
Abstract
NOTE: This essay is composed 18.05.2013, before the end of the master's work. The estimated completion date – 15.12.2013
Content
- Introduction
- 1. Relevance of the topic
- 2. The purpose and objectives of the study
- 3. The essence of the IOI
- 4. The design part
- 5. Economic justification
Findings
- References
Introduction
With the development of science and technology more and more increasing requirements of engineering technology and methods of manufacture of parts. The usual methods of treatment are pushed to the back burner. This leads to the emergence of new, advanced methods of treatment that can improve the quality of manufactured parts, simplify the process and reduce costs. One of these methods is the progressive magnetic pulse processing (OIO).
IOI, in comparison with other progressive areas of the industry, gives the highest economic impact. It is about 3 – 4 times higher than the economic effect of the usual methods of treatment. This is quite promising and at the moment is do a little research in this area.
1. Relevance of the topic
Accuracy and dimensional stability of products, especially large, the quality of the surface layer of materials determine the basic operating characteristics of products: efficiency, resource efficiency of subsequent processing steps, maintainability object.That is, the performance and accuracy of determining the shape of the product, the properties of the surface layer are residual stresses in preforms geometrical parameters affecting products (especially large size) in the manufacture of parts and during their operation. Residual stresses can cause a discontinuity of the material and its destruction.Mechanical harvesting reduces the amount of handling and uneven stresses. However, in some cases, is not economically feasible to remove stock from the individual sections of parts, as then uneven stress can further increase, resulting in loss of precision parts and marriage. To reduce the distortion products are used stabilizing operations (eg, normalization, annealing), but such operations have large products require large heat treatment furnaces, which may be located on the side away from the customer. Just stabilizing operations require large material costs such as the purchase of stoves, the cost of raw materials (natural gas and other gases), the costs of health and safety, training, wages and salaries, thermal plants.
To shorten the production cycle, and better use of its own production facilities of the most promising is magnetic-pulse method of treatment. It allows you to reduce and equalize the residual stresses cause warping of parts. However, the size of individual orders and shape of each product have significant differences, and require long-term adjustment of magnetic-pulse mode [7]. Therefore necessary to develop a theoretical calculation base, experimental validation of parameters to determine the operating mode magnetic-pulse processing, the development of a typical production process for each group of workpieces.
Using the new method helps to speed up pre-production, improve quality, reduce labor intensity, and thereby increasing the competitiveness of products.
2. The purpose and objectives of the study
The purpose of the master's work – improving the quality parameters of the surface layer of the teeth large diameter wheels through the use of magnetic-pulse treatment (IOI)
Objectives:
1. Perform analysis of the current state of the question of application of magnetic-pulse processing metal.
2. To analyze the existing damage gears.
3. Develop a design of the inductor and the device is magnetic-pulse processing involute tooth form.
4. Carry out pilot studies of processing gear large dimensions of the magnetic pulses from the inductor involute form.
5. To analyze the quality of the material changes gears and calculate the economic impact.
6. Develop recommendations to improve the durability and quality parameters of the teeth through the use of magnetic-pulse processing.
3. The essence of the IOI
Magnetic-pulse deformation of the metal based on the conversion of electrical energy stored in the capacitor bank (drive) in the discharge through the inductor, the energy of high intensity electromagnetic field, which is converted into mechanical deformation of the workpiece (by interacting with the currents induced in the blank) [3].
Method of magnetic pulse hardening is this: the metal piece placed in the inductor affects the magnetic field of great tension. In the metal parts eddy currents, which currents interact with the magnetic pulse installation, which gives rise to forces on the metal surface [4]. Magnetic pulse creates a shock wave that moves the crystal lattice defect layer details. Force effects in this case effectively in order to cause structural changes, but does not reach the limits of elasticity and strength [2]. Just heats lattice sites and inhomogeneities in the structure of metal. As a result, hardening of the metal surface. When using this method it is possible complete elimination of the heat treatment process of manufacturing parts, thereby greatly decreasing costs money.
4. The design part
During the passage of technological practice was selected "problem" item in need of quenching and other heat treatment, and in the course of work, making the necessary experiments, it is supposed to replace the thermal magnetic pulse treatment, thus reducing the cost and simplify the process.
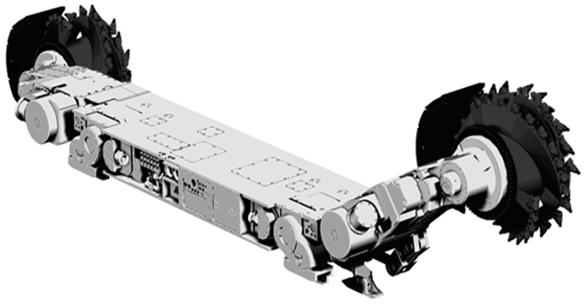
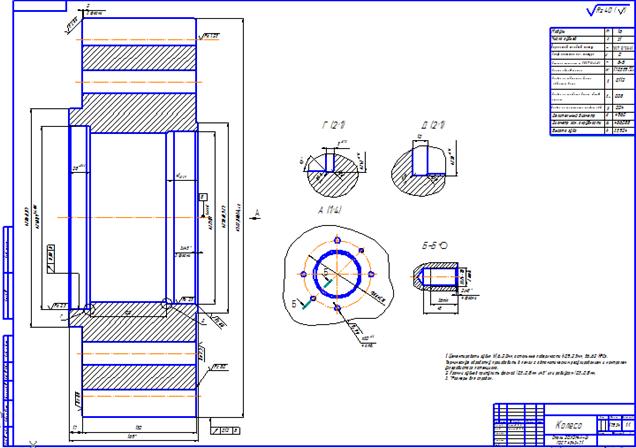
Detail of "The Wheel" is working in the gear cutting of the shearer FTC 500 advanced torque. It has large dimensions d = 522,856 h12/169 mm.
