
Реферат за темою випускної роботи
Зміст
- Введення
- 1. Актуальність теми
- 2. Мета і задачі дослідження
- 3. Задачі, які вирішуються за допомогою фотореєстрації
- 4. Проблеми вимірювань, що виникають в процесі фотореєстрації
- 4.1 Похибки об'єктива
- 4.2 Похибки матриці
- 4.3 Похибки обробки зображення
- 4.4 Помилки зйомки
- 5. Контроль площинності на основі фотореєстрації
- 6. Контроль наявності деталі в робочій зоні оброблювального центру
- Висновки
- Перелік посилань
Введення
Широке впровадження в механообробці оброблювальних центрів пред'являє підвищені вимоги до діагностичної системи такого обладнання. Система повинна забезпечувати автономність роботи обладнання протягом певного проміжку часу. Автономність роботи зокрема передбачає відсутність контролю з боку верстатника. Таким чином, для безперебійної роботи потрібно контролювати не тільки стан вузлів верстата і характеристик процесу різання заготовки, але й роботу маніпуляторів, механізованого оснащення, автоматизованої системи збирання відходів і т.д. Комплексний підхід до контролю цих пристроїв може забезпечити промислова фотореєстрація [1,2].
Промислова фотореєстрація - це процес реєстрації промислових процесів на виробництві та контроль за технологічним процесом за допомогою фотознімків. Процес є частиною діагностики технологічних процесів.
Розвиток алгоритмів обробки наукових фотознімків отриманих через різні світлофільтри, віртуальних студій, систем штучного зору дозволяють прибирати шуми, збільшувати контурну різкість, виділяти з фотографії потрібні об'єкти, визначати їх напрямок руху.
Фотоконтроль дозволяє робити контроль промислової продукції, в ході якого телевізійні пристрої дозволяють безконтактним способом контролювати розміри і конфігурацію виготовлених виробів, наявність дефектів та ін. без затримки або зупинки виробничого процесу. Діагностика на основі фотореєстрації дозволяє встановити, наскільки правильно встановлена ??деталь (точність установки, співвісність), виявити помилки маніпулятора, значні відхилення від форми (наприклад, значні виступи на деталі) [3].1. Актуальність теми
- фотореєстрація відкриває широкі перспективи для автоматизації виробництва;
- фотореєстрація сприяє підвищенню продуктивності;
- фотореєстрація дозволяє дистанційно контролювати правильність виконання технологічних операцій;
- фотореєстрація може проводитися під час транспортування деталі (наприклад, при русі по конвеєру);
- фотореєстрація сприяє зниженню браку на виробництві;
- фотореєстрація має досить високу швидкість вимірювання;
- фотореєстрація характеризується простотою конструкції, універсальністю і низькою вартістю.
2. Мета і задачі дослідження
Метою роботи є підвищення продуктивності і зменшення помилок в гнучкому автоматизованому виробництві за рахунок впровадження фотореєстрації технологічних процесів.
Основні завдання дослідження:
- Аналіз сучасного стану діагностики технологічного процесу на основі фотореєстрації.
- Методика визначення площинності за даними фотореєстрації.
- Визначення можливостей фотореєстрації.
- Методика впровадження фотореєстрації в технологічний процес виготовлення продукції.
Об'єкт дослідження: технологічний процес виготовлення продукції в гнучкому автоматизованому виробництві.
Предмет дослідження: контроль якості виготовлюваної продукції на основі фотореєстрації технологічного процесу.
3. Задачі, які вирішуються за допомогою фотореєстрації
Фотореєстрація є досить повільним процесом. Час між двома вимірами обчислюється секундами. Тому за допомогою фотореєстрації не надається можливим реєстрація швидкотекучих процесів, таких як прискорені ходи робочих органів верстата, контроль обертів шпинделів і деталей, рух стружки відколу і т.п. Проте фотореєстрація, за рахунок високої роздільної здатності, дозволяє виконувати контроль розмірів і розташування деталей, що знаходяться у спокої. Таким чином, за допомогою фотореєстрації в гнучкому автоматизованому виробництві можливо виконувати:
- під час налагодження оброблювального центру:
- контроль наявності автоматично встановленого оснащення;
- контроль штрих-коду встановленого оснащення;
- контроль зовнішніх пошкоджень оснащення;
- контроль наявності автоматично встановленого інструменту;
- відповідність виду інструменту штрих-коду;
- контроль зносу інструменту;
- під час установки / зняття деталі:
- контроль наявності заготовки в маніпуляторі;
- контроль положення заготовки в маніпуляторі;
- контроль положення заготовки при затиску в оснащенні;
- вимірювання геометрії готової деталі;
- контроль передачі готової деталі маніпулятору;
- під час обробки:
- контроль поломки інструменту;
- контроль забрудненості робочої зони зливною стружкою [4].
