Résumé des travaux de maîtrise sur: "L'électromandat d'amener Automatisé de l'appareil tjanushche-juste de la voiture du moulage continu des stockages"
INTRODUCTION
• Actualité
• Buts et les tâches
• Nouveauté scientifique et la valeur pratique
• Iimportance Pratique et méthodologique des résultats d’ouvrage
• Approbation d’ouvrage
LA PARTIE PRINCIPALE
Introduction
- Le procédé technologique des marchés et de l'équipement de la machine de coulée continue
- Caractéristiques générales des moteurs électriques et des avancées roulettes machine de coulée continue - une unité complexe multi.
- Le système de contrôle de la traction électrique appareils correctement
CONCLUSION
LITTERATURE
INTRODUCTION:
Modern Caster - unité complexe, qui comprend divers mécanismes et dispositifs équipés de moteur électrique automatique, dont le but - de fournir, conformément à la technologie nécessaire liée à ces mécanismes. roulette succès et la qualité des pièces sont fortement tributaires de la façon dont un équipement optimal et procédés de production sont respectées coulée en mode protégé, de sorte que la roulette dernières créations, une attention particulière est accordée aux systèmes de contrôle automatique des roulettes de machines électriques. Les principales exigences générales du système de contrôle des machines électriques principales roulette ligne de production, qui comprend cristalliseur électriques et entraîner les rouleaux, en tirant le bon périphérique (TPA) dans la zone de refroidissement secondaire sont les suivantes: Accord sur les vitesses de tous les mécanismes impliqués dans la traction et le transport de lingots d'or à une précision de ± 2% et la distribution de charge uniforme entre le moteur électrique. Le respect de ces exigences et de maintenir un taux stable de retrait de coulée de billettes donne de bonne qualité.
Des études expérimentales et théoriques de la zone électrique de refroidissement secondaire peut légèrement augmenter et de préciser ces conditions générales, et identifier les domaines pour le développement comme une roulette appareil électrique tirant vrai bon et de ses systèmes et des algorithmes de contrôle.
Dans la nature, la négociation formelle de la vitesse de rotation des machines électriques de moulage par injection faite par un assouplissement des caractéristiques mécaniques des moteurs avec un groupe de gavage d'un convertisseur à thyristors unique. Cela conduit à non uniformes ne sont pas comparables pour les différents flux de roulettes, la répartition des charges entre les moteurs, qui diffère sensiblement de la distribution, calculé sur le modèle. La raison en est que, dans des conditions industrielles est pratiquement impossible de s'assurer de l'identité absolue des caractéristiques mécaniques des machines électriques de moulage par injection, un changement significatif de friction dans la partie mécanique des lignes d'entraînement des rouleaux de définir la proportion de la charge réelle de traction et de transport à moteur lingots spécifiques et la détérioration actuelle de la conduite rouleaux TPA. En outre, la distribution non uniforme de charges le long de la zone de refroidissement secondaire conduit à la création du lingot tensions considérables (jusqu'à 600 kN) et alternatif (huis clos - tension) efforts, qui a aussi une incidence négative sur la qualité de la macrostructure du lingot. Par conséquent, selon les machines électriques de moulage par injection devrait être une exigence de régulation de la répartition de la charge de traction du lingot entre les rouleaux d'entraînement, les sections et les sections en vue de réduire au minimum la tension du lingot sur toute la longueur de la zone de refroidissement secondaire et prévenir l'apparition de l'alternance des efforts dans l'évolution des conditions technologiques de l'extraction du lingot.
l'intérêt pratique des travaux de ce maître est la tâche de remplacer le disque du système du lecteur de DC du courant alternatif.
La pertinence scientifique de ce travail est dû, jusqu'à récemment, relativement petit nombre de tentatives d'utiliser le système d'entraînement à CA pour la traction de l'appareil - correct.
Objectif - une comparaison de deux systèmes construit sur un onduleur régime de transmission asynchrone - un moteur asynchrone avec contours extérieurs de la vitesse et la régulation indirecte de la vitesse.
Scientifique est la nouveauté dans le fait que, dans le contour extérieur d'un règlement subordonné à la place des capteurs de vitesse seront utilisés dispositif à microprocesseur pour déterminer la vitesse par la présence d'autres variables.
La valeur pratique de ce travail est de retirer le lecteur tachymétrique de la structure et améliorer ses indicateurs dynamiques resursovyh.
