АВТОМАТИЧЕСКОЕ СОГЛАСОВАНИЕ РАБОТЫ ЛЕНТОЧНОГО КОНВЕЙЕРА С ПОГРУЗКОЙ УГЛЯ В ВАГОНЕТКИ ЛОКОМОТИВНОЙ ОТКАТКИ
Застенкина М.А., студент; Оголобченко А.С., доц., к.т.н.
(Донецкий национальный технический Университет, г. Донецк, Украина)
Источник: Збірник наукових праць Х науково-технічної конференції аспірантів та студентів в м. Донецьку 18-20 травня 2010 р. - Донецьк, ДонНТУ, 2010. – с. 39 – 41.
В настоящее время на шахтах существуют схемы транспорта, которыми предусматривается перегрузка угля с ленточного конвейера в вагонетки локомотивной откатки для дальнейшей доставки к месту складирования. В этом случае уголь транспортируется конвейером, как правило, непрерывно, что вызывает требование обеспечить непрерывность погрузки. От четкой работы стационарного погрузочного пункта зависит работа обоих звеньев шахтного транспорта, а некоторых случаях пропускная способность погрузочного пункта лимитирует добычу угля выемочным участком.
Основными операциями на погрузочном пункте является: 1) подача порожних вагонеток к месту погрузки, передвижка их во время загрузки без заштыбовки углем меж вагонеточного пространства; 2) загрузка вагонеток. Для автоматизации этих операций они должны быть механизированы. Для подачи и передвижки вагонеток используются различные типы толкателей. Для загрузки вагонеток разработаны также различные типы промежуточных бункеров малой емкости [1]. Нами предлагается к использованию бункер с маятниковым затвором, как наиболее приемлемый для автоматизации. Кроме того, применение бункера емкостью, рассчитанной на прием угля из забоев при более или менее длительных перерывах в погрузке, позволит обеспечить непрерывную работу конвейерной линии, что является важным условием для работы очистных забоев, которые обслуживает данная линия.
Технологическая схема перегрузки угля с ленточного конвейера в вагонетки локомотивной откатки приведена на рисунке 1. На рисунке условно обозначены: 1 - бункер малой емкости; 2 - маятниковый затвор, 3 - ленточный конвейер; 4 – вагонетка; 5 - электропривод маятникового затвора, 6 - толкатель.
Выполнения технологических операций на погрузочном пункте, как правило, в настоящее время осуществляет человек, что не в полной мере обеспечивает эффективность и безопасность работ. Должно быть автоматическое выполнение заданной последовательности технологических операций, требуемые защиты и блокировки. Из наиболее широко известных систем автоматизации можно отметить автоматизированный комплекс погрузочных пунктов типа КАП [2]. Однако он имеет ряд недостатков, которые предполагают разработку новых средств автоматизации. Отметим основные. Комплекс не обеспечивает совместную работу конвейера с процессом загрузки угля в вагонетки, что является необходимым условием автоматического управления конвейерной линией. Релейно-контактное исполнение принципиальных электрических схем комплекса не только имеет низкую надежность, но и не позволяет, без дополнительных технических средств, включить комплекс КАП в автоматизированную систему управления транспортом шахты с использованием промышленных компьютеров, что является актуальным вопросом управления в современных условиях.
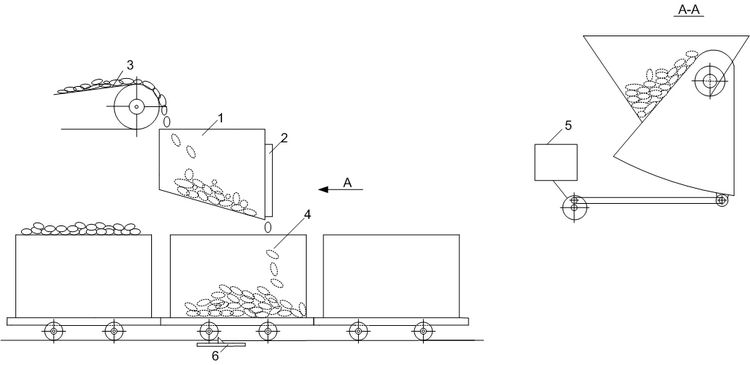
Рисунок 1 – Технологическая схема перегрузки угля с ленточного
конвейера в вагонетки локомотивной откатки
В связи с вышеизложенным нами разработано микропроцессорное устройство автоматического управления погрузочным пунктом с промежуточным бункером и конвейерной доставки угля на погрузку. Структурная схема разработанного устройства УАП приведена на рисунке 2. На структурной схеме приняты следующие обозначения: ТД - технологические датчики и другие источники информации; ИП - источник питания; БП – блок питания; МС - модуль согласования; МК - микроконтроллер; ИМ - интерфейсный модуль; МВС - модуль вывода сигналов.
Устройство УАП должно работать совместно с аппаратурой автоматизации конвейера или конвейерной линии и с аппаратурой автоматизации локомотивной откатки. Причем эти технические средства должны быть выполнены на микропроцессорной элементной базе и содержать элементы приема - передачи данных. Например, для автоматизации конвейерного транспорта может использоваться известный комплекс САУКЛ, а рельсового транспорта – аппаратура АБСС.1М.