4. Проблеми вимірювань, що виникають в процесі фотореєстрації
В процесі фотореєстрації виникають труднощі, які обумовлені похибками, що вносяться об'єктивом фотокамери, матрицею та іншими факторами.
4.1 Похибки об'єктива
Яскравовираженним прикладом похибки об'єктива є дисторсія. Дисторсія (подушкообразний, бочкообразність) – похибка оптичних систем, при якій лінійне збільшення змінюється по полю зору об'єктива При дисторсії виникають помилки при контролі геометрії поверхонь, просторових відхилень, допусків форм. Також похибками об'єктива є віньєтування, хроматичні аберації, кома, астигматизм.
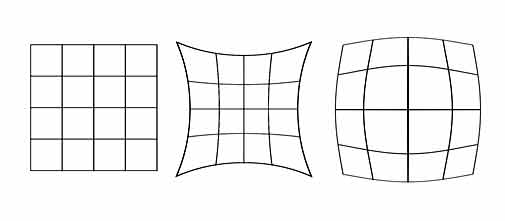
Рис. 1. – Дисторсія (джерело: http://ru.wikipedia.org/wiki...)
{kind=link}
Боротися з даними похибками можна застосуванням спеціального програмного забезпечення, використанням об'єктивів з постійним фокусом і складних оптичних систем, елементи яких підібрані так, що вони взаємно компенсують виникаючі похибки [5,6].
4.2 Похибки матриці
До похибок, що вносяться матрицею можна віднести шум матриці, її роздільну здатність і форму.
Шум матриці проявляється в кольорових спотвореннях, схожих на різнобарвні цяточки
. Це явище обумовлене випадковим характером руху електронів в фототранзисторах матриці. В результаті чого виникають складнощі з визначенням кордонів деталей, відбувається реєстрація помилкових дрібних елементів деталей [7].
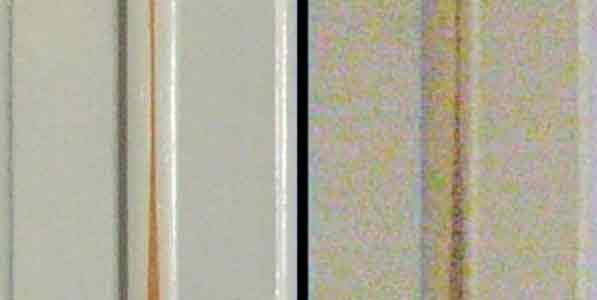
Рис. 2. – Шум матриці (джерело: http://images.yandex.ua/...)
{kind=link}
Звести до мінімуму дане явище можливо використанням фотоапаратури з великим розміром матриці, підбором оптимального освітлення та режимів зйомки, а також застосуванням спеціального програмного забезпечення.
4.3 Похибки обробки зображення
При обробці зображення виникають похибки пов'язані з кодуванням в формат jpg і алгоритмами підвищення контрастності. Внаслідок чого виникає поява муавра навколо країв і поява яскравих ліній на межах деталі. Дане явище обумовлене втратою інформації при стисненні і додаванням контурів контрастності, що в результаті призводить до труднощів визначення меж деталі і її геометрії.
Дані неточності знижуються в результаті розвитку програмних алгоритмів обробки зображення.
4.4 Помилки зйомки
Також при фотореєстрації виникають похибки, пов'язані безпосередньо зі зйомкою. До них відносяться: відблиски від контрового освітлення, розташування камери під кутом до деталі, вібрації камери та інші, що призводять до появи білих ділянок на зображенні, зниження різкості, спотворення геометричних форм деталі та розмиття меж елементів зображення. В результаті виникають неточності визначення елементів деталі, похибки вимірювання розмірів тощо.
Дані неточності розв'язні в результаті розвитку програмних алгоритмів обробки зображення.