Combine cleaning FTC 500 is designed for the extraction of coal breakage faces moved across the strike of the seams 1,35 – 3,2 m with dips up to 35 °, and also on the fall or rebellion – up to 10 °, with the resilience of coal cutting up to 360 kN
Heat treatment: carburizing h1, 6...2 mm HRC 56...62, the processing is done in ovens with automatic regulation and control of the carbon potential.
Carburizing – diffusion process, wherein the surface layer of soft steel is saturated with carbon. After quenching the carburized steel distinctly different hardness of the surface and the core.
Carburizing, quenching and low tempering the part is produced in a chamber with a gas carburizing furnace. This process is carried out in a gas containing carbon at a temperature of 850 – 900 ° C. Cementation of a depth of 1,5 mm, at a temperature of 900 ° C takes approximately 10 hours.
Since the problem details "Wheel" has great dimensions and requires prolonged heat treatment (carburizing, quenching and low tempering), it was proposed to replace the thermal magnetic pulse treatment. Namely, to design inductor involute form, which will be worn on each tooth wheel and make the consolidation of the surface layer of the metal.
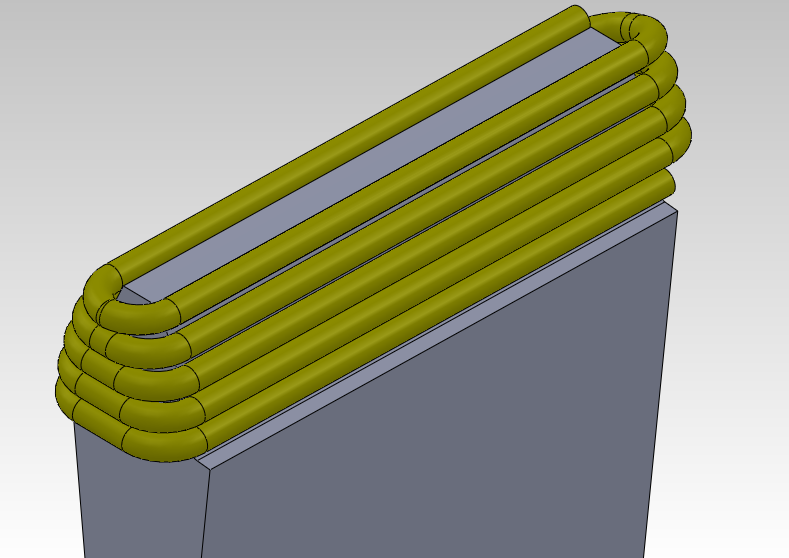
Figure 3 – 3D model of involute inductor
Contact patch gears
One of the main advantages of using involute inductor is that you can carry out the impact directly on the contact zone.
5. Economic justification
Processing a single wheel with IOI
The known data:
Number of teeth – 31
The cost of electricity – 1,3 UAH per 1 kW
Electricity consumption by 1 tooth – 4 kW
We calculate the power consumption for 1 wheel in UAH:
Since the experimental setup is not commercially available, it is necessary to calculate the cost for its construction.
The cost of installation in UAH:
The cost per transistor – 400 UAH, the number of pieces – 6
Calculate the cost of the installation in 1 hour, taking into account depreciation in UAH:

Processing time 4,13 min
The cost of the plant in UAH 4 minutes will be:
![]()
The total cost of treating a single detail in UAH:
Heat treating costs are one wheel
The known data:
The price of natural gas – 2,8 UAH per m3
The gas flow rate – 20 m3 / h
The oven is operating – 10 h
Calculate the gas flow rate on 1 wheel in UAH:
The cost of the furnace – 40,000 USD.
Calculate the cost of the oven for 1 hour and taking into account the depreciation in UAH:

Time operation of the furnace: 10 h
The cost of the furnace in UAH per 10 hours will be:
![]()
The total cost of treating a single detail in UAH:
From these calculations it is clear that the economic impact is much higher with IOI. As mentioned earlier it is 3 – 4 times higher than the usual methods of treatment.
Findings
The introduction of magnetic-pulse treatment in the production of shows its high efficiency and high performance opens up new ways to solve a number of technological challenges. With the IOI process is reduction of labor machining, tooling of metal reduction, increasing productivity. Discovering new ways to produce gears effect immediately but the contact zone. The economic study shows that the use of IOI is much more efficient heat treatment
Unresolved problem is still not fully studied the technological capabilities IOI. Since the translation of a manufacturing operation in the magnetic pulse method, necessary to carry out a feasibility study, that is, to compare this method with other types of pulse treatment (blast electrohydraulics, etc.), as well as usual, we used previous method. Requires serious calculation of operating modes IOI. This requires experts in magnetic pulse treatment, which unfortunately in Ukraine is very small.
References
-
Бондарь A.B. Качество и надежность. М: Машиностроение, 2007. -308 с.Гребенщиков A.B. Очистка изделий от загрязнений импульсными воздействиями / A.B. Гребенщиков, В.П. Смоленцев // Ж. «Упрочняющие технологии и покрытия», 2008, №9 С. 53-56Техно сфера [электронный ресурс]. – Режим доступа: http://tekhnosfera.com