Эффективность выполнения сборочных процессов, качество изделий и их себестоимость во многом зависят от их конструкции.
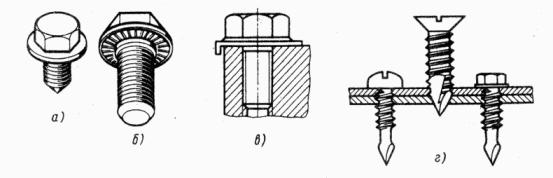
Одно из основных требований — изделие должно состоять из отдельных сборочных единиц, каждая из которых должна содержать как можно меньшее число деталей. Их сокращение достигается путем объединения в одной детали функций нескольких. Это уменьшает объем сборочных операций, а иногда и полностью исключает необходимость в их выполнении. Например, винт с буртом выполняет функции винта и шайбы (рис. 1, а). При его изготовлении из капрона обеспечивается также уплотнение соединения. Выполнение на торце бурта зубьев (рис. 1, б) или отгибание края бурта (рис. 1, в) уменьшает возможность самоотвинчивания. Изготовление винта с заходной частью, обеспечивающей, сверление и нарезание резьбы (рис. 1, г) в сопряженной детали, облегчает процесс механизации и автоматизации соединения и закрепления деталей.
Задача сокращения числа деталей и сборочных операций при изготовлении приспособлений и многих других изделий машиностроения может быть достигнута посредством укладки соединяемых деталей в форму и последующей их заливкой эпоксидной смолой или легкоплавким сплавом, образующим при охлаждении корпусную деталь.
Штамповкой также возможно обеспечить образование базовой детали сложной формы одновременно с соединением ряда деталей в сборочную единицу. Вальцевание позволяет образовывать неразъемные соединения.
Другой эффективный путь сокращения числа деталей, особенно крепежных (винтов, штифтов и шпонок), а следовательно, уменьшения трудоемкости изготовления изделий возможен посредством применения упругих крышек, втулок, упорных колец и пальцев, которые к тому же устанавливать проще. Перед сборкой размеры таких деталей увеличиваются за счет растяжения или уменьшаются путем сжатия для увеличения зазора в процессе сборки соединения.
Обычную прижимную крышку крепят к корпусу винтами. Для ее установки необходимо сверлить отверстия и нарезать резьбу под винты в корпусе и обрабатывать его торцовую поверхность под крышку, а затем завинчивать и затягивать винты. В измененной технологичной конструкции (рис. 2, а) для сборки достаточно установить только упругую крышку 1. При этом значительно сокращаются затраты времени на изготовление деталей и сборку изделий, а отсутствие отверстий в корпусе 2 под винты позволяет уменьшить толщину его стенок. Все перечисленное выше обеспечивает экономию материальных средств и материалов. Изменение конструкции карданного вала 4 (рис. 2, б) комбайна, в котором подшипник 3 в осевом направлении крепят с помощью упорного кольца 1 вместо крышки с прокладками, винтами и контрящими шайбами, позволило сократить число крепежных и других деталей. Такой же эффект достигается при замене этих деталей упругими пальцами и втулками (рис. 2, в). При использовании упругих пальцев и втулок отверстия в сопряженных деталях могут быть выполнены пониженной точности (после обычного сверления). Гофрированные кольца из пружинной стали также имеют большую упругость (рис. 2, г). Упругое сжатие рифлений и определенная форма кольца обеспечивают необходимую силу для закрепления детали в сборочной единице. Изготовляют рифления прокаткой. Для регулирования направления сжатия и обеспечения заданной жесткости кольца снабжены по краям цилиндрическими кольцевыми участками. Кольца 1 применяют для валов 4 и шестерен 2 при передаче значительных крутящих моментов вместо шлицевых и шпоночных соединений, а также для установки в отверстия под подшипники корпусных деталей из легких сплавов. Точность цилиндрических посадочных поверхностей сопряженных деталей обычно седьмого квалитета.
Гофрированные кольца компенсируют тепловые деформации деталей, возникающие в процессе работы изделия, гасят вибрации и тем самым увеличивают срок службы изделия.

Упругие детали одновременно обеспечивают соединение и закрепление деталей разборных изделий. Для неразборных соединений целесообразно применять штифты с прорезями (рис. 3). Такие штифты вводятся в отверстия деталей со значительными зазорами, а в завершающий период сборочного процесса деформируются, создавая необходимый натяг в соединении. Использование переходных посадок в изделиях при автоматической сборке невозможно из-за заклинивания деталей при их установке.
