
Rolling mills play an important role among the technological aggregates of black metallurgy. Rolling mills produce the finishing products of metallurgical productions. Quality of products and productivity of mills determine by work of continuous furnace (CF) [1].
Errors of heating, which arise up at heating of metal, result in the decline of high-quality product output. At the heating conditions of billets with changing thermo technical parameters receipt required quality of heating possibly only at automatic control work of zone of heating furnaces.
Automatic control temperature modes use in continuous furnace and also for work of different mechanisms of the furnace aggregate. Increase of level of automation of continuous furnace has considerable development presently. It relate with treatment of different steel grade. Steel grade require modes with the difficult graphs of temperature change and high exactness it maintenances, by continuous control and regulation composition of atmosphere in motion of process, and also with general complication of setting.
A malleablizing zone is one of important areas of continuous furnace. Important to provide set of heating steel before heat treatment by pressure. Because different thermal capacity of metal during rolling results to the following: on length and section to elongation of zones of metal with large temperature and to bend, on a width to the wring of roll [4]. Thus efficiency of work of the examined object depends on his level of automation. Therefore development of the system of automatic control temperature modes in the malleablizing zone of continuous furnace is an actuality task.
The questions of control incineration of fuel, by pressure in a furnace et al were not affected lately. Control of parameters has great importance at automation both for economic work of furnace and for the high-quality heating of metal.
2. SCIENTIFIC MEANINGFULNESS OF WORK
The numerous experimental researches on furnaces need for making of reliable condition. Such experiments as measure of thermal streams on length and width of furnace, temperatures of torch, advancement through the furnace of slab with thermocouples cannot act. That cannot provide a study numerous variants of change of regime parameters of furnaces. In such terms use a mathematical simulation. The mathematical simulation requires building of exact the mathematical model of process to adaptation on furnace. A simulation of heating processes is component part of general task of construction the automated system for the control temperature modes. The basic setting of model consists to providing the system by information about the temperature of billets in present moment and about the possible trajectory of heating.
Application of models for the choice of the best technological modes allows considerably shortening the volume of experimental works, but does not eliminate and does not replace them.
3. PRACTICAL ADVANTAGES OF WORK
Continuous furnace consists of a few zones. They are preheating, heating and malleablizing zones. All of zones test on itself influence of mutual heat exchange. Temperature modes of hot heat treatment influence on technical and economics indexes. Therefore choice of optimum such temperature modes present an important theoretical and practical task.
For every steel grade exists certain range of temperatures. Therefore choice of temperature level is one of major tasks of the examined technological process [5].
Continuous furnace is an object of research.
A purpose is development of the system for automatic control, which will carry out a choice and maintenance of the thermal mode of furnace and will provide heating of billets to the set temperatures at the vibrations of the productivity of mill and parameters of billets.
To the basic tasks of process control of heating metal in malleablizing zone of CF belong:
1. Exception of error of temperature adjusting
2. Timely creations or change of temperature mode in CF
3. Simplification of exploitation the system for automatic control temperature modes
4. Decline of expenses on repair and maintenance of equipment
5. Receipt of economic effect from the rational use gases
Three continuous furnaces use for heating of slabs.
Type of furnace is methodical with the two-sided heating, and with face loading and unloading.
The furnace setting includes elements:
1. Working space
2. Protection
3. System of admission of source of warmth
4. System of taking of exhausts gases
5. System of utilization of warmth of outgoing gases
6. System for the automatic control
A billet passes three zones consistently: preheating, heating and malleablizing. Maintenance of stationary temperature in a malleablizing zone arrives at application of services of automation.
Heating of furnaces carry out incineration of gaseous fuel. Fuel is natural gas. At incineration fuels appear products of complete combustion of fuel (smoke gases). Smoke passes the heat a convection and radiation to the surfaces of laying and metal. The products of combustion move to the metal
Products of combustion from a furnace delete through a flue.
On lateral sides observational windows locate. On the frontal wall of furnace locate frontal or butt end gas rings. On the lateral walls of furnace on certain distances from each other lateral gas rings locate. Ingots give in furnace through a load butt end window. For the serve of metal to the furnace set conveyer.
Maintenance of stationary temperature in a malleablizing zone arrives at application of devices of automation.
As factors are temperature of gas and air, pressure of gas, general expense of fuel on furnace, time of heating of metal, productivity of stove.
As parameters are temperature of metal, overfull of temperatures on the section of billet, temperature of smokes gases.
System for automatic control includes the followings knots:
1. Regulative of temperature
2. Regulative of pressure
3. Regulative of correlation gas-air
4. Signaling
5. Emergency disconnecting
Measuring of temperature in zone carry out thermo-couples, which set in a walls of furnace. Measuring pressure of gas and air carry out pressure sensor of and second recording device. Measuring expense of gas and air carry out by the analogical complete sets of measuring apparatus.
Safe work provides the system of the automatic signaling, emergency disconnecting at falling of pressure of gas or air.