LA PARTIE PRINCIPALE:
1. Le procédé technologique des marchés et de l'équipement de la machine de coulée continue
CCM se compose d'un acier de coulée et louches intermédiaires, moule refroidi à l'eau, système de refroidissement secondaire, un dispositif pour le dessin, matériel pour le découpage et le mouvement du lingot.
Après la libération de métal de l'unité de fabrication de l'acier, la finition sur la composition chimique et la température de la sonde PTC ramasser versant stand grue pivotante sur roulettes. support pivotant est un design rotatif à deux positions pour régler le seau. Après avoir vidé le seau dans la position de la coulée se tourne de 180 ° et dispose d'un seau plein est en position de coulée. Après l'ouverture Zhiber louche du métal fondu commence à couler dans la poche intermédiaire. Prom. seau est une sorte de tampon entre la poche de coulée d'acier et de la moisissure. Après l'industrie ouverture Zhiber. Seau en métal pénètre dans le moule. Cristalliseur est un modèle refroidi par eau, qui effectue des fluctuations verticales ou circumvertical, pour empêcher le durcissement du métal sur les parois du moule. Selon la conception du moule continue tailles peuvent varier. Dans le moule est mur de gel de la dalle. En outre, sous l'influence de tirer rouleaux dalle tombe dans une zone de refroidissement secondaire (section d'arc de la rivière), où le métal pulvé ciseaux),risé par des buses d'eau. Après la libération de métal sur la partie linéaire de la rivière est la coupe la dalle (le découpage de gaz ou des ciseaux).

Figure 1 - Équipement qui comprend une installation de coulée continue.[5]
Pour démarrer le processus de coulée continue, avant l'ouverture des poches industrielles Zhiber, à H = usine de flux complot "semences", donc dans le domaine de la moule formé une sorte de poche. Après avoir rempli la cavité avec du métal commence tirant "semences". À la fin de la section rayon du mécanisme de séparation est la graine. Après la séparation, elle joue table à rouleaux et convoyeurs à chaînes.
Par rapport à la précédente méthode de coulée d'acier dans le moule pendant la coulée continue peut être réduit non seulement le temps en raison de l'exclusion de certaines opérations, mais aussi les investissements (par exemple, la construction de la floraison). fournit coulée continue des économies importantes en raison de la ferraille réduite et l'énergie consacrés à chauffer le lingot dans les fosses de trempage. Non compris les fosses de réchauffage a sensiblement à éliminer la pollution de l'air. Pour un certain nombre d'autres indicateurs: la qualité des produits métalliques, la possibilité de mécanisation et d'automatisation, d'améliorer les conditions de travail et la coulée continue plus efficace que les méthodes traditionnelles. Toutefois, la coulée continue a un revers. Staley certaines marques, comme l'ébullition, vous ne pouvez pas verser sur cette méthode, de petites quantités de pièces moulées en acier de différentes qualités d'augmenter leurs coûts, des pannes inattendues ont un impact majeur sur la réduction de la productivité globale.
Actuellement, toutes les méthodes de plus en plus populaire de l'acier décélération du flux électromagnétique entrer dans le moule. Cela nous permet de réduire considérablement la vitesse d'écoulement, de limiter leur pénétration profonde dans la phase liquide de la préparation, ainsi que pour assurer leur mouvement rationnel. Probablement dans un proche avenir cette méthode sera développée en collaboration avec l'utilisation de buses immersion optimale forme géométrique, qui sera créé pour chaque cas.
Roulette crystalliseur fonctionne comme un échangeur de chaleur, dont la mission est d'éliminer rapidement la chaleur de l'acier qui le traverse. À la fin de l'écorce moule commence à épaissir, et le moule porte-surface. En outre, la diffusion du cuivre à partir du moule conduit au mariage - les fissures à la surface des pièces moulées. Dans de nombreux cas, l'usure paroi de cuivre du moule et la saisie de la coulée de cuivre peut être évitée en utilisant revêtement protecteur sur le fond du moule. A la fin du XX e siècle pour la protection de chrome utilisé activement et de revêtements de nickel. Dans de nombreux pays, ils l'emportent aujourd'hui. Le nickel peut être appliqué de différentes manières et d'épaisseurs, a proximité d'un transfert de chaleur en cuivre coefficient.[1]
Au début du XXIe siècle a commencé la mise en œuvre active de la technologie de la projection thermique pour protéger les moules dalles de roulette avec la céramique, des revêtements métalliques, revêtements d'alliages. Ces revêtements permettent une meilleure protection des surfaces du moule. Méthodes pour la grande vitesse projection à la flamme qui permet de mettre les matériaux métal-céramique aux propriétés anti-érosion excellente et le transfert de la chaleur. revêtements thermiques à gaz est logique d'être appliquée à toutes les surfaces du moule. En raison de la moindre conductivité thermique du métal de revêtement devient possible de réduire et de mieux contrôler la vitesse de refroidissement du ménisque. Ce type de refroidissement est souvent appelé «soft», et il permet à la formation de lingot plus uniforme et profil de température plus uniforme, ce qui affecte positivement la productivité du moule et la qualité de la coulée.
