| Скрынник Ирина Владимировна
Тема магистерской работы: исследование методов восстановления поверхностей деталей
Руководитель: Голубов Николай Васильевич
| Автореферат выпускной магистерской работы
 Введение Введение
Актуальность темы
Цели и задачи
Наплавка покрытий
Вывод
Перспективы дальнейших исследований
Литература
Машины состоят из первичных неразделяемых элементов - деталей. Деталь (по ГОСТ 2.101-68) - это изделие, изготовленное из однородного по наименованию и марке материала без применения сборочных операций. К деталям относят также изделия с покрытиями и изделия, полученные с помощью сварки, пайки, склеивания и подобных процессов.
Деталь может пребывать в исправном, неисправном, работоспособном, неработоспособном и предельном состояниях.
В исправном состоянии деталь соответствует всем требованиям нормативной, конструкторской или технологической документации, а если деталь не соответствует хотя бы одному из требований этой документации, то она признается неисправной.
Работоспособное состояние детали такое, при котором значения всех параметров, характеризующих способность выполнять заданную функцию, соответствуют требованиям нормативной документации. Если значение хотя бы одного из этих параметров не отвечает требованиям нормативной документации, то деталь признается неработоспособной.
Предельное состояние детали определяется тем, что ее дальнейшее применение по назначению технически невозможно или экономически нецелесообразно. При достижении предельного состояния деталь может обладать или нет остаточной долговечностью. В первом случае деталь может быть восстановлена, а во втором она отправляется в утиль.
Примеры состояний детали, при которых ее восстановление невозможно: 1) необратимые явления усталости; 2) межкристаллитная коррозия металлических материалов; 3) потеря прочности деталей из полимерных материалов в результате старения.
Детали поступают на восстановление с различными сочетаниями повреждений. Некоторые из этих сочетаний определяют предельное состояние детали. Знание природы достижения деталями предельного состояния позволяет обоснованно назначать мероприятия по повышению их долговечности.
Основная доля деталей в составе сопряжений с другими деталями достигает предельного состояния из-за изнашивания. В результате этого процесса происходят разрушение материала, отделение его от поверхности твердого тела и (или) накопление его остаточной деформации при трении. Указанные явления приводят к постепенному изменению размеров и (или) формы детали.
В зависимости от условий изнашивания и активности окружающей среды различают основные виды изнашивания: механическое, коррозионно-механическое и эрозионное.
Механическое изнашивание происходит в результате механических воздействий. Основные виды этого изнашивания: абразивное, усталостное, кавитационное и изнашивание при заедании.
Абразивное изнашивание - это механическое изнашивание материала в результате режущего или царапающего действия на него твердых частиц, находящихся в свободном или закрепленном состоянии. В зависимости от вида среды (жидкость или газ), перемещающей твердые частицы, различают гидроабразивное и газоабразивное изнашивание.
Многие детали машин под действием знакопеременной нагрузки подвергаются усталостному изнашиванию и утрачивают в работе часть усталостной прочности. Критическим напряжением при усталости является предел выносливости. Этот показатель в отличие от других прочностных характеристик (пределов упругости, текучести и прочности) во многом зависит от состояния поверхности детали.
Кавитационное изнашивание — это разрушение материала от соприкосновения его с движущейся жидкостью, в которой нарушается сплошность ее объема из-за образования полостей, заполненных паром, газом или их смесью.

Проблема повышения долговечности машин и оборудования является одной из актуальнейших народнохозяйственных задач. Борьба с преждевременным износом деталей оборудования и инструмента имеет большое значение во многих отраслях промышленности и особенно в добывающих и перерабатывающих минеральное сырье, теплоэнергетике, производстве огнеупоров, силикатного кирпича, кавитационном, коррозионном, эрозионном воздействии и др.
