
Реферат по теме выпускной работы
Содержание
- Введение
- 1. Общая характеристика игольной проволоки и игл из нее
- 2. Цель и задачи исследования, планируемые результаты
- 3. Материал, методика и оборудование для исследований
- 4. Изучение строения структуры, микротвердости и свойств проволочных изделий с утоненной рабочей частью
- Выводы
- Список источников
Введение
От 8 до 10% количества мирового производства технического железа и стали перерабатывается в проволоку. Номенклатура изделий, изготавливаемых из проволоки, весьма разнообразна, например, канаты, пружины, винты, гвозди, иглы, грозозащитная проволока, арматура для резины, тканей и железобетона. Ежегодно, применяется десятки миллионов тонн проволоки. Проволока является универсальным конструкционным материалом. Она применяется во всех без исключения отраслях материального производства, этим обуславливается многообразие свойств и размеров, а массовость потребления требует технологичности и экономически обоснованных схем изготовления [1].
Одними из изделий массового потребления, изготовляемых из проволоки, являются иглы. Иглы подразделяются на швейные и медицинские, изготовляемые из высокоуглеродистых и нержавеющих марок стали соответственно. К иглам как медицинского, так и швейного типа, предъявляются высокие технологические требования. Изготовление игольной проволоки требуемого качества осуществимо при условии устойчивого и качественного технологического процесса на всех этапах производства. Отечественные производители бытовых и промышленных швейных игл вынуждены конкурировать с зарубежными производителями, которые выпускают более качественную, но и вместе с тем, более дорогостоящую, продукцию. В попытках уменьшить затраты на производство, отечественные производители в тоже время уменьшают показатели механических характеристик готового изделия из игольной проволоки [2].
Иглы применяют не только для шитья, совершенно особыми иглами художники создают офорты в технике «серебряной иглы» — это виртуозные рисунки. Врачи штопают иглами плоть пациентов и с помощью тончайших полых орудий вводят инъекции, а восточные целители совершают чудеса иглоукалывания. Всех профессий иглы и не перечесть [3].
Но, наверное, наиболее почитаемыми, иголки являются в Японии, где уже около 1000 лет, ежегодно проходит фестиваль, посвященный сломанным иглам. Причем, принять участие в нем могут все желающие. Во время проведения такого фестиваля все участники сносят сломанные иглы и кладут их в специальный ящик, одновременно с этим, благодарят иглы за добрую службу. После чего, ящик навеки опускают в море.
Таким образом, иглы применяют не только для шитья, врачи штопают иглами плоть пациентов и с помощью тончайших полых орудий вводят инъекции, а восточные целители совершают чудеса иглоукалывания.
1. Общая характеристика игольной проволоки и игл из нее
Игольная проволока используется для изготовления игл различного назначения. Наиболее известные – это иглы для шитья вручную. Различают следующие виды игольной продукции: бытовые иглы, промышленные иглы, обувные иглы, ковровые и вязальные иглы. Кроме того, иглы делятся на швейные ручные (обыкновенные, штопальные, вышивальные, для слепых, скорняжные, шорные и пр.), машинные (с утолщением на одном конце, которое называют колбой) Ассортимент крупных предприятий может насчитывать несколько тысяч различных наименований игл различной толщины, формы острия и вида покрытия поверхности. По назначению иглы разделяют на:
- Швейные, которые в свою очередь разделяются на ручные и машинные. К ручным можно отнести стандартные иглы с ушком для нити, вышивальные и портновские булавки, сапожные иглы. Машинные иглы используются в швейных машинах. Швейные иглы бывают разные по размеру и по форме. При работе выбирается размер иглы, соответствующий структуре материала и виду ниток. Номер иглы обычно пишется в сотых долях миллиметра (70, 90, 120) — то есть чем больше номер, тем толще игла. Существуют иглы с гладким остриём — для раздвигания с минимальным повреждением нитей тканых материалов, и иглы с острыми кромками, для прошивания кожи, резины, нетканых материалов и т.п., и иглы с закруглённым концом — для вязаных полотен, трикотажа. На рисунке 1 показаны виды швейных игл [4].
