|
-Английский |

Донецкий национальный технический университет
До 50-х годов основным направлением автоматизации массового производства являлась автоматизация технологических, формоизменяющих операций. Затем стали разворачивать работы по автоматизации так называемых вспомогательных операций. Главная особенность технического прогресса на современном этапе развития машиностроительного производства заключается во внедрении автоматизации во все элементы производственного процесса. Переход к комплексной автоматизации производства на базе систем роторных машин позволяет получить технико-экономический эффект [1]. При сборке в ещё большей степени, чем при производстве деталей, практическое значение имеет комплексная автоматизация, т.е. выполнение ряда операций в технологической последовательности при помощи автоматических систем машин с непосредственной передачей деталей с операции на операцию в ориентированном состоянии, а не пооперационная автоматизация при помощи отдельных автоматических машин. Это объясняется тем, что сами объекты сборки в подавляющем большинстве случаев либо не допускают накопления, сохранения и транспортирования деталей в массовом неориентированном виде, т.е. вообще не могут быть загружены в бункера автоматических питающих устройств, либо не обеспечивают возможности автоматической ориентации и поэтому не позволяют решить задачу автоматического питания операционных сборочных машин.
Анализ сборочного процесса показывает, что осуществление комплексной автоматизации сборочных и сопутствующих им операций наиболее целесообразно на автоматических роторных линиях, так как :
1)машины 3-го класса - роторные линии могут быть созданы для операций всех классов, что особенно важно для выполнения комплекса операций, куда входят различные по физической сущности и длительности цикла операции;
2)роторные линии характеризуются совместной обработкой и транспортировкой движения инструмента и изделия, то есть характеризуются принципом непрерывности;
3)роторные линии дают возможность автоматизировать сборочные процессы серийного производства, так как эти машины обладают универсальностью и для серийного производства, что решается внедрением многономенклатурных линий;
4)сборочные роторные линии дают возможность применять специальные механизмы подпитки, системы контроля, информации и реагирования на возможные отклонения от установленного уровня производства;
5)в автоматических роторных линиях сборки может быть применён селективный способ сборки изделий на основе свойства многоканальности (многоинструментальности) при постоянном числе каналов и системе адрессации сборок между отдельными роторами;
6)объединение операционных машин в жёсткую автоматическую линию, какими являются сборочные автоматические роторные линии, даёт гораздо большую производительность на единицу производственной площади и сами устройства дешевле, чем машины, предназначенные для выполнения лишь одной операции [10].
Цель – повысить качество и снизить трудоемкость сборки на основе усовершенствования технологического обеспечения сборочных процессов в условиях систем непрерывного действия.
Задачи:
На данном этапе развития систем непрерывного действия в отрасли – машиностроение существует достаточно мало литературы. Это связано с тем, что автоматизацией технологических процессов механообработки и сборки в Украине и России занимается довольно узкий круг специалистов. Широкое распространение роторные и роторно-конвейерные получили в 40-е годы. Первые источники литературы вышли в 60-е и 70-е годы. Первооткрывателем стал Кошкин Л.Н.
На данный момент из литературы данного характера существуют(устаревшие источники):
На сегодняшний день из литературы имеются:
Сборочные роторные машины (рис.1) предназначены для механического объединения нескольких элементов в единое целое, т.е. для сопряжения (навивка, ввинчивание, обмотка, вставка, заливка и т.д.) и крепление элементов деталей (сварка, связывание, сшивание, завальцовка, обжим, пайка, клёпка, гибка и др.) с обеспечением требуемой точности, надёжности соединения, определённого взаимного расположения деталей. Такие машины имеют несколько входов и один выход.
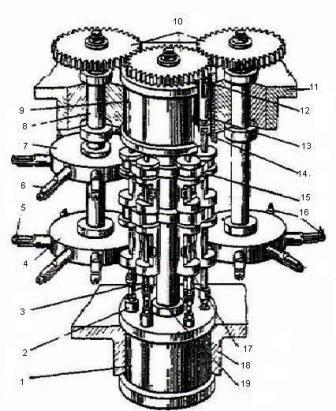
1 - блок нижней системы привода сборочного ротора; 2 -ползуны нижнего привода; 3 - нижний шток инструментального блока; 4 - нижний диск транспортного (загрузочного) ротора; 5 - собираемые элементы; 6 - клещевые захваты; 7 -верхний диск транспорт-ного (загрузочного) ротора; 8 - вал транспортного ротора; 9 - блок верхней системы привода сборочного ротора; 10 - зубчатая передача транспортного вращения роторов; 11 - верхняя часть станины; 12 - торцовый кулачок верхней системы привода; 13 - ползун верхней системы привода; 14 - пазовый кулачок верхней системы привода; 15 - блокодержатели; 16 - собранные детали; 17 - инструментальный блок; 18 - нижняя часть станины; 19-основной вал сборочного ротора.