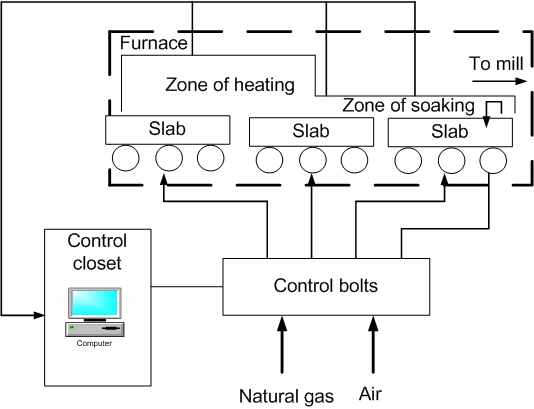
The flow diagram of process of metal heating in CF results on figure 5.1.
Fig. 5.1. – The flow diagram of process of metal heating in CF
The apparatus of automation must satisfy the followings requirements:
1. Automatic control a temperature condition in malleablizing zone
2. Automated management of air temperature
3. Automatic control correlation «gas-air» in malleablizing zone
4. Measuring of basic technological parameters
5. Maintenance of the set expense of gas and air
6. Light signaling
7.Safely of electric chains of sensors and control the executive mechanisms
8. Fast-acting of the system for automatic control
9. Simplicity of exploitation
10.Reliability
The algorithm of the system for automatic control consists of row of operations. The chart of the algorithm for control results on figure 6.1.
Fig. 6.1. The algorithm of the system for automatic control temperature modes in the malleablizing zone of CF (animation repeats cyclic, amount of shots – 5, size – 94,8 Kb).
Information from control complex of sensors (Block of Sensible Elements) transforms in an electric size in the block of standardization of sizes (BSS) and change to one of standard ranges of entrance signal of analog-digital changing (ADC) of measuring channel through Block of Strengtheners (BSTR). From ADC discrete signals enter to microcontroller (BMC). The block of Output Relays (BOR) intends for control of gas expense through Executive Device (ED).
The developed flow diagram of the system for automatic control temperature modes in the malleablizing zone of continuous furnace results on figure 7.1.
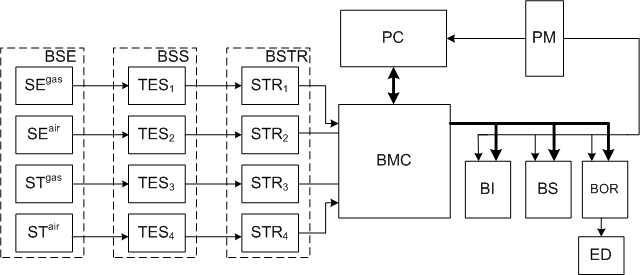
Fig. 7.1. The Flow diagram of the system for automatic control temperature modes in the malleablizing zone of continuous furnace
In the complement of block of sensible elements enter:
- sensor of temperature for measuring of temperature in the zone of CF;
- sensor of expense of gas and air;
- sensor of temperature for temperature measuring of gas and air
The feed of chart carry out of Power Module (PM). The block of Signaling (BS) testifies to the presence of breakdown (minimum – maximal pressure of gas). The block of Indication (BI) serves for the reflection of information about a temperature, pressure and gas expense.
Developed system for automatic control temperature modes in the malleablizing zone carries out: measuring of gas temperature, expense of gas and air, regulative of temperature in zone.
The system for automatic control will support a temperature in the set limits, setting the temperature of heating of air and regulating the expense of gas and air on a gas pipeline.
To one of dignities of this system it is possible to take a low prime price, and also possibility of building of the system on the certain terms of working and change of algorithm of work without interference with vehicle part (changing the program only).
1. Буглак Л. И., Вольфман И. Б., Ефроймович С. Ю., Захаров Г. К., Климовицкий М. Д. Автоматизация методических печей [Текст] / М. Д. Климовицкий. – М.: Металлургия, 1981. – 195 с.
2. Вернер В. Д. и др. Средства сопряжения. Контролирующие и информационно-управляющие системы [Текст] / В. Д. Вернер. – Минск: 1987. – 342 с.
3. Тайц Н. Ю., Розенгарт Ю. И. Методические нагревательные печи [Текст] / Н. Ю. Тайц. – М.: Металл, 1964. – 408 с.
4. Липухин Ю. В, Булатов Ю. И. Автоматизация основных металлургических процессов [Текст] / Ю. В. Липухин. – М.: Металлургия, 1990. – 280 с.
5. Кривандин В. А. Теплотехника металлургического производства [Текст] / В. А. Кривандин. – М.: МИСИС, 2002. – 736 с.
6. Солодовников В. В. и др. Основы теории и элементы систем автоматического регулирования [Текст] / В. В. Солодовников. – М.: Машиностроение, 1985. – 534 с.
7. Скворцов А. А. Влияние внешних воздействий на процесс формирования слитков и заготовок [Текст] / А. А. Скворцов. — М.: Металлургиздат., 1991. — 454 с.
8. Иванцов Г. П. Нагрев металла [Текст] / Г. П. Иванцов. — Свердловск: Металлургиздат., 1985. — 215 с.
9. Шагов Н. И. Теплотехника и автоматизация металлургических печей [Текст] / Н. И. Шагов.— Магнитогорск: Металлургиздат., 1969. — 527 с.
10. Самарский А. А., Введение в теорию разностных схем [Текст]/ А. А. Самарский. — М.: Наука., 1971. — 552 с.
Now master's degree work is in a state of development. Complete its ending is planned on at end December, 2009.