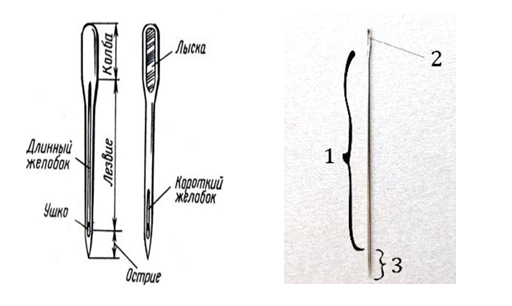
Рисунок 1 – Иглы машинная (а) и бытовая 1- стержень, 2 – ушко, 3 - острие (б)
- Медицинские (характерное свойство — стерильность):
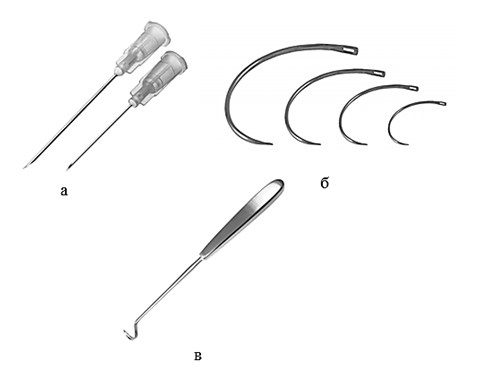
* Инъекционные, инфузионные, для забора биологических жидкостей — полые внутри, предназначенные для введения, либо забора жидких веществ из/в объект(а) воздействия. Часто применяются со шприцами и капельницами [3]
* Хирургические иглы классифицируют на сшивающие для соединения биологических тканей, (биопсийные, пункционные и лигатурные)
o Сшивающие бывают колющими, режущими, колюще-режущими, шпателевидными, ромбовидными и др. Часто применяются с иглодержателем Матье или Хегара.
o Лигатурные иглы имеют специальную конструкцию с ушком на окончании иглы и ручкой. Предназначаются для проведения нити в труднодоступных местах. Наиболее распространенные лигатурные иглы - Ревердена и Дешана. Лигатурные иглы предназначены для подведения лигатур под сосуд. На рисунке 2 показаны виды медицинских игл [4]
2. Цель и задачи исследования, планируемые результаты
В нашем регионе ассортимент швейных игл достаточно ограничен. Размеры игл колеблются в пределах 35 – 80 мм по длине и 0,6 – 1,8 мм по диаметру. Отечественные производители бытовых и промышленных швейных игл вынуждены конкурировать с крупнейшими производителями. Качественные швейные иглы производятся и импортируются в нашу страну из стран Европы (Германия, Великобритания, Франция), Японии, Китая. Большинство отечественных компаний предпочитают не производить иглы самостоятельно, а размещать заказы на их изготовление на китайских заводах. Они расфасовывают готовую продукцию в собственную упаковку и реализуют ее под своей торговой маркой [5]
Таким образом, целью данной работы является усовершенствование производства машинных швейных игл путем совершенствования технологического процесса их изготовления.
3. Материал, методика и оборудование для исследований
В качестве исходного металла использовали проволочное изделие из низкоуглеродистой стали, представленную кафедрой «Физическое Материаловедение».
Сталь низкоуглеродистая – это сплав, не содержащий легируемых элементов, имеющий примеси и малое содержание углерода, до 0,25%. В составе данного сплава присутствуют марганец и кремний, однако в силу малого процентного содержания (марганец – не больше 1%, кремний – не выше 0,8%), не оказывают ощутимого легирующего воздействия на материал. Сталь низкоуглеродистая отличается мягкостью и малым содержанием марганца.
Таблица 1 – Химический состав низкоуглеродистой стали % масс.

На рисунке 3 показан общий вид проволоки сверху.
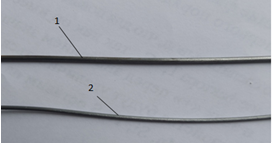
Рисунок 3 – Общий вид проволоки диаметром 1,5мм; 2- диаметром 1,1 мм.
Перед испытанием было выбрано по два образца разных диаметров для изучения микроструктуры и микротвердости. Образцы были помещены в емкость и залиты раствором эпоксидного клея, и размещены в такой последовательности: 2 образца диаметром 1,1 и 1,5 мм в продольном виде, и 2 образца таких же диаметров имели поперечный вид (Рис.4)

Рисунок 4 – Общий вид образцов в емкости: 1 – образцы диаметром 1,5 мм, продольный и поперечный вид; 2 - образцы диаметром 1,1 мм, продольный и поперечный вид.
4. Изучение строения структуры, микротвердости и свойств проволочных изделий с утоненной рабочей частью
На шлифах исследовали микроструктуру на микроскопе «Neophot–21». Микротвердость структурных составляющих определяли на приборе ПМТ–3 при нагрузке 0,5 Н. На каждом образце делали не менее 3-х измерений и рассчитали среднее значение.
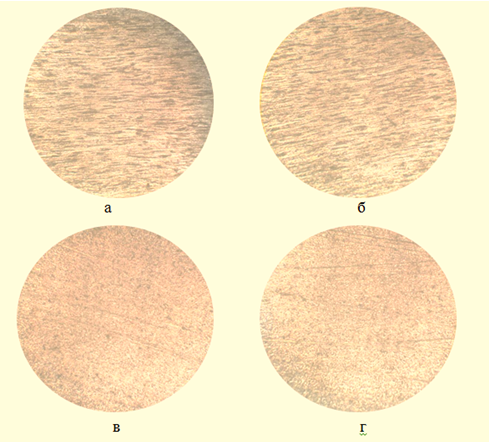
Рисунок 5 - Исходная структура проволоки из низкоуглеродистой стали: продольный шлиф диаметр 1,5 мм и 1,1 мм (а, б); поперечный шлиф диаметр 1,5 мм и 1,1 мм (в, г), х600.