Сборочные машины, предназначенные для объединения нескольких одинаковых деталей или элементов в едином корпусе или упаковке, т.е. для выполнения операций комплектации, также имеют несколько входов и один выход. Наличие подпотоков влияет на плотность потока комплектуемой продукции. При пропусках наблюдаются недоукомплектованные потоки.
По основному технологическому назначению различают сборочные роторы: для выполнения сборочных операций, требующих вращательного и поступательного осевого движения (навивка, ввинчивание и т.п.); для выполнения сборочных операций, требующих вращательного и поступательного радиального движения (обмотка, завальцовка и т.п.); для выполнения сборочных операций, требующих одного поступательного движения (запрессовка, клёпка, гибка, вставка и т.п.).
По числу позиций в одном инструментальном блоке сборочные роторы могут иметь одну сборочную (комплектующую) позицию или две и более позиций [1].
Эффективность выполнения сборочных процессов, качество изделий и их себестоимость во многом зависят от их конструкции.
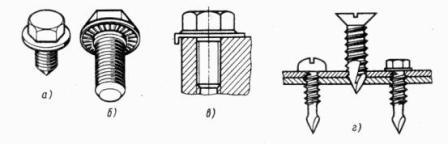
Одно из основных требований — изделие должно состоять из отдельных сборочных единиц, каждая из которых должна содержать как можно меньшее число деталей. Их сокращение достигается путем объединения в одной детали функций нескольких. Это уменьшает объем сборочных операций, а иногда и полностью исключает необходимость в их выполнении. Например, винт с буртом выполняет функции винта и шайбы (рис. 2, а). При его изготовлении из капрона обеспечивается также уплотнение соединения. Выполнение на торце бурта зубьев (рис. 2, б) или отгибание края бурта (рис. 2, в) уменьшает возможность самоотвинчивания. Изготовление винта с заходной частью, обеспечивающей, сверление и нарезание резьбы (рис. 2, г) в сопряженной детали, облегчает процесс механизации и автоматизации соединения и закрепления деталей.
Задача сокращения числа деталей и сборочных операций при изготовлении приспособлений и многих других изделий машиностроения может быть достигнута посредством укладки соединяемых деталей в форму и последующей их заливкой эпоксидной смолой или легкоплавким сплавом, образующим при охлаждении корпусную деталь.
Штамповкой также возможно обеспечить образование базовой детали сложной формы одновременно с соединением ряда деталей в сборочную единицу. Вальцевание позволяет образовывать неразъемные соединения.
Другой эффективный путь сокращения числа деталей, особенно крепежных (винтов, штифтов и шпонок), а следовательно, уменьшения трудоемкости изготовления изделий возможен посредством применения упругих крышек, втулок, упорных колец и пальцев, которые к тому же устанавливать проще. Перед сборкой размеры таких деталей увеличиваются за счет растяжения или уменьшаются путем сжатия для увеличения зазора в процессе сборки соединения.
Обычную прижимную крышку крепят к корпусу винтами. Для ее установки необходимо сверлить отверстия и нарезать резьбу под винты в корпусе и обрабатывать его торцовую поверхность под крышку, а затем завинчивать и затягивать винты. В измененной технологичной конструкции для сборки достаточно установить только упругую крышку. При этом значительно сокращаются затраты времени на изготовление деталей и сборку изделий, а отсутствие отверстий в корпусе под винты позволяет уменьшить толщину его стенок. Все перечисленное выше обеспечивает экономию материальных средств и материалов.
При установке базовых деталей на исполнитель¬ные поверхности базирующих устройств приспособления и последующих присоединяемых деталей на ранее установленные каждый раз необходимо обеспечить совмещение двух координатных систем, принадлежащих посадочным поверхностям этих деталей. Для этого нужно знать те конкретные задачи, которые придется решать при сборке каждого соединения деталей, входящих в изделие, для чего следует выяснить, исходя из служебного назначения изделия, схемы базирования деталей в соединении. Шесть опорных точек, определяющих относительное положение деталей в соединении, в зависимости от конфигурации и размеров их посадочных поверхностей и действующих рабочих нагрузок могут располагаться различным образом. Однако всегда для соединения деталей нужно достигнуть совмещения координатных осей О'Z', (системы S 0'Х'У'Z') и ох системы S охуz посадочных поверхностей устанавливаемой детали и опор приспособления, или соответственно соединяемых вала и втулки (рис. 3, а) собираемого изделия. Кроме того, необходимо достигнуть определенного осевого положения соединяемых деталей вдоль оси оz или 0’Z’ а иногда и их относительного углового положения в сечении, перпендикулярном к оси оz охватывающей поверхности втулки или к оси 0'Z' охватываемой поверхности вала [3].