В устройство УАП поступает следующая информация: положение вагонетки под загрузкой; уровень загрузки вагонетки углем; положения маятникового затвора бункера; работа конвейера; цвет сигнальных огней светофора. В качестве источников информации используются дискретные датчики и данные с соответствующих блоков аппаратуры автоматизации конвейеров локомотивной откатки. Так в качестве датчиков положения могут быть использованы серийно выпускаемые промышленностью датчики положения магнитогерконовые типа ДПМГ2У. Более сложным является вопрос контроля загрузки углем вагонетки. В принципе разработаны различные способы контроля. По нашему мнению, наиболее приемлемым является применение радиоизотопных датчиков, имеющих высокую надежность в подземных условиях шахт. А так как при автоматизации погрузочного пункта предполагается отсутствие постоянно находящегося обслуживающего персонала, то использование таких средств вполне допустимо. Хотя для управления устройством УАП может быть применен любой другой тип датчика с дискретным выходным сигналом.
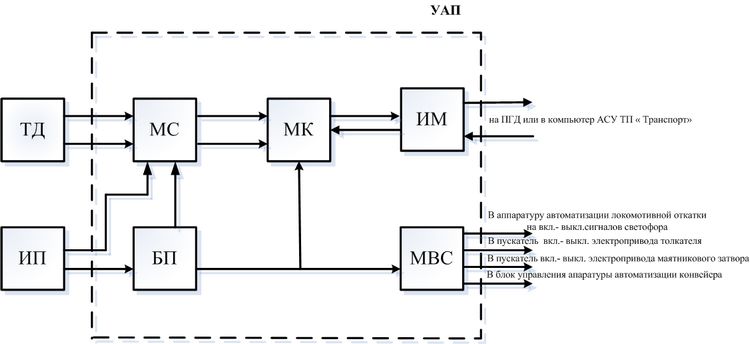
Рисунок 2 – Структурная схема устройства УАП
Модуль МС осуществляет: гальваническую развязку линий связи устройства с контактными датчиками (используются оптопары); защиту микроконтроллера МК устройства от возможных перенапряжений в соединительных линиях датчиков с помощью стабилитронов и резисторов, которые также обеспечивают искробезопасность линий датчиков, что важно для использования устройства УАП в подземных условиях шахт. При этом блок питания БП должен быть искробезопасным.
Микроконтроллер МК обеспечивает обработку информации и выработку управляющих команд. В качестве микроконтроллера может быть принят любой микроконтроллер с встроенным АЦП, например Атmega 16.
Выходные управляющие команды устройства УАП поступают, как показано на рисунке 2, в шахтные магнитные пускатели электропривода толкателей и маятникового затвора, а также в блоки управления соответствующей аппаратура автоматизации конвейерного транспорта и локомотивной откатки. Для передачи команд управления на исполнительные устройства модуль МВС содержит тиристорные оптопары, например типа АОУ103Б. Включение светодиода оптопары вызывает открытие тиристора. Тиристор оптопары должен включаться непосредственно в цепь дистанционного управления магнитного пускателя.
Важным модулем устройства УАП является интерфейсный модуль ИМ, предназначенный для передачи информации о работе погрузочного пункта на пульт горного диспетчера или в компьютер АСУ ТП «Транспорт» и приема команд управления с вышестоящего уровня управления. Модуль содержит специальный адаптер интерфейса RS485, например, микросборка МАХ1480В фирмы MAXIM, которая включает в свой состав, кроме собственно приемника и передатчика, преобразователь напряже¬ния с разделительным трансформатором для их питания и оптронные развязки входных цепей. Эти элементы позволяют обеспечить гальваническую развязку линии связи и присоединяемых к ней устройств.
В результате обработки информации, поступающей в устройство УАП, алгоритм управления следующий. Прежде всего, устройство формирует «разрешающий» сигнал на включение конвейерной линии, чтобы предотвратить заштыбовку погрузочного пункта при его не готовности принять уголь - нет порожней вагонетки под загрузку. При нормальной технологической ситуации, затвор 2 (см. рисунок 1) бункера 1 открыт, конвейер 3 работает, уголь загружается в вагонетку 4. При срабатывании датчика загрузки вагонетки (на рисунке 1 не показан) – вагонетка загружена, устройство УАП формирует команду на закрытие затвора 2 бункера 1 и включение толкателя 6 на передвижку вагонетки 4 подачу порожней вагонетки под место загрузки. Цвет огней светофора переключается на зеленый цвет – разрешение на подачу вагонеток под загрузку. Далее затвор 2 отрывается, и уголь выгружается в вагонетку 4 до тех пор, пока не сработает датчик загрузки. Цвет огней светофора переключается на красный – запрет подачи вагонеток под загрузку.
При аварийной ситуации на погрузочном пункте устройство УАП формирует команду на отключение конвейера 3.
При всех технологических операциях и работе устройства УАП осуществляется световая индикация и передача информации на вышестоящий уровень управления.
Алгоритм управления погрузочным пунктом может быть скорректирован по командам с пульта ПГД или от компьютера АСУ ТП «Транспорт» при выполнении условий глобального критерия управления транспортом шахты.
При необходимости и наличии соответствующих средств механизации функции устройства УАП могут быть дополнены управлением пылеподавлением и уплотне¬нием угля в вагонетке.
Перечень ссылок
1. Рудничный транспорт и механизация вспомогательных работ. Под общ. ред. Братченко Б.Ф. М.: Недра, 1978. – 423с.
2. Автоматизация подземных горных работ /Под ред. Проф. А.А. Иванова – К.: Вища школа, 1987–328с.