2. Caractéristiques générales des moteurs électriques et des avancées roulettes machine de coulée continue - une unité complexe multi.
Mécanismes et accessoires puissant courbes des deux brins de brames pour la production de 95 moteurs, 40% environ sont des moteurs DC.
Les roulettes sont les principaux mécanismes moteurs à courant continu, contrôlé par le système de convertisseur à thyristor - moteur (TP-D). Sur la section rouleau de réception et le transport de pièces a commencé à utiliser des fréquences à commande moteur asynchrone (système d'entraînement électrique TPCH-D). Mécanismes de l'acier est grouillante, seaux mangeoires, des ascenseurs et des extracteurs ébauches des machines verticales sont les moteurs à induction avec des moteurs à bagues. Parfois, l'utilisation de deux vitesses moteurs asynchrones. À la graisse tiroir auxiliaire et de l'eau, installations de ventilation sont utilisés en court-circuit des moteurs asynchrones.
Tension moteurs à courant continu 220 ou 440 V. Tension 440 V Motors permis d'abandonner le transformateur de puissance dans le convertisseur thyristor circuit. Tous les moteurs à induction ont une tension nominale de 380 V. Le circuit de commande voltage 220 lecteurs les principaux DC, des électro-aimants ont gidrozolotnikov tension 48 V DC. de l'alimentation est de capteurs sans contact tension appliquée de 24 VDC.
équipements de contrôle électriques pour une roulette à deux brins dalle est situé sur les panneaux 120-150 de contrôle et plus de 20 bureaux situés dans les locaux des trois postes de contrôle: 1PU (bureau principal) - pour la coulée 2PU plates-formes - une machine pour couper les barres et le LSD - dans les mécanismes la réception et le transport des dalles. En plus de la commande principale 1PU sur les plateformes de coulée réglez la commande locale: panneau de contrôle de TMR - à proximité de la moule et le panneau de contrôle ICP - sur le stand stalerazlivochnom. Groupe de TMR est de la gestion opérationnelle du répartiteur de camions, bouchons, TPU rouleaux pour établissement de semences, l'inclusion de la moisissure, etc Remote PIP est utilisé pour contrôler tous les mécanismes et se stalerazlivochnogo porte (fermant à clé) en poche. panneaux de contrôle local MMP également en place un dispositif pour l'entrée et la séparation des semences dans les locaux de la station de pompage de stockage (contrôle de systèmes hydrauliques et de lubrification), ainsi que près de la valve d'eau et de la zone de refroidissement secondaire porte du lingot.
Particularités (pédale de l'attention, double jeu de gestion de clés) sont utilisés pour, de contrôle pour la prévention des accidents dus à des actions erronées des opérateurs, les gestionnaires de réduire le seau avec de l'acier liquide dans la grue stalerazlivochnom et en appuyant sur rouleaux traînant des caisses de lingots.
Roulettes électrique de base ont automatique et manuel de contrôle à distance. Les nouveaux projets comprennent trois niveaux d'automatisation: les lecteurs locaux système d'automatisation sont soumis à l'ordinateur de contrôle, qui est à son tour une partie du système de production automatique.