Большие трудности обычно возникают при установке деталей в собираемые изделия, чем при базировании детали в приспособление, поскольку в последнем случае всегда имеется возможность облегчить ее установку путем изготовления фасок и других направляющих элементов.
При сборке соединения, как правило, в первую очередь должно быть достигнуто совпадение осей посадочных поверхностей вала и втулки, положения которых в проектируемой технологической системе (рис. 3, б), включающей соединяемые детали Д, приспособление П, инструмент И и сборочную машину С, определяются двумя размерными цепями (рис. 3, в). Точность, с которой необходимо достигнуть совпадения осей сопрягаемых поверхностей соединяемых деталей будет зависеть от их размеров и конфигурации. Рабочие чертежи деталей позволяют, исходя из их геометрических параметров, найти переменные по мере соединения деталей допуски исходных звеньев проектируемой технологической системы (рис. 4).
Допуски будут большими в первоначальный момент соединения деталей (рис. 4, а) и уменьшаются по мере сопряжения (рис. 4, б, в), пока не достигнут требуемой величины(рис. 4, г) [3].
Знания геометрических условий автоматической сборки (допусков исходных звеньев технологической системы, сведений о точности деталей и их установки) позволяют выявить техническую возможность сборки каждого соединения, входящего в изделие, определить обоснованные требования к точности относительного положения исполнительных поверхностей технологической оснастки для соединяемых деталей, а при необходимости наметить изменения в конструкции деталей и их точности для обеспечения их автоматического соединения.
Целесообразно допуски на составляющие звенья будущей технологической системы назначать исходя из наибольших значений допусков исходных звеньев, которые имеют место в первоначальный момент соединения деталей. Однако сумма расширенных допусков составляющих звеньев для любого другого момента соединения деталей не должна вызывать изменения их относительного положения, превышающие те, которые будут найдены исходя из условий их сборки для данного конкретного момента их соединения. Поэтому для устранения влияния расширенных значений допусков составляющих звеньев технологической системы на относительное положение соединяемых деталей необходимы компенсаторы, обладающие свойствами адаптации. Роль компенсаторов могут выполнять либо сами соединяемые детали (особенно упругие), либо пассивные (пружины, оправки) и активные адаптивные устройства технологической оснастки автоматической сборочной машины.
В результате сборки нужно обеспечить совмещение координатных систем, принадлежащих посадочным поверхностям соединяемых деталей. Абсолютное совмещение обеспечить невозможно, да и не требуется, поскольку в первоначальный момент детали всегда соединяются с зазором и в пределах его значения могут изменять свое относительное положение. Важно найти границы области, в пределах которой будет гарантировано соединение деталей. Наиболее неблагоприятное относительное положение, при котором еще возможно соединение деталей, соответствует такому их положению, когда вал и втулка касаются краями фасок [3].
Для цилиндрических соединений деталей допуски на размеры посадочных поверхностей малы по сравнению с размерами заходных фасок (рис. 5, а).
Для деталей, соединяемых по цилиндрическим поверхностям с гарантированным натягом значение угла ограничивают размерами фаски во избежание их заклинивания (рис. 5, в).
Допуски исходных звеньев деталей, соединяемых с гарантированным натягом в последующие моменты их сборки, будут близки к нулю [3].
Зная условия автоматической сборки, взаимосвязанные допуски исходных звеньев проектируемой технологической системы, можно предварительно оценить техническую возможность автоматического соединения деталей при существующих конфигурациях их сопрягаемых поверхностей, а если требуется, то наметить пути изменения их конструкции для обеспечения их автоматического соединения. Для осуществления процесса сборки необходимы определенные связи в технологической системе. Задача заключается в таком построении связей, при котором допуски на относительное положение исполнительных поверхностей базирующих устройств для соединяемых деталей были бы максимальными. Эту задачу решают при выборе баз для соединяемых деталей.
Общеизвестен тот факт, что в производстве почти любой дискретной продукции количество транспортных операций передачи деталей между машинами, участками, цехами и складом составляет около половины от общего числа переходов. Для выполнения транспортных операций еще часто применяется ручной или маломеханизированный труд (в отдельных производствах затраты ручного труда на погрузочно-разгрузочных и транспортных операциях составляют до 80...90 % общих затрат ручного труда на производство изделия).
В роторных машинах и линиях транспортные и технологические функции совмещены во времени, а не прерываются, как это происходит, например, при штамповке деталей на прессах или сборке клапанов аэрозольных упаковок. Транспортные роторы между соседними технологическими роторами могут переориентировать детали, изменить уровень транспортного потока, подавать детали в контрольную систему, удалять некондиционные детали из потока и заменять их годными. Из технологического процесса высвобождаются рабочие, занятые на межмашинной транспортировке, контроле и рассортировке продукции. В роторных технологических системах успешно выполняются сборочные, транспортные, контрольные и упаковочные операции. Операторы лишь ведут наблюдения за правильностью технологических режимов, контролируют расход энергии, состояние инструмента, узлов и агрегатов.