Срок службы быстроизнашивающихся деталей определяет рентабельность многих дорогостоящих машин. Частые остановки оборудования для замены вышедших из строя деталей новыми, приводят к значительному снижению производительности труда, качества продукции, нарушает ритмичность процесса производства, вызывают непроизводственные затраты металла на изготовление сменных деталей, создают необходимость в содержании специальных ремонтных бригад, существенно затрудняют, а иногда и совершенно исключают возможность механизации и автоматизации производства. Всё это является причиной колоссальных потерь, которые несет народное хозяйство.
Современные тенденции интенсификации производственных процессов, увеличение рабочих давлений, скоростей, температуры приводят к ускорению изнашивания деталей, и в сочетании с необходимостью автоматизации производства, делают проблему повышения долговечности быстроизнашиваемых узлов машин ещё более острой.
К сегодняшнему дню человек выплавил свыше 20 млрд. тонн железа. Всего мировой металлофонд в сооружениях, машинах и механизмах составляет 6 млрд. тонн. Таким образом, 14 млрд. тонн изношенных деталей и машин в целом, «съедены» в результате их износа и коррозии в процессе эксплуатации. Средняя продолжительность жизни стальных изделий, находящихся в употреблении, составляет от нескольких часов до 15 лет.
Целью данной работы является увеличение производительности, повышение качества, снижение трудоемкости и себестоимости при наплавочном методе. Значение термодинамических расчётов в сварке и наплавке состоит в том, что они позволяют установить и рассчитать тепловой баланс и оптимальные условия для проведения химических и металлургических процессов в наплавленном металле. Количественное определение величин термодинамических характеристик элементов и их соединений является важным условием в контроле и совершенствовании основных сварочных и наплавочных процессов.
Поэтому для решения поставленной цели следует решить следующие задачи:
- провести анализ методов восстановления поверхности детали;
- определить оптимальный метод восстановления поверхности детали;
- определить оптимальные режимы подачи электродного прутка для наплавляемого слоя во избежание тепловых деформаций;
- применить новое оборудование
Определение и общая характеристика способа
Наплавка покрытий - это процесс нанесения покрытия из расплавленного материала на разогретую до температуры плавления поверхность восстанавливаемой детали.
Покрытия, полученные наплавкой, характеризуются отсутствием пор, высокими значениями модуля упругости и прочности на разрыв. Прочность соединения этих покрытий с основой соизмерима с прочностью материала детали.
Если в машиностроительном производстве наплавку применяют для повышения износостойкости трущихся поверхностей, то в ремонтном производстве - в основном для проведения последующих работ по восстановлению расположения, формы и размеров изношенных элементов. Восстановительная наплавка при этом обеспечивает также получение новых свойств поверхностей: коррозионной, эрозионной, кавитационной. износо-, жаростойкости и др.
Доля трудоемкости сварки и наплавки составляет ~ 70 % всех способов создания ремонтных заготовок при восстановлении деталей. Наплавка изношенных поверхностей занимает ведущее место вследствие своей универсальности.
Способы наплавки делят на группы в зависимости от видов применяемых источников тепла, характера легирования и способа защиты формируемого покрытия от влияния кислорода и азота воздуха. Наибольшее распространение в ремонте при нанесении покрытий получили способы электродуговой наплавки: под флюсом, в среде защитных газов и вибродуговая (таблица 1).
Задача, решаемая при наплавке покрытий, - получить покрытие без пор, необходимой толщины, прочно соединенное с поверхностью детали, нужного химического состава с заданной структурой.