Au moyen de propulsion électrique pour répondre aux tâches principales suivantes de l'automatisation:
Roulette de démarrage automatique (mécanismes d'entraînement à bascule inclusion moule, rouleaux, en tirant le bon périphérique, valves de coupure, de l'eau de refroidissement du système);
• Synchronisation de la machine électrique principale;
• Séparation automatique et le nettoyage des semences en position de stockage;
• gaz automatique machine de découpe ou des ciseaux;
• Dispositifs de commande automatique, la réception, d'émission et le marquage des pièces;
• Contrôle automatique de la station de pompage de stockage et de systèmes de lubrification.[3]
Au moyen de contrôle des processus automatiques (DCS), à condition:
• stabilisation du niveau d'acier liquide dans le bassin de coulée et le moule à l'utilisation des jauges de radio-isotopes et tensometry outils de contrôle de la masse de métal dans la poche;
• règlement automatique et la stabilisation du débit d'eau dans le système de refroidissement du moule;
• règlement automatique du débit d'eau sur les segments de la zone de refroidissement secondaire et les faces du lingot, en fonction de la vitesse du lingot, les billettes de section et des aciers;
• rationnelle découper le lingot en billettes mesurer la longueur;
• suivi des extrémités antérieure et postérieure du lingot avec l'utilisation du chemin de mesure numérique et la formation de signaux de mécanismes de contrôle roulettes;
• définition d'un mode rationnel de la procédure et la délivrance des conseils de gestion des opérateurs en poudre pour eux.
La stabilisation du niveau du métal lors de la coulée, il est possible d'améliorer la qualité du lingot, d'augmenter le rendement du métal, de prévenir les accidents (par exemple, la réduction inacceptable et percée de métal liquide), d'améliorer les conditions de travail des opérateurs, réduire le temps de la coulée en augmentant le taux de retrait du lingot avec contrôle automatique du niveau de métal et d'accroître la sécurité du processus de coulée. Régulation du niveau du métal dans le moule est fait d'impact sur le régulateur du bouchon verseur, ainsi que par une modification du taux de retrait du lingot.
Très important est le système de contrôle optimal du mode de refroidissement secondaire, car il en dépend largement de la qualité du lingot et de processus de maintenance sans problème. En plus de la régulation indirecte du débit d'eau en fonction de la vitesse du lingot, en utilisant la température de surface de contrôle du pyromètre lingot et changement automatique de l'approvisionnement en eau à différentes sections des jets de refroidissement secondaire.
Emplois à roulettes électrique principal s'affiche sur le panneau synoptique station de contrôle et 1PU 2PU. Ainsi, la mimique de l'1PU poste principal curviligne affiche d'éclairage en poudre et les feux de signalisation les lecteurs de l'oscillation de moule, la rotation des rouleaux tyanusche-corriger les mécanismes position périphérique clip bobines dans les bars, je et le dételage une graine de machines pour la découpe du lingot et l'inclusion de ses moteurs, électrique tournante à rouleaux, l'inclusion des pompes hydrauliques, etc Le système d'alerte et d'alarme résout les problèmes suivants: arrêt d'urgence du cristalliseur et appareil électrique rouleaux tyanusche-correct, la coupe prolongée du lingot d'arrêt d'urgence, d'une unité à thyristor, arrêtez les mécanismes de pièces aire de réception, interrupteur d'urgence à des entrées de réserve ~ 380 et -220 V, le défaut de station de pompage de stockage, systèmes de refroidissement, de lubrification et de ventilation.
Sur les mécanismes de la CCM pour les moteurs les plus fiables d'acier, d'appareils et de capteurs avec un degré de protection du réservoir, généralement pas plus mauvais que IP 54. Tous les outils électriques sont la classe d'isolation organosiliciés H.
Stations de contrôle Shields, convertisseurs thyristor et stations de transformateurs (CTS) est situé dans elektropomeschenii, ajouté à la roulette bloc. Ainsi, le elektropomeschenii deux étages pour la coulée continue de l'atelier de convertisseur d'acier avec quatre brames courbe est définie, les stations de contrôle d'environ 25 planches, 60 des convertisseurs à thyristor et 6 stations dvuhtransformatornyh 10 / 0,4 kV. Deux stations d'une capacité de 2 x 1600 kVA, ayant chacune une masse terne neutre sur le côté de 0,4 kV sont utilisés pour la tension du moteur électrique à induction de 380 V. Les deux sous-stations électriques 2x1000 kVA, à neutre isolé unités thyristor alimenté par un courant nominal jusqu'à 500 A (n'ayant pas leur propre transformateur). Deux stations d'une capacité de 160 kV 2-A sont utilisées pour les systèmes de pouvoir de contrôle des impulsions de phase (Seth) convertisseurs thyristor. Cela réduit l'effet de distorsion de la tension de commutation de circuits de puissance des convertisseurs de travail Seth.
Afin d'assurer une grande fiabilité de l'approvisionnement des roulettes d'électricité à partir de deux sources indépendantes avec ABP pour entrer ~ 380 et -220 V.[2]
3. Le système de contrôle de la traction électrique appareils correctement
Dans la majorité des roulettes nationaux et étrangers ont été de plus en plus mis en place systèmed'entraînement électrique asynchrone basée sur la lutte antivectorielle (Fig. 2).
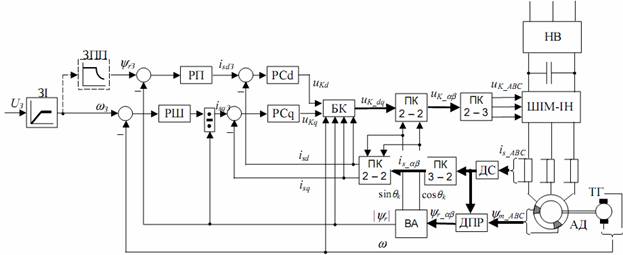
Figure 2 - Schéma de fonctionnement de la pression artérielle de commande du vecteur de l'orientation du rotor potokustsepleniya[1]
Appliquant le principe de la lutte antivectorielle vous permet de créer un système très dynamique VC largement utilisé avec pratiquement n'importe quelle plage de régulation de la vitesse nécessaire. La lutte antivectorielle est conçu pour garantir le droit de contrôle de la fréquence, de sorte que les propriétés nécessaires statique et dynamique du PE à l'aide de la distribution de la lutte mécanique (temps, vitesse) et de flux magnétique (couplage magnétique ou flux) coordonnées. Lorsque la lutte antivectorielle ont représenté vecteurs position relative des généralisée grandeurs électromagnétiques. La mesure de la vitesse du rotor AD effectuée à l'aide de la tachy (TG), monté sur l'arbre moteur. Vitesse (RS) est généralement réalisée proportionnelle (P-) ou proportionnelle intégrale (PI-type), en fonction de la nécessité de fournir un système astatique propriétés. Division bloc du circuit de commande d'entrée est la composante Q du courant statorique, est négatif et régulateur de vitesse obligatoire, parce que le lien du flux du rotor inclus dans le dénominateur, qui détermine le gain du régulateur de vitesse.
Les sorties de la vitesse (ISQ) et liaison de flux (DSI) doit être limitée à des niveaux appropriés: restriction de la DSI visant à prévenir augmenté courant magnétisant supérieure à sa valeur nominale, l'ISQ restriction - semble fluctuations trop grandes et les valeurs établies de longue date du couple moteur électromagnétique. Les affectations de signal sur la vitesse de l'arbre du moteur est obtenu par l'intensité zadavacha (FI), liaison de flux d'emplois peuvent être organisés de façon indépendante (des tâches spécifiques de la taille désirée de la liaison de flux du rotor dans les systèmes à bande unique) ou en fonction du travail à la vitesse (en ajustant à travailler dans la seconde zone) de application du domaine non linéaire zadavacha affaiblissement (DP).