Роторные линии являются одной из высших форм автоматизации технологических процессов, так как сборка деталей осуществляется непрерывно с постоянной скоростью, что облегчает управление производительностью и качеством обработки. Автоматизация производственных процессов включает комплекс научных и технических мероприятий по разработке интенсифицированных технологических операций и создания на их основе высокопроизводительного оборудования, выполняющего основные технологические и вспомогательные операции без участия человека. Уровни автоматизации отличаются степенью охвата основных и вспомогательных операций производственного процесса. На базе роторных линий осуществляется комплексная автоматизация производственных процессов, включающих обработку деталей штамповкой и резанием, сборку, расфасовку, комплектацию, маркировку и упаковку. Опыт показывает, что для отдельных видов производств создание цехов-автоматов, оснащенных только автоматическими роторными линиями, дает значительный экономический эффект [4].
При переходе к комплексной автоматизации сборочных и технологических процессов на базе автоматических роторных линий необходимо в первую очередь отбирать высоконадежные с технологической точки зрения процессы, к которым следует отнести процессы обработки без снятия стружки, а также процессы, обеспечивающие стабильные геометрические размеры и физико-химические свойства объектов обработки на отдельных операциях и удобное расположение базовых поверхностей деталей при сборке.
Главное направление работ - поиск более высоких классов технологии, когда инструмент или среда воздействуют на деталь не точечно, а сразу на всю поверхность или объем детали. Такой переход сразу обеспечивает и другую выгоду: время воздействия инструмента или среды на деталь в несколько десятков раз сокращается и во столько же раз повышается производительность оборудования. При этом наблюдается минимум отказов инструментальных и транспортных блоков, элементов в системах привода и управления автоматических роторных линий. Полученные конструктивные решения позволяют осуществлять на роторных линиях большинство производственных процессов, выполняемых до сих пор оператором при изготовлении каждой детали.
Второе направление состоит в том, чтобы проблему автоматизации технологических процессов решать комплексно, охватив все операции технологического цикла, и максимально устранить межоперационные запасы деталей, так как нередки случаи, когда автоматизируется часть производственного цикла, оборудование работает бесперебойно, а потом внушительная группа рабочих вручную обрабатывает, собирает и сортирует полученное изделие. В автоматических роторных машинах обработка, контроль и сборка деталей осуществляются при их непрерывном транспортировании совместно с орудиями обработки. При этом скорость транспортирования независима от технологической скорости [4].
Жесткость межроторной передачи предмета обработки обеспечивает достаточно эффективную систему контроля и информации о качественном состоянии потока обрабатываемых деталей, позволяет изменять по отношению к станине уровень траектории потока движения деталей, а также использовать транспортный ротор для пространственной переориентации, контроля, рассортировки и «подпитки» (заполнения свободных гнезд или захватов деталями) потока деталей.
Рациональная компоновка типовых элементарных групп на станине и в автоматических роторных линиях одновременно с оптимальным циклограммированием работы исполнительных органов позволяет выделить требуемые время и пространство для осуществления автоматической смены инструментальных блоков, автоматизированного контроля, визуального наблюдения (в отдельных случаях и визуального контроля), ручного съема деталей для контроля с последующим возвратом через механизмы «подпитки». Шахматное расположение технологических и транспортных роторов обеспечивает достаточно удобный способ обслуживания автоматической линии, так как основные механизмы легкодоступны для наладчиков при монтаже, демонтаже, осмотре и ремонте [5].
Применение раздельных систем привода для осуществления транспортного вращения всех роторов автоматической линии и технологического движения инструментов с силовым замыканием технологических усилий в кинематической цепи ротора позволяет конструировать станины небольших размеров и массы. Кроме того, система привода технологических движений, состоящая из одного-двух электродвигателей и комплекса передающих и преобразующих движение механизмов, может приводить в движение исполнительные органы и инструменты нескольких технологических роторов.
Жесткость передачи и сохранение ориентации предмета обработки, а также и сравнительная простота достижения одинаковой производительности на отдельных технологических операциях позволяют создавать компактные конструкции автоматических роторных линий с аналогичными по структуре элементами и механизмами, которые легко типизируются, унифицируются и могут быть достаточно быстро спроектированы и изготовлены. Непрерывность транспортирования обрабатываемых деталей и отсутствие промежуточных бункеров-накопителей внутри автоматических роторных линий позволяют получать малую продолжительность обработки, измеряемую временем прохождения детали от первого до последнего ротора [5].
В результате произведенного анализа сороки в условиях автоматизированного производства можно выделить следующие моменты: