
Abstract
This abstract is used as an example, with the permission of Evgeniy Tatolov.
Original: http://masters.donntu.ru/2011/fknt/tatolov/diss/indexe.htm
Содержание
- Introduction
- 1. Topicality of the topic
- 2. Areas of improvement of thermal work
- 3. Development
- Conclusion
- References
Introduction
Heating and thermal furnaces in the metallurgical and machine-building industries are considered one of the main sources of fuel consumption in the country, while, the more important types of commonly used fuels being: fuel oil and gas.
Each heat exchanger is a heat exchanger operating under stable thermal conditions, in which heat is regularly transferred from the cooled flue gases to heated air (gas) through a separating wall .
Radiation recuperators consist of 2 concentric shells, with the combustion products passing along the inner shell, and the heated air moves through the annular slit. It is made 5-10 mm thick cast steel, the inner shell has a diameter of 0.5-3.5 m, and the thickness of the non-external part of the slit is 8-60 mm, depending on the size of the heat exchanger. The recuperator consists of 2 tubular "baskets". The air first enters the lower collector of the lower basket, and taken up through pipes to the upper collector of the lower basket, and from there it is directed through specially designed external pipesе to the upper basket, where it is heated. Thus, the movement is counter-currently to the direction of flue gas flow. Such recuperators can heat air up to 800-850-850°C with an average heat load on the heating surface of about 13-14W / m at a temperature of 1300°C. Tubular recuperators are often used in combination with single-sided or double-sided heating [1].
Figure 1 – The principle of operation of the rotary heat exchanger
1. Topicality of the topic
The main application of utilized heat of combustion products,сis heating the air sent to the combustion of natural gas. In the case of low-calorie artificial gases, as a rule, all components are heated without exception.
In addition heat losses in the form of the physical heat of flue gases, the most or less significant amounts of heat are lost from chemical incompleteness of combustion, when the outgoing gases contain combustible substances-mainly carbon monoxide. These losses are significant when heating furnaces with poor (low-calorie) gas.
The disadvantage of these recuperators is a small heating area, since the air space подогревают is heated only in the annular channel, and the working space of the smoke channel is used irrationally [2].
The structural scheme is shown in Figure 2.
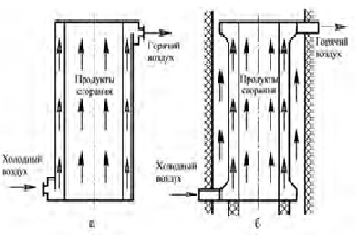 Figure 2-Radiation recuperator of the RRD type designed by the Gas Institute of NASU
Figure 2-Radiation recuperator of the RRD type designed by the Gas Institute of NASU
In the considered RRD heat exchanger, high efficiency of air heating is ensued by the result oftwo-stage heating:
- Stage 1– inner air circular channel together with double-sided heating, washed by combustion products from the edge of the central cylindrical and peripheral annular combustion products channels;
- Stage 2-external atmospheric annular channel. Here unidirectional heating by combustion products from the edge, remote circular channel of combustion products is organized. The inner and outer circular air channels are interconnected by bypass pipes .
Industrial furnaces nowadays work with low thermal efficiency, in production conditions the value of which does not exceed only 20-30%, i.e. 3-4 times lower than the efficiency of modern steam boiler plants. Increasing the thermal efficiency of furnaces, and thus saving fuel is considered the best way to return to the furnace part of the heat contained in the waste flue gases by heating the air used for fuel combustion in recuperators [3].
Heat recovery of flue gases makes it possible to achieve fuel saving, at the same time, fuel saving depends on the degree of heat recovery of fuel gases, expressed as the ratio of the enthalpy of heated air to enthalpy of fuel gases leaving the working space. The degree of heat utilization can also be expressed as the recuperator efficiency factor.
 Figure 3 – Rotary heat exchanger.
Figure 3 – Rotary heat exchanger.
Heat recovery makes it possible to save up to 30-40% of the consumed. As a result, with the same fuel consumption, the amount of heat obtained in the combustion process increases by 10-15%.
2. Areas of improvement of thermal work
In order to achieve the greatest economic and environmental impact, it is necessary to apply all modern energy-efficient materials and equipment, as well as to develop and implement new energy-saving technologies and equipment.
In practice, this approach to thermal furnaces can be justified by the following:
- use of modern, proven, heating and heat treatment modes;
- low thermal conductivity lining materials
- installation of state-of-the-art high-speed burner devices to effectively dispose of the heat of the exhaust gases, while allowing for the maintenance of low-temperature and low-temperature operation throughout the working space of the kiln;
- the use of modern automatic systems to control the heating process and the kiln operation in general [4, 5].
An example of this approach in the design of a periodic thermal furnace can be seen in the work [6, 7]. Ceramic-fiber materials are used as a lining above the feed level. For heating, a pulse system is used, as well as modern automation of safety and temperature control. The technologies that were applied in the design and further construction of the furnace allowed to obtain (during the exposure phase) the distribution of the temperature field in the furnace working space up to 5 C, in addition, also to reduce the specific consumption of conventional fuel almost several times.
The use of modern regenerative burners, operating in impulse mode, combined with a fibre lining and an innovative system of automated control, provides an even more significant improvement in many kiln performance. Thus, according to the data provided by the authors after the modernization with the introduction of the above-mentioned materials and equipment, it was possible to increase the productivity of the furnace by almost 74 per cent (with a 13 per cent reduction in absolute fuel consumption) and the specific fuel consumption by almost 62 per cent,5% achieving a uniform heating over the entire surface of the products 2°C [8].
Complete technical re-equipment of the furnace with replacement of the lining with fibrous materials, replacement of outdated burners with high-speed regenerative, as well as modern temperature management system is almost always quite expensive and, Unfortunately, it is sometimes not economically feasible. Nevertheless, even partial modernization can bring very noticeable effect [9]. Companies «CPC «UraltermoComplex», NPF «Burner Center» and «Perol» was modernized roller furnace of Chelyabinsk metallurgical plant. In this furnace were installed 32 short-flame burners BH-1/150, developed by the burner center VNIIMT for burning the cocosodomene mixture instead of 64 burners DNS-150/65. New rollers were also installed, but the existing brick lining was retained and no automatic control system was installed. Even this partial upgrade has reduced fuel consumption by almost 10%, while increasing productivity by 12-15% and significantly improving the quality of metal heating.
The work examines the commissioning process of a new flow furnace for heat treatment, which is carried out using modern low-heat-conductive fibre materials and high-speed burners [10]. Based on the data, it is possible to achieve a more uniform heating (on the discharge of the metal the difference along the length of the entire axis does not exceed 5 °C) together with an increase in the productivity of the furnace to 25% and a reduction in the specific fuel consumption by almost 34%.
In metal heat treatment, great attention is paid not only to the efficiency of the heating process, but also to regulated cooling. In particular, most modern chamber thermal furnaces use metal cooling algorithms with a specific rate of 150°C/h in the air by blowing air through burners. In the shops where the rental is made, the existing technological processes make it possible to eliminate the use of thermal furnaces for heating before quenching and instead use the residual heat of rolling heating. As a tempering medium then applied pressure air, which allows to achieve greater stability, a higher level of control, environmental friendliness and the entire hardening process [11].
One of the really working ways to increase the efficiency of heat exchange is jet-flare heating. This method of treatment is described in [12, 13,14]. It is heated by special jet-torch burners, which are directed directly to the garden itself. Coefficients of convective heat exchange in such cases can reach 300 Wt/(m2K). By means of such intensive heating, it is possible to significantly reduce the heating time. The utilization of heat from combustion products directly in the furnace’s working space helps to ensure high efficiency. In blast furnaces, the combustion process takes place directly in the vicinity of the heated products themselves. This also makes it possible to further increase the heat transfer to the metal and reduce the heat load on the lining. As the experience of operation of furnaces with such heating for heating of pipe billet at Seversky pipe and Pervoural new pipe plants shows the efficiency of this technology is quite high. The use of such a system allowed to reduce fuel consumption by 1.9-2.2 times, to reduce the amount of nitrogen oxides emissions by almost 2 times, to increase the productivity of the furnace by 15%, and to significantly increase the resistance of the lining during heating. The work considers the developed and introduced in the production of non-flated blast furnaces [15]. In their design, the lining has been replaced with a metal fence.
The surface of this space is at the same time a jet-flare generating surface and a heating surface of the air that is burning. The use of jet heating method is also quite actively used abroad in pass-through and methodical heating furnaces for non-ferrous metallurgy: the Italian firm COIM, the German firm Otto Junker Gmb H, as well as in the United States. However, it may be noted that such a method has a rather limited scope for effective application.
The use of this type of heating in furnaces makes it possible to heat articles with high efficiency values only by heating round or narrow sheet articles in continuous furnaces [16]. The use of such heating is not possible in garden furnaces, due to the varied geometry of the products it handles.