Таблица 1. Основные показатели способов наплавки
| Способ |
Толщина слоя,мм |
Производительность кг/ч |
Прочность соединение МПа |
Электродуговая самозащитная проволока |
0,5..3,5 |
1,0..3,0 |
450 |
Электродуговая под слоем флюса |
1,0..5,0 |
0,3..3,0 |
550 |
Электродуговая в среде диоксида углерода |
0,5..3,5 |
1,5..4,5 |
550 |
Электродуговая в среде аргона |
0,5..2,5 |
0,3..3,6 |
450 |
Вибродуговая |
0,5..1,5 |
0,3..1,5 |
400 |
Газоплазменная |
0,5..3,5 |
0,15..2,0 |
480 |
Плазменная |
0,5..5,0 |
1..12 |
490 |
Классификация и применение электродуговой наплавки
Электродуговая наплавка имеет много видов. При их классификации учитывают следующие классификационные признаки:
- уровень механизации (ручная, полуавтоматическая, автоматическая);
- вид применяемого тока (постоянный, переменный, импульсный, специальной характеристики);
- вид электрода (плавящийся, неплавящийся);
- полярность электрода при постоянном токе (прямая, обратная);
- вид дуги (прямая, косвенная);
- режим (стационарный, нестационарный);
- способ защиты зоны наплавки от воздушной атмосферы (в среде
защитных газов, водяных паров, жидкости, под слоем флюса, комбинированный);
- способ легирования наплавляемого металла (покрытием электрода,
флюсом, электродным материалом, комбинированный).
Электродуговая наплавка получила наибольшее распространение в ремонте машин среди способов нанесения покрытий. Этот способ по сравнению с другими способами создания ремонтных заготовок дает возможность получать слои с высокой производительностью практически любой толщины, различного химического состава и с высокими физико-механическими свойствами. Наплавочные покрытия наносят на цилиндрические поверхности диаметром > 12 мм.
Технологические особенности и расчеты электродуговой наплавки
Технологические особенности электродуговой наплавки используют в целях ослабления нежелательных сопутствующих явлений, таких как окисление металла, поглощение азота, выгорание легирующих примесей и нагрев материала детали выше температуры фазовых превращений. Эти явления приводят к снижению прочности сварочного шва, нарушению термообработки материала, объемным, структурным и фазовым изменениям и короблению детали. Перемешивание материалов основы и покрытия ухудшает ею свойства.
При электродуговой наплавке применяют главным образом плавящиеся электроды. Неплавящиеся угольные электроды с введением присадочного материала в дугу используют при сварке тонколистовой стали и свинца и при наплавке твердыми сплавами почворежущих деталей. Сварка неплавящимся вольфрамовым электродом применяется при аргоноду-говой наплавке.
Дуга может гореть между электродом и изделием или между электродами. Полярность может быть прямая («+» на детали) или обратная.
При наплавке между покрытием и основой образуется металлическая связь, поэтому особое значение имеет свариваемость материалов, которая определяется как свойство создавать прочное сварное соединение без трещин, пор и других дефектов.
Проблемой наплавки являются трещины двух видов: горячие и холодные (замедленного разрушения).
Материал детали, прилегающей к наплавленному слою, характеризуется максимальной твердостью и склонностью к образованию трещин замедленного разрушения. Для предотвращения трещинообразования обычно применяют следующие меры:
- предварительный и сопутствующий подогрев во время наплавки для поддержания заданной температуры основного металла;
- наплавку после удаления с поверхности детали слоя, содержащего дефекты или отличающейся повышенной твердостью;
- подогрев изделия после наплавки и замедленное охлаждение наплавленного металла;
- последующую термическую обработку;
- наплавку эластичного подслоя на поверхность основного металла,
обладающего удовлетворительной свариваемостью;
- уменьшение числа слоев при многослойной износостойкой наплавке;
- выбор для износостойкой наплавки способов, при использовании которых возникают меньшие термические напряжения в изделиях;
- выбор наплавочного материала для первого слоя коррозионно-стойкой наплавки с учетом влияния основного металла на состав наплавленного слоя.
Ручная электродуговая наплавка
Ручная электродуговая наплавка выполняется в основном электродами с толстым покрытием и в тех случаях, когда применение механизированных способов невозможно или нецелесообразно.
Для получения минимальной глубины проплавления основного металла электрод наклоняют в сторону, обратную направлению наплавки. Наплавку выполняют электродами диаметром 2...6 мм на постоянном токе 80...300 А обратной полярности с производительностью 0,8...3,0 кг/ч. Требуется высокая квалификация сварщиков, потому что наплавку необходимо вести на минимально возможных токе и напряжении с целью уменьшения доли основного металла в наплавленном слое, при этом необходимо обеспечить сплавление основного и наплавленного металлов.