5. Контроль площинності на основі фотореєстрації
При виготовленні корпусів вибухозахищеного обладнання виникають підвищені вимоги до контролю площинності обробки фланців. Вони обумовлені необхідністю щільного прилягання кришки до корпусу виробу. Прикладом може бути корпус вибухозахищений, зображений на рис. 3. Габарити фланця значно збільшують час його вимірювання традиційними засобами. Тому пропонується проводити його контроль методами фотореєстрації.

Рис. 3. – Корпус пускача вибухозахищеного (джерело: http://images.yandex.ua...)
{kind=link}
Перевірка площинності даного фланця можлива застосуванням фотореєстрації на основі відбиття світла. Таким чином, під час руху корпуса по конвеєру отримуємо його фотографії з освітленням під певним кутом. Промінь світла відбивається від обробленої поверхні і потрапляє в об'єктив, при цьому враховуючи той факт, що від криволінійної поверхні відбиття світла відбуватиметься інакше (кут відбиття променя світла інший), можна говорити про неплощинність (кривизну) поверхні.
")
Рис. 4. – Фізичний процес контрол площинностш
1 – Джерело світла
2 – Фотоапарат
3 – Корпус
4 – Конвейер
5 – Промінь світла
6. Контроль наявності деталі в робочій зоні обробного центру
Контролювати наявність деталі в робочій зоні оброблювального центру можливо застосуванням алгоритму, основаному на стандартних операціях із зображенням.
Для реєстрації деталі виконується опорна фотографія гарантовано вільною від деталей робочої зони. Після чого починається фотографування процесу (отримання контрольних кадрів). Віднімаючи ці фото з опорної фотографії, отримуємо темні ділянки на тих місцях, де кадр повністю відповідає опорному. Використовуючи отримані темні ділянки як маску для вирізання зображення з контрольної фотографії в підсумку отримуємо зображення тільки змін в робочій зоні
За фотографією можливо обчислювати наявність деталі в зоні обробки. Для цього обчислюється кількість заповнених пікселів (площа зафарбування) і порівнюється з поперечною відносно кадру площею фотографії. Обчислення геометричного центру заповнених пікселів дозволять контролювати розташування деталі в робочій зоні. Більш складні алгоритми обробки зображення можуть дати інформацію про наявність крену деталі і відповідність її форми кресленням.
Висновки
За допомогою фотореєстрації можна здійснювати діагностику технологічних процесів, не тільки на самому обробному центрі, а й на всьому шляху руху деталі по гнучкій автоматизованій ділянці. Використання фотореєстрації дозволяє збільшити якість продукції, зменшити кількість збоїв автоматики маніпуляторів і обробних центрів, знизити кількість браку, виявити недоліки виробництва. Її впровадження у виробництво значно прискорить контроль геометричних характеристик оброблених деталей. Розробки в цій галузі є дуже важливими у розвитку машинобудування.
Перелік посилань
- Диагностика и неразрушающий контроль продукции машиностроения / ЦНИИ технологии машиностроения; науч. ред. В.И. Иванов. – М.: НПО ЦНИИТмаш, 1988. – 132с.
- Остафьев В.А. Диагностика процесса металлообработки / В.А.Остафьев, В.С. Антонюк, Г.С. Тымчик – К.: Тэхника, 1991. – 151с.
- Кулагин С.В. Аппаратура для научной фоторегистрации и киносъемки. 2-е изд., перераб. и доп. М.: Машиностроение. – 1990г. – 192с.
- Деревянченко А.Г. Система интеллектуального анализа изображений зон износа режущих инструментов / А.Г. Деревянченко, О.Ю. Бабилунга, Д.А. Криницын // Резание и инструмент в технологических системах. Международный научно-технический сборник. – Х., 2010. – С.75-80.
- Свет и оптические линзы. Исправление аберраций объективов и искажений изображения [Электронный ресурс] – 2007 – Режим доступа: http://www.photo-cams.ru... Заголовок с экрана.
- Энциклопедия физики и техники. Аберрации оптических систем. [Электронный ресурс] – Режим доступа: http://femto.com.ua/articles/part_1/0005.html - Заголовок с экрана.
- Цифровая фотография и качество фотоаппаратов. Дефект цифровых фотоснимков - шум матрицы фотоаппарата [Электронный ресурс] – 2008 – Режим доступа:http://camru.org... – Заголовок с экрана.
Зауваження! При написанні даного реферату магістерська робота ще не завершена. Остаточне завершення: грудень 2012 р. Повний текст роботи та матеріали по темі можуть бути отримані у автора або його керівника після зазначеної дати.