One of the main problems of heat treatment of large-sized products is the small-scale, rather, even individual nature of production, that, together with complex geometry and quite large metal mass, makes it almost impossible to use high-performance continuous furnaces. In order to heat-treat the overall products it is necessary to use chamber furnaces operating periodically. Due to the large number of different massive billets, as well as their size, it is necessary to install in the workshop of the entire fleet of furnaces, which naturally leads to high costs for their installation and maintenance. Consequently, at present, enterprises often process the entire range of products in furnaces that design for the largest possible size of the garden. Of course, this solution leads to a decrease in the efficiency of the units and significant fuel consumption, but it allows you to save on the cost of buying a large number of furnaces and their maintenance.
As an example of a unit that would be able to handle products with very different dimensions, with high efficiency values, is a furnace with the possibility of division of the working space and a rolling floor area of 62.8 m2 [17]. This furnace is used for heat treatment of welded products. A special partition is possible under the furnace, which allows the working space to be divided into 2 parts of 6 m and 12.6 m long. If it is necessary to heat the overall products, the entire working space is used, and in the case of processing a small pit, a partition is placed on the pallet (part of the working space of the furnace, which is not used, is turned off). As a lining of walls and vaults special panel technology of fibrous materials is used. The heating system is based on 30-speed Ecomax 5M regenerative burners in pulse mode. The furnace is also equipped with a modern ACS TP (consisting of three levels), which allows all heat treatment in a fully automatic mode with maintenance of the necessary or preset temperature in various virtual control zones.
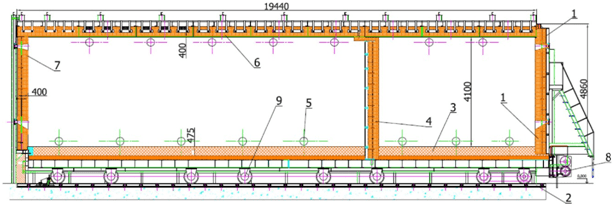 Figure 4 - Longitudinal section of the kiln
1 - parapet; 2 - rail track; 3 - rolled under the furnace;
4 - removable partition; 5-burner; 6 - arch; 7 - end furnace lining panel;
8 - gear motor; 9 - running gear
Figure 4 - Longitudinal section of the kiln
1 - parapet; 2 - rail track; 3 - rolled under the furnace;
4 - removable partition; 5-burner; 6 - arch; 7 - end furnace lining panel;
8 - gear motor; 9 - running gear
The technologies used in the furnace design have made it possible to achieve uniformity of heating in the 3°C throughout the working space during the exposure phase. In the case of working with an installed partition, the temperature in the unused part of the working space did not exceed 40°C, which is ensured by a sealed partition.
3. Development
Tests and calculations of radiation recuperators have shown, то that показательthe heat transfer index to the relative inner surface of the cylinder in one-way gas movement is 20-50h/K, at two-way movement 50-70 kcal/мm2-h-deg.
Figure 5- Radiation slot recuperators
a – with one-sided heated, b-with double- sided heating
A significant advantage of radiation recuperators is the possibility of high-temperature heating of air or gas with heat-resistant steel comsumption than in case of convective recuperators due to the higher specific heat load of the heat exchange surface.
Conclusion
At present, a large number of metal recuperators are used in industrial furnaces: needle, thermoblocks, tubular, radiation, etc.
They are used mainly only in such cases if the conditions of heating technology require reliable heating of air above 600-700 °C, since the use of metal heat exchangers made of heat-resistant and scale-resistant steel in this case may be uneconomical [18].Reduce primary energy consumption and maximize secondary energy use. In order to achieve these objectives, it is also necessary to implement rational heating regimes, taking into account the recovery and utilization of heat of gas from stoves with significant thermal potential. The main condition for a successful solution to the problem of reducing energy consumption is the provision of high quality finished products. Application of modern high-efficiency technologies, introduction of rational heating regimes, approximation of specific fuel consumption in furnaces to scientifically based indicators, to a large extent, predetermine the competitiveness of the products, the level of production of the entire enterprise and the compliance of all heat-technical units with advanced requirements.
References
- Biryukov, A. B. Modern aspects of using recuperative burners for heating flame furnaces / A. B.Biryukov / / Ferrous Metallurgy. -2015. – № 8(1388). – P. 73-79.
- Tovazhnyansky, L.L. Integrated energy-saving heat technologies in glass production /A.V. Koshelnik, V. V. Solovey. – Kharkov, KHPI, 2008, 638 p.
