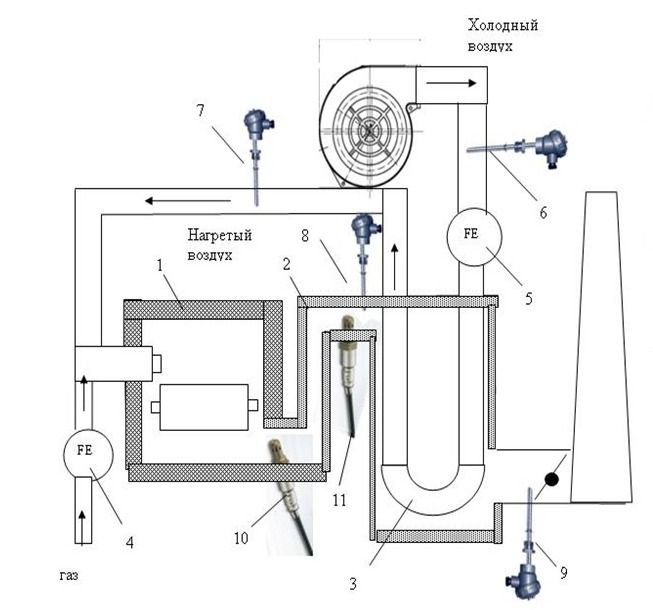
Picture 1 –The scheme of collecting information from the primary sensors for the system for diagnosing oxidation processes in a batch furnace 1 - furnace chamber 2 - a section of the flue from the furnace chamber to the heat exchanger; 3 - recuperator; 4 - fuel flow meter; 5 - air flow meters; 6 - thermocouples for measuring the temperature of cold air; 7 - thermocouples for measuring the temperature of heated air; 8 - thermocouples for measuring the temperature of combustion products before; 9 - thermocouple for measuring the temperature of combustion products after the recuperator; 10 - an oxygen concentration sensor in the vicinity of a fiery window; 11 - oxygen concentration sensors in front of the recuperator
The first equation of the system is an expression from the heat balance of an idealized heat exchanger that does not have heat losses, as well as air flows and combustion products. The meaning of this equation is that the amount of heat perceived by the air is numerically equal to the amount of heat given off by the combustion products. From this heat balance, the unknown value of the total consumption of the combustion products through the heat exchanger is determined. This value is formed by combining the products of combustion with air, sucked into the furnace chamber and through the ducts to the heat exchanger and excluding the amount of oxygen consumed for the oxidation of the metal.The second equation is derived from consideration of the oxygen balance in the region of the flaming window, and the third is from the oxygen balance in front of the recuperator.The solution of the system of equations must be made for the studied moment of time on the basis of the current values of the argument quantities. To use the created component in isolation from the ACS on a PC running a normal OS, this system is easily solved using standard computing packages. For the mode of operation within the framework of the ACS, a software module is compiled that implements standard methods for solving systems of equations. For the system under consideration, standard numerical methods for solving systems of equations are more convenient.
At the debugging stage of the created diagnostic component, it is necessary to make a comparison of the predicted metal losses in the scale for the entire heating period with the difference in the mass of the metal before heat treatment and after stripping of the scale.An important element of the inverse diagnostic methods is the measurement of the oxygen concentration in various parts of the furnace system. Zirconium oxygen analyzers are designed for continuous measurement of the oxygen concentration in the exhaust gases of combustion processes in industrial boilers or furnaces, and are ideally suited for monitoring and controlling these processes. According to the authors, an oxygen analyzer and unburned gas components, namely grade, is suitable for the considered conditions for heating metal in high-temperature fiery furnaces, namely grade, since this analyzer model is flame-proof. The oxygen analyzer and unburned gas components, with its robust design, demonstrating stable sensor, electronic components and software package, is one of the most reliable and adaptable oxygen / flammable sensors on the market. All information from the analyzer is constantly updated and transmitted to the operator or technician. This device has a high corrosion resistance and temperature resistance, as well as increased sensitivity and minimized measurement error.
3. Complex models
From the above, it is obvious that it is advisable to use, within the framework of a single system of diagnostics, techniques that refer to both direct and indirect methods.
As an example of an integrated diagnostic system, one can cite the development presented in the paper. In it, the authors, using a diagnostic system, investigate the possibility of reducing scale formation by applying a system for controlling the operation of the furnace to influence factors that contribute to the formation of scale. On the one hand, there are all signs of a direct method — for control, a control system is used, implemented according to the principle of observer-predictor, which includes the registration of the actual temperature of the furnace atmosphere; modeling of the technological process, which results in determining the temperature of the heated product, taking into account the actual values of the technological parameters; process control, involving the achievement of a given thermal state of the metal while minimizing losses with scale.
On the other hand, a continuous measurement of the oxygen concentration is made and the instantaneous balance of the exhaust gases is plotted. With the help of current values of oxygen concentration, it is possible to predict the instantaneous values of the rate of oxidation reactions. And building a balance of exhaust gases for the entire furnace space makes it possible to determine the amount of oxidized metal in the reverse way.
Thus, as part of the development, the operator receives a message in the form of feedback on the effect of production conditions on the scaling. As a result, it is possible (for example, in the case of forced downtime or changes in the productivity of the rolling mill) to minimize the formation of scale.
Conclusion
The feasibility of using methods for the diagnosis of scale formation during high-temperature heating of steel blanks in fiery furnaces is justified, since performing preliminary calculations with the help of simplified scaling equations does not allow to fully take into account the change in parameter values that have a significant impact on scale formation. The use of appropriate diagnostic systems simplifies the search for process parameters to reduce metal loss with scale. It is shown that the system for diagnostics of processes of scale formation can be implemented on the basis of direct, inverse, or complex methods. Direct methods are represented by a predictive mathematical model that performs the calculation of the thermal state of the metal and the formation of scale in real time, depending on the current results of changes in the characteristic technological parameters. In the simplest case, only the parameters of external heat transfer are taken into account. In the most complete formulation, the partial pressure of oxygen is also taken into account.
Reverse methods are based on considering the oxygen balance in the furnace chamber and gas ducts and determining the current values of the oxygen consumption passing into the scale. The diagnostic systems can be considered promising at the same time predicting metal losses in the scale by the direct and inverse methods, since they provide more reliable results, have self-tuning potential and allow you to specify the values of the rate constants for scaling reactions or practical scaling constants.
References
- Диагностика процесса окисления металла в пламенных печах/ А.Б. Бирюков, Е.В. Новикова, Т.Г. Олешкевич, Л.Н. Петренко// Металлургические печи. – 2014. – Вып.6 (21). – С.3-11.
- Диагностика процесса образования окалины при высокотемпературном нагреве стальной заготовки/ А.Б. Бирюков, Ю.Л. Курбатов, Е.В. Новикова, А.А. Заика // Черная металлургия. – 2017. – №11(1415). – С.65-72.
- Современные подходы к диагностике процессов тепловой обработки металла в печах/ А.Б. Бирюков, С.М. Сафьянц, А.А. Иванова, Е.Н. Андриенко Черная металлургия. Бюллетень научно-технической и экономической информации – 2015. – №1. – С.50-55.
- Математическое моделирование процессов тепловой обработки металла в печах с учетом окалинообразования/ А.Б. Бирюков, С.И. Гинкул, П.А. Гнитиев, Т.Г. Олешкевич// Сталь. – 2016. – №8. – С.85-90.
- Мастрюков, Б.С. Теплофизика металлургических процессов / Б.С. Мастрюков, Г.С. Сборщи-ков. – М.: Металлургия, 1996. – 268 с.