Семенова Ольга Сергеевна

Физико-металлургический факультет
Кафедра обработки металлов давлением
Тема выпускной работы "Разработка математической модели режимов обжатий в горизонтальных валках черновых клетей ШСГП"
Научный руководитель Руденко Е.А.
ОПРЕДЕЛЕНИЕ РАЦИОНАЛЬНЫХ ОТНОШЕНИЙ ОБЖАТИЙ В
ВЕРТИКАЛЬНЫХ И ГОРИЗОНТАЛЬНЫХ ВАЛКАХ ЧЕРНОВЫХ
КЛЕТЕЙ ШИРОКОПОЛОСНОГО СТАНА.
Расход металла в концевую обрезь на станах горизонтальной прокатки зависит от отношения обжатия в вертикальных валках к обжатию в горизонтальных валках во всех универсальных черновых клетях.
Известно, что форма раската после обжатия в горизонтальных валках выпуклая, а после вертикальных валков вогнутая. Концевая обрезь составляет 15-25% от суммарного расхода металла ( 1,04-1,05).
Из технической литературы известно, что оптимальное отношение ∆В/∆Н обеспечивающее форму концов раската близкую к прямоугольной составляет 0,6-0,8. Работы в этом направлении выполнены только для узкого диапазона отношения ширины сляба B к толщине H, (для условий прокатки в первой черновой клети) и только при обжатии в гладких вертикальных валках с цилиндрической бочкой. Влияние отношений ∆В/∆Н по универсальным клетям на форму раската на выходе черновой группы клетей не исследовано. В этой связи работа является актуальной, т.к. направлена на уменьшение концевой обрези.
Исследования выполнили на лабораторных горизонтальном и вертикальном станах. Масштаб моделирования 1:25, материал свинец. Моделировали процесс формоизменения концов раската в плане в вертикальных и горизонтальных валках универсальных черновых клетей широкополосного стана.
Обжимали слябы ( раскатов) толщиной 130-250мм, шириной 800-850мм в валках диаметром 1250мм. В качестве параметров формы концов раската приняли
± f n ; ± f з - стрелы выпуклости (+) или вогнутости (-) переднего и заднего концов, мм. ± f ср - среднего значения стрел, мм.
На рисунке 1 показано влияние отношений В/Н, ∆В/∆Н на параметры формы концов. Видно, что с увеличением отношения ∆В/∆Н форма переднего и заднего конца изменяется от выпуклой к вогнутой, причем интенсивность изменения возрастает с увеличением отношения В/Н. Чем меньше отношение В/Н, тем при меньшем отношении ∆В/∆Н получается прямоугольная форма концов. На рисунке 2 показана зависимость оптимального значения ∆В/∆Н при котором зависимости отношений В/Н.
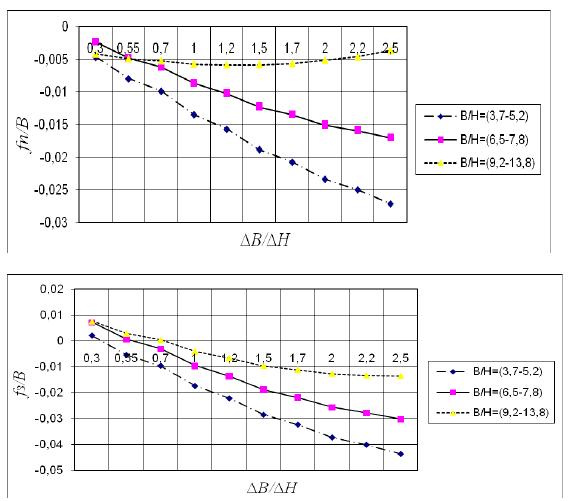
Рисунок 1. Влияние В/Н, ∆В/∆Н на параметры формы концов.
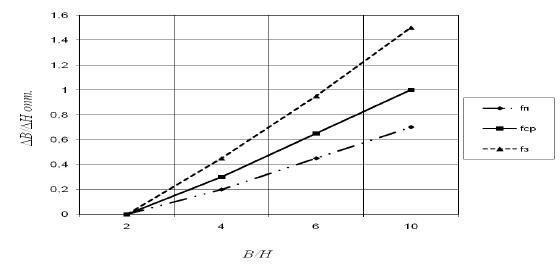
Рисунок 2 – зависимость ∆В/∆Н оптимальные от В/Н
Из рисунка 2 видно, что прямоугольный задний конец получается при больших ∆В/∆Н, чем прямоугольный передний, примерно в 2 раза отношениях. Так при В/Н =10 прямоугольный передний конец получили при ∆В/∆Н =0,7, а прямоугольный задний при отношении ∆В/∆Н =1,5