Процесс применяют для нанесения износостойких материалов на поверхности корпусных деталей, кронштейнов, рычагов и других деталей в единичном производстве.
Электродуговая наплавка под слоем флюса
Этот вид наплавки, по сути, является развитием ручной наплавки электродами с толстыми качественными покрытиями. Наплавка под слоем флюса разработана коллективом под руководством акад. Е.О. Патона в 1938-39 гг.
Сущность электродуговой наплавки под слоем флюса заключается в том, что сварочная дуга горит между голым электродом и изделием под слоем толщиной 10...40 мм сухого гранулированного флюса с размерами зерен 0,5...3,5 мм.
В зону наплавки подают электродную сплошную или порошковую проволоку (ленту) и флюс. К детали и электроду прикладывают электрическое напряжение. При электродуговой наплавке под слоем флюса применяют постоянный ток обратной полярности. При наплавке цилиндрических поверхностей электрод смещают с зенита в сторону, противоположную вращению. Величина смещения составляет -10% диаметра наплавляемой детали. Электрод должен составлять угол с нормалью к поверхности 6...8°. Флюс в зону наплавки подают из бункера.
Расход флюса и, соответственно, толщину его слоя на поверхности детали регулируют открытием шибера. После зажигания дуги одновременно плавятся электродная проволока, поверхность детали и флюс. Сварочная дуга с каплями металла оказывается в объеме газов и паров, ограниченном жидким пузырем из расплавленного флюса. Этот пузырь обволакивает зону наплавки и изолирует ее от кислорода и азота воздуха
рисунок 1. Схема наплавки под слоем флюса(10 повторений)
Жидкий металл в сварочной ванне постоянно движется и перемешивается.
Металл сварочного шва, полученного под флюсом состоит из расплавленного присадочного (1/3) и переплавленного основного металла (2/3).
Массы расплавленных флюса и присадочного металла примерно одинаковы.
Флюс при электродуговой наплавке является вспомогательным материалом, он вместе с выбором материала проволоки и режимов наплавки играет важную роль в обеспечении необходимых свойств получаемого покрытия. Флюсы применяют как в виде сухих зерен, так и в виде пасты из зерен со связующим. Элементы флюса выполняют свои функции после расплавления, сгорания или разложения. Расплавленный флюс должен быть жидкотекучим. Температура плавления присадочного материала должна превышать на 100... 150 °С температуру плавления флюса. Однако флюс не должен кипеть при рабочей температуре наплавки.
Флюс при наплавке покрытий осуществляет следующие функции:
- устойчивое горение дуги;
- защиту расплавленного металла от воздействия кислорода и азота
воздуха;
- очистку расплавленного металла от включений и его раскисление;
- легирование необходимыми элементами материала покрытия;
- образование в дальнейшем теплоизоляционного слоя из флюса и
его корки, что замедляет процесс затвердевания металла.
Для выполнения этих функций в составе флюса имеются такие вещества:
- стабилизирующие процесс горения дуги (сода, поташ, диоксид титана, мел, мрамор и др.);
- газообразующие из органических соединений (крахмал, мука пищевая или древесная, декстрин) для создания среды, защищающей расплавленный металл от вредного влияния атмосферы;
- щлакообразующие и раскисляющие (титановый концентрат, марганцевая руда, полевой и плавиковый шпаты, кварц, гранит, мрамор, каолин и др.), которые очищают расплавленный металл;
- легирующие (ферромарганец, ферросилиций, ферротитан, алюминий и др.);
- связующие добавки (жидкое стекло, декстрин и др.).
Следует отдельно отметить, что в результате выполнения флюсом своих функций создаются благоприятные условия для:
- выхода газов из шва;
- более полного протекания диффузионных процессов;
- формирования равновесных структур и достижения высокого термического КПД наплавки;
- получения однородного наплавленного металла с гладкой поверхностью и плавным переходом от валика к валику;
- применения токов большей плотности, чем при ручной наплавке
покрытыми электродами;
- исключения разбрызгивания и уменьшения угара металла;
- снижения потерь тепла сварочной дуги на излучение и нагрев потоков окружающего воздуха;
- улучшения условий труда.