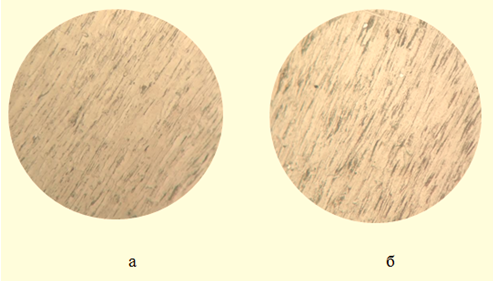
Рисунок 6 - Исходная структура проволоки из низкоуглеродистой стали продольных шлифов, х1600.
Из представленных рисунков 4 - 6 видно, что структура низкоуглеродистой стали состоит из Феррито - перлитной структуры.
Таблица 2 – Средняя твердость измеряемых образцов.
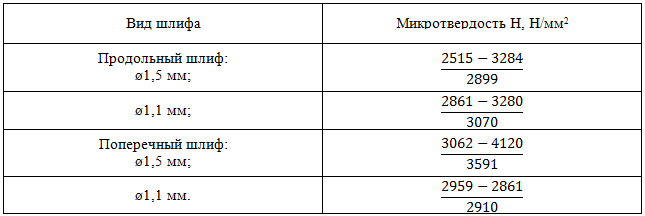
Примечание:  ; min – минимальное значение; max – максимальное значение; среднее – среднее значение твердости.
; min – минимальное значение; max – максимальное значение; среднее – среднее значение твердости.
Выводы
1. Установили, что одними из изделий массового потребления, изготовляемых из проволоки, являются иглы различного назначения, применяемые в швейной и медицинских отраслях промышленности;
2. Показано, для производства швейных игл в основном используют инструментальную углеродистую сталь, для медицинских игл коррозионно-стойкие стали мартенситного, аустенитного и аустенитно-мартенситного классов;
3. Оптимальными способами выплавки стали для игольной проволоки является выплавка в электрических дуговых и индукционных вакуумных печах. Проволочная заготовка должна обладать повышенной технологической пластичностью. Наличие дефектов необходимо свести к минимуму;
4. Для достижения необходимых механических характеристик изделия игольной проволоки из высокоуглеродистых марок стали, должны обладать сорбитной структурой, высокой износостойкостью и твердостью. Исходя из вышеперечисленного, является целесообразным более глубокое изучение данного вопроса проволочных изделий с утоненной рабочей частью, с целью повышения и улучшения механических характеристик проволоки, а также продление срока службы.
Список источников
- Свой бизнес: производство швейных игл [Электронный ресурс] – Режим доступа: http://www.openbusiness.ru/html/dop11/shveinie-igli.htm - Загл. с экрана.
- Парусов, В.В. Усовершенствование технологии производства игольной проволоки / В.В. Парусов, В.Н. Прокофьев, И.И. Долженков, М.И. Сорокин,В.З Марченко, Н.П. Нестерова // Журн. «Сталь» - 1980. - № 12 – С. 1090 – 1092.
- Жоховский О.В. Основные направления развития машиностроения для швейной промышленности по странам-членам СЭВ «Швейная промышленность», 1975. № 4. С. 37-38.
- Сорокин В.Г. Марочник сталей и сплавов/В.Г.Сорокин, А.В. Волосникова, С.А. Вяткин и др.; под редакцией Сорокина В.Г. – М.: Машиностроение, 1989. – 640с.Гайнанов, Х.С. Почвообрабатывающее орудие / Х.С.
- Вальщиков Н.М., Зайцев Б.А., Вальщиков Ю.Н. Расчет и проектирование машин швейного производства. Л. «Машиностроение», 1973. 343 с.
- Русаков С.И., Сергевнин Н.В., Эппель С.С. Оборудование швейных фабрик. М. Гизлегпром, 1955. 464 с.
- Исаев В.В., Дремалин Н.А., Навасардян Г.С. Новые швейные машины. М. «Легкая индустрия», 1973. 126 с.
- Суховаров В.Ф., Сизова О.В., Хазанов А.А., Бухарин А.В., Царапкин А.В.,Рыжков Э.С. Авторское свидетельство SU 1293236 A1, 28.02.1987. Заявка № 3827940 от 20.12.1984.
- Алимов С.У. Исследования влияния двойной закалки на аустенитное зерно стали У8, Труды Ташкентского политехнического института, 1980. вьш. 297, с. 15-18, . Геллер Ю.А. Инструментальные стали. М.: Металлургия, 1983, с. 528.
- Алимов, В.И. Фазовые и структурные превращения при деформационно-термической обработке проволоки / В.И. Алимов, О.В. Пушкина. – Донецк: Донбасс, 2012. – 242 с.
- Маточкин, В.А. Особенности термической обработки и подготовки поверхности высокоуглеродистой катанки-проволоки при волочении / В.А. Маточкин // Журн. «Сталь» - 2007. - № 6 – С. 55 – 57.