- Tebenkov, B. P. Recuperators for industrial furnaces : a book for students of educational institutions. institutions / B.P. Tebenkov. - Moscow: Metallurgy, 1967, 358 p
- Lisienko, V. G. Improvement and increase of efficiency of energy technologies and productions. Volume 1, Volume 2. Integrated Energy-Environmental Analysis : Theory and Practice / V. G. Lisienko. - Moscow : Heat Engineer, 2010. - 688 p.
- Main directions of resource saving in the steel industry / G. M. Druzhinin, L. A. Zainulin, M. D. Kazyaev [et al. ] // The Creative Heritage of V. E. Grum-Grzimailo : History, Current State, Future : Sv. Dr. inters. prof. -Prof. -Prakt. prof. Part 1. - Yekaterinburg : UrFU, 2014. - P. 205-211.
- Lisienko, V. G. Improvement and increase of efficiency of energy technologies and productions. Volume 2. Analysis of mode parameters and constructions in energy technologies : monograph/ V. G. Lisienko. - Yekaterinburg : UrFU, 2014. - 560 p.
- Kolokoltseva, V. M. Basics of metallurgical production : textbook/ V.M.Kolokoltsev.- St. Petersburg: Publishing «Lan», 2017. - 616
- Kozlovsky, A.E. Heat treatment of carbon steels: studies. manual / A. E. Kozlovsky, M. Y. Kolobov. - Ivanovo, 2017. - 144 p.
- Kurbatov, Yu.L. Metallurgical furnaces: study.manual/ Yu.L.Kurbatov, A.B.Biryukov, Yu.E.Ruban; GOUVPO «DONNTU».- Donetsk:DONNTU,2016.- 433 p.
- Sheshukov, O. Y. Modern Steel : Theory and Technology / O. Y. Sheshukov, I. V. Nekrasov, A. A. Metelkin [et al. ] Ministry of Science and Higher. Obr. of the Russian Federation, UrFU named after. First President of Russia B. N. Yeltsin. - Nizhny Tagil : STI (branch) UrFU, 2020. - 400 p.
- Zhadan, I. A. Modern methods of construction and reconstruction of thermal and heating furnaces «turnkey» / I. A. Zhadan, T. B. Ibadullaev, M.N.Efimov/ / New directions in the field of heat-engineering construction, design, technology materials. Energy Saving, Ecology and Industrial Safety: Works of the 4th Inter. Congress. - Moscow : 2013. - P. 291-300.
- Vokhmyakov, A.M. Automated thermal control system of vertical thermal furnace / A.M.Vokhmyakov, M.D. Kazyaev, D. M. Kazyaev // Automation systems in education, science and production. - Novokuznetsk, 2013. - P. 237-241.
- Spitschenko D.I. Technical reequipment of vertical chamber furnace for heat treatment of large forgings / D.I.Spitschenko, M.D.Kazyaev, A. M.Vokhmyakov [etc. ]/Theory and Practice of Thermal Processes in Metallurgy: Works Between. Prof. Prof. - Ekaterinburg: UrFU, 2012.- P.364-370.
- Vokhmyakov, A.M. New designs of industrial furnaces / A. M. Vokhmyakov, M. D. Kazyaev, D. M. Kazyaev, M. V. Gubinsky // Creative heritage of V. E. Groom - Grzymailo : history, modern state, future : sb. Prof. Prof. -Prakt. Prof. / Yekaterinburg : UrFU, 2014. - P. 114-118.
- Suvorkin, A. S. Reconstruction of heating systems of methodical furnace with injection burners in heated air // A. S. Suvorkin, G. M. Druzhinin // Heat engineering and informatics in education, science and production sb. reports V All Russian Science. -Practical. Prof. 12-13 May 2016, Ekaterinburg / UrFU. - Yekaterinburg, 2016. - P. 110-113.
- Vokhmyakov, A. M. Chamber furnace with separated working space / A. M. Vokhmyakov, M. D. Kazyaev, D. M. Kazyaev // Izvestia of higher educational institutions. Ferrous metallurgy.- 2013.- 9.- P.30-33.
- Kazantsev, E. I. Industrial furnaces : a manual for calculations and design / E. I. Kazantsev. - Moscow: Metallurgy, 1975. - 368 p.
- Rogozhnikov, D. A. Environmental problems of metallurgical production.V2ch.CH.1:Manual/ D.A.Rogozhnikov, A.A. Shoppert, I. V. Loginov. - Yekaterinburg: Publishing House of UMC UPI, 2017. - 224 p.