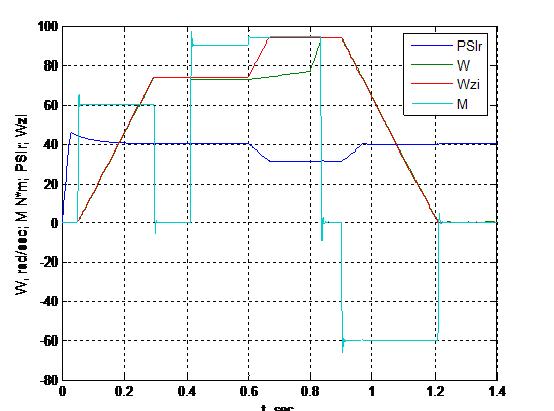
Figure 3 - Système de transitoires de la lutte antivectorielle BP
Propriétés dynamiques du système de commande du vecteur ne sont bonnes que si l'unité de compensation (BC), qui effectue une commande séparation des canaux en neutralisant l'effet des rétroactions internes (DSS) dans la MA. Cette compensation est effectuée (effet de compensation des systèmes similaires moteur contre-électromotrice VC DC) par la création de signaux similaires avec un signe opposé à l'onduleur de tension d'entrée. En règle générale, dans la pratique, ne seront pas rémunérés tous les OER, mais seulement les plus influents, qui comprennent la Croix-DSS et le moteur contre-électromotrice. En général, les propriétés de la pression artérielle de commande du vecteur sera d'autant plus qualitative, plus que compensée par la DSS existante. Alertes DSS moteur  ,
, ,
,  ,
, devraient être compensées à l'entrée inverseuse à travers leurs institutions avec le signe contraire à l'onduleur de tension d'entrée à la lumière du transfert de l'inverseur et capteurs associés. Un désavantage spécifique d'une gestion basée sur un vecteur pour le couplage vectoriel de flux (dans notre cas - le rotor) est la nécessité de faire des mesures plus précises ou des estimations de l'amplitude et les valeurs de position angulaire de ce vecteur. Limitations et inconvénients liés à la mesure de la liaison de flux (comme avec capteurs à effet Hall et les enroulements de mesure) conduisent au fait que le plus souvent pour déterminer le débit en utilisant des modèles mathématiques ou de l'état des observateurs. faiblesses ordinaires de la lutte anti-vectorielle est la complexité de l'administration et les dispositifs fonctionnels lors de la conversion de coordonnées et de phases, ainsi que la mise en œuvre des relations de compensation avec une large gamme de régulation de la vitesse et la charge de la ME.[6]
devraient être compensées à l'entrée inverseuse à travers leurs institutions avec le signe contraire à l'onduleur de tension d'entrée à la lumière du transfert de l'inverseur et capteurs associés. Un désavantage spécifique d'une gestion basée sur un vecteur pour le couplage vectoriel de flux (dans notre cas - le rotor) est la nécessité de faire des mesures plus précises ou des estimations de l'amplitude et les valeurs de position angulaire de ce vecteur. Limitations et inconvénients liés à la mesure de la liaison de flux (comme avec capteurs à effet Hall et les enroulements de mesure) conduisent au fait que le plus souvent pour déterminer le débit en utilisant des modèles mathématiques ou de l'état des observateurs. faiblesses ordinaires de la lutte anti-vectorielle est la complexité de l'administration et les dispositifs fonctionnels lors de la conversion de coordonnées et de phases, ainsi que la mise en œuvre des relations de compensation avec une large gamme de régulation de la vitesse et la charge de la ME.[6]
CONCLUSION:
Dans la thèse de l'analyse de la technologie de coulée continue et les caractéristiques de conception de machines de coulée continue. Les exigences pour le lecteur multi-électrique en tirant le bon périphérique en poudre curviligne. Nous donnons des informations sur le matériel, les principaux types de CCM et ses principales composantes. Cette information sur la partie
électrique et système de contrôle de type pivotant modernes courbe. L'opportunité d'application
pour tirer le droit-unité de poudre multi-traction contrôlée entraînement électrique.
Il a été un modèle mathématique du système TPCH-BP avec un contrôle du vecteur. Basé sur le modèle obtenu peut explorer le travail de tirer la machine de coulée continue droit dans différents modes. Avec cela, vous pouvez optimiser les performances de l'ensemble des conditions différentes: l'obtention de la vitesse maximale lors de la fixation de la qualité de sortie de préparation, ainsi que d'optimiser pour verser les différents types d'acier.
LITTERATURE:
1. VM Niskovskih, Karpinski SE, Beren AD billettes dalle coulée continue. - M.: métallurgie, 1991. -272s.
2. coulée Margolin, S. M. continuité électrique
flans. - M.: métallurgie, 1987. - 279s.
3. DP Evteev, KolybalovI.N. coulée continue d'acier. M.: Metallurgiya, 1984. - 200C
4. Bacharine AV contrôle des entraînements électriques. L.: Energoizdat, 1982. - 392 pp.
5. Popandopulo IK coulée continue d'acier. M.: Metallurgiya, 1990. - 394s.
6. Dartau VA, Rudakov, VV Vector Machines AC contrôle. - LGI., 1976.
7. Chilikin MG, clés, VI, Sandler, AS Théorie de l'électricité automatisés. M.: Energiya, 1979. 616s.
8. Margolin Sh.M., nain VA L'équipement électrique et des systèmes d'automatisation pour la coulée continue de l'acier. M.: Metallurgiya, 1969. - 269S.


 | Le portail magistère DonNTU |
| Le portail magistère DonNTU |