Электрошлаковая наплавка
Электрошлаковая наплавка (ЭШН) разработана в 1974 г. в ИЭС им. Е.О. Патона. Она характеризуется тем, что на нагретой поверхности детали образуется ванна расплавленного флюса, в которую введен электрод, а к детали и электроду приложено напряжение . Ток, проходящий от электрода через жидкий шлак к детали, выделяет тепло, достаточное для плавления шлака и электродного металла.
Зона наплавки на поверхности восстанавливаемой детали ограничена поверхностями водоохлаждаемого кристаллизатора и технологической пластины. Размеры этой зоны определяют сечение наплавленного покрытия. Возможная толщина слоя наплавки > 12... 14 мм. Кристаллизатор изготовляют из меди, графита или керамики.
Различают следующие виды ЭШН:
- электродными проволоками, лентами или порошковым присадочным материалом;
- одно- или многоэлектродную;
- с плавящимся или неплавящимся электродом.
ЭШН применяют для получения биметаллических изделий и восстановления изношенных поверхностей крупных деталей с износом > 10 мм. Таким образом восстанавливают опорные катки гусеничных машин, звенья гусениц, работающие в абразивной среде, инструмент, шестерни коробок передач и другие детали. ЭШН целесообразно применять при больших партиях деталей и значительных объемах наплавочных работ.
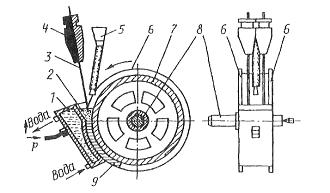
Рисунок 2. Схема электрошлаковой наплавки:
1 - кристаллизатор; 2 - шлаковая каппа; 3 - электрод;
4 - мундштук; 5 -дозатор легирующих добавок; 6 - крупногабаритные диски;
7 - восстанавливаемая деталь; 8 - оправка; 9 – покрытие
Процесс наплавки начинают на технологической пластине, которую затем удаляют. В ванну помещают флюс и электрод. Зажигают дугу между электродом и технологической пластиной, в результате чего расплавляется флюс, образуя жидкую ванну. После образования шлаковой ванны дуга гаснет, ток проходит через жидкий шлак и начинается бездуговой процесс. Включают подачу электродной проволоки, открывают дозатор с флюсом и сообщают движение детали. Под воздействием высокой температуры шлак оплавляет поверхность детали и электрода. Температура шлаковой ванны выше, чем температура плавления присадочного электродного материала. Присадочный металл после расплавления оседает и формирует с помощью охлаждаемого кристаллизатора нужную форму покрытия.
ЭШН дает наибольшую производительность (до 150 кг/ч) из всех способов наплавки. Количество электродного металла, расплавленного одним и тем же количеством энергии в 2...4 раза больше, чем при ручной сварке, и в 1,5 раза выше, чем при наплавке под флюсом. Наблюдаются небольшой расход флюса, незначительный угар легирующих элементов и высокая стойкость к образованию трещин. Хорошо удаляются вредные вещества. Из-за отсутствия дугового разряда практически исключено разбрызгивание шлака и присадочного материала.
Параметры ЭШН: глубина шлаковой ванны, «сухой» вылет, количество и размеры электродов, сварочный ток, напряжение на электродах и скорость их подачи.
Наплавка в среде защитного газа
Такого рода наплавка устраняет некоторые недостатки наплавки под слоем флюса. Разработана в ЦНИИТмаше коллективом под руководством проф. К.В. Любовского в 1952 г..
Сущность наплавки в среде защитных газов состоит в том, что в зону электрической дуги подают под давлением защитный газ, в результате чего столб дуги, а также сварочная ванна изолируются от кислорода и азота воздуха.
Для создания защитной атмосферы используют: инертные газы (аргон, гелий и их смеси), активные газы (диоксид углерода, азот, водород, водяной пар и их смеси) и смеси инертных и активных газов. Разновидностью процесса является газопламенная защита от сгорания горючих газов или жидкого углеводородного топлива. Наилучшую защиту металла при наплавке обеспечивают инертные газы, однако их применение ограничивается высокой стоимостью. Чаще применяют водяной пар, пищевую углекислоту и сварочный диоксид углерода.
Наибольшее применение в ремонте машин получила наплавка в среде диоксида углерода плавящимся электродом. Используют электродные проволоки диаметром 0,8...2,0 мм и токи относительно большой плотности. Периферийная часть электрической дуги интенсивно охлаждается газом, поступающим из соплового наконечника, поэтому падение напряжения на единицу длины столба дуги будет в несколько раз выше, чем при дуговой сварке без подачи газа. Кроме того, сварка в диоксиде углерода ведется короткой дугой. В таких условиях дуговой разряд имеет возрастающую характеристику, а источник питания должен обладать слегка возрастающей или жесткой характеристикой для интенсификации процесса саморегулирования дуги. Для наплавки деталей применяют ток обратной полярности.
Если автоматическую сварку в среде защитных газов используют для наплавки деталей, то полуавтоматическую - для сварки листовых панелей. Область применения механизированной наплавки в среде диоксида углерода распространяется на восстановление стальных и чугунных деталей диаметром > 12 мм широкой номенклатуры, работающих в различных условиях. Восстановлению подлежат как гладкие, так и шлицевые валы.
Автоматическая наплавка в среде диоксида углерода обеспечивает формирование плотного шва с небольшой зоной термического влияния, что позволяет осуществлять наплавку нежестких деталей малого диаметра. По сравнению с автоматической наплавкой под слоем флюса процесс обладает такими преимуществами:
- меньшим нагревом детали;
- возможностью наплавки деталей меньшего диаметра;
- более высокой производительностью (в 1,2... 1,5 раза по массе и
30...40 % по площади покрытий);
- исключением необходимости отделения шлаковой корки и зачистки швов;
- возможностью сварки и наплавки в любых пространственных положениях;
- в 1,2...1,5 раза лучшей экономичностью.
Схема рассматриваемого процесса приведена на рис. 3.8.1. Электродная проволока диаметром 0,8...2,0мм подается в дугу с постоянной скоростью с помощью подающего механизма. Напряжение приложено к электродной проволоке и детали.
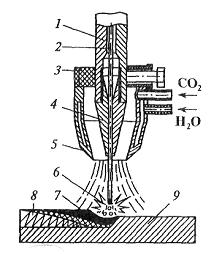 Рисунок 3. Схема наплавки в среде диоксида углерода:
Рисунок 3. Схема наплавки в среде диоксида углерода:
1 - мундштук; 2 - электродная проволока; 3 - горелка;
4 - наконечник; 5 - сопло горелки; 6 - электрическая дуга;
7 - сварочная ванна;8 - покрытие;9 -восстанавливаемая деталь
Вибродуговая наплавка
Вибродуговая наплавка отличается тремя особенностями:
- в цепь нагрузки источника питания включена индуктивность L;
- напряжение источника питания недостаточно для поддержания
непрерывного дугового разряда;
- электродная проволока совершает колебания относительно детали
с частотой 50...100 Гц и амплитудой 1...3 мм с периодическим касанием
наплавляемой поверхности.
Цикл наплавки состоит из дугового разряда, короткого замыкания и холостого хода.
Введение индуктивности в цепь дуги обеспечивает накопление электрической энергии в индуктивности во время разомкнутого состояния цепи, сдвиг фаз тока и напряжения, поэтому переход тока через нуль происходит при наличии напряжения источника питания и возникновении электродвижущей силы самоиндукции, которая совпадает по направлению с напряжением источника питания. Это обеспечивает повторное возникновение дугового разряда после разрыва сварочной цепи и устойчивое горение дуги.
Электрод и деталь оплавляются во время дугового разряда, при этом на конце электрода образуется капля металла. Мелкокапельный перенос металла на деталь происходит преимущественно во время короткого замыкания. Так как длительность существования дуги составляет ~ 20 % времени цикла, то провар основного металла неглубокий, с небольшой зоной термического влияния.
Вибродуговую наплавку ведут под флюсом, в различных газовых средах или в водных растворах. Последний случайнаиболее распространен, при этом в зону наплавки подают охлаждающую жидкость (3...5%-иый раствор кальцинированной соды или 10...20%-ный раствор глицерина в воде). Жидкость выполняет закалку наплавленного слоя, если применяется закаливающийся электродный материал, защищает расплавленный материал от проникновения кислорода и азота воздуха и охлаждает наплавляемую деталь.
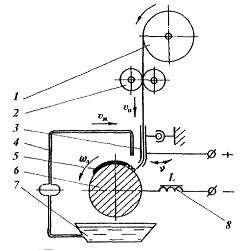
&n Рисунок 4. Схема вибродуговой наплавки:
1 - кассета для проволоки; 2 - подающие ролики;
3 - качающийся мундштук; 4 - система подачи раствора;
5 - наплавленный слой; 6 - восстанавливаемая деталь;
7 - емкость; 8 - индуктивное сопротивление
Ремонтное производство представляет собой совокупность специализированных предприятий и самостоятельных производственных подразделений предприятий, которые ведут ремонт техники. Часть этого производства занята восстановлением изношенных деталей.
Восстановительное производство (производство по восстановлению деталей) - это система сооружений, средств технологического оснащения и работников, обеспеченная нормативной, технологической и организационной документацией, потребляющая производственные ресурсы с целью превращения ремонтного фонда в исправные детали.
Элементы производственной системы по восстановлению деталей - это сооружения (здания, инженерные сети, ограждения и др.), средства восстановления (оборудование, приспособления, инструмент) и работники. Функция системы - переработка восстанавливаемых объектов из состояния ремонтного фонда в состояние товарной (восстановленной) продукции. Система получает питание в виде ресурсов (финансовых, трудовых, материальных и энергетических) из внешней среды и взаимодействует с ней. Обратная связь между восстановленными изделиями и производственной системой выражается информацией о качестве изделий, в том числе о послеремонтной наработке.
На основании сведений, полученных по обратной связи, вырабатываются управляющие воздействия, направленные на повышение качества восстанавливаемых объектов и уменьшение расхода ресурсов путем усовершенствования применяемых материалов, технологий, средств восстановления и организации производства. Носителем нормативной, конструкторской, технологической, организационной, распорядительной информации служит соответствующая документация.
В соответствии с поставленной целью задачами производства по постановлению изношенных деталей должны стать:
- получение заданных объемов выпуска восстановленных деталей и их номенклатуры;
- удовлетворение множества требований нормативной и технологической документации к параметрам деталей;
- минимально необходимый расход производственных ресурсов.
Перспективами исследования в данном вопросе могут выступать:
- подробнее исследовать альтернативные методы восстановления;
- изучить воздействие режимов восстановления на поверхностный слой детали;
- определить себестоимость использования того или иного метода с учетом стоимости восстановительного оборудования;
- из полученных результатов определить наиболее экономичный метод;
1.Восстановлене деталей машин: Справочник / Ф.И. Пантелеенко, В.П. Лялякин, В.П. Иванов, В.М.Константинов; Под ред. В.П. Иванова.-М.: Машиностроение, 2003.-672с.
2.Восстановление изношенных деталей автоматической вибродуговой наплавкой. Челябинск, Кн. Изд., 1956.-207с.
3. Восстановление изношенных деталей наплавкой трубчатыми электродами. М., ЦБТИ, 1960.-33с.
4 Есенберлин Р.Е. Восстановление автомобильных деталей сваркой, наплавкой и пайкой. М.:
Транспорт, 1994. 256с.
5 Каракозов Э.С., Мустафаев Р.И. Справочник молодого электросварщика. М.: Высшая школа,
1992. 304 с.
6 Микотин В.Я. Технология ремонта сельскохозяйственных машин и оборудования. М.: Колос,
2000. 368 с.
| |
