
Abstract
Content
- 1. Theme urgency
- 2. Goal and tasks the master's work
- 3. Analysis of the process as a control object
- 4. Development of functional circuits ACS
- 5. The development the structural scheme ACS
- 6. Analysis of the dynamics
- Conclusion
- References
1. Theme urgency
Real industrial facilities management typically are multi-dimensional. Necessary to manage several controlled variables of the object, its output value by acting on several of its inputs. You should also take into consideration the multiple disturbances. Management feature such an object, is that the effect of one input can lead to a change in not one, but several controlled variables.
Analysis and optimization of management is to implement some mathematical operations. The result could be obtained in an optimal control system somewhat. For the description of multidimensional objects and systems used method of state variables.
Drying processes refer to objects with delay elements. In the description of the mathematical model in terms of state variables to consider that each state variable of the original model can be delayed for a time delay corresponding link.
Analysis of the problem of automation of processes of drying showed that the existing classical local automatic control system does not fully take into account the multi-dimensionality and a multiply this process. The use of modern methods of synthesis of multidimensional robust controllers, the synthesis of which requires multi-dimensional mathematical description of the object in terms of state variables is an urgent problem.
2. Goal and tasks the master's work
Objective: To investigate the synthesis algorithms of automatic control system and analyze the dynamics of the control system (ACS) multidimensional object with elements of delay on the example of the drying unit.
The tasks of master's work:
1. Analysis of the process as a multi-dimensional object control from the point of view of material flows and information variables.
2. Rationale for the chosen method of management and development of functional circuits.
3. Synthesis of multi-dimensional optimal controller with the disturbances.
4. Make recommendations on the technical implementation of the automatic control system.
5. Perform the analysis of expected economic benefits from the introduction of ACS.
3. Analysis of the process as a control object
Drying - thermal dehydration process of solid materials by evaporation and removal of the fumes.
The rotating drum of the feeder hopper is fed wet stuff, where he gradually moved along the ramp drum. In the same direction as the drum enters the drying agent – the hot air in the furnace heated by burning a fuel gas. The material is heated and the moisture contained therein evaporates. Emitted water vapor removed from the dryer together with the exhaust gas. The dried material is discharged at the end of the drum into the hopper (Fig. 1).
Figure 1. Drying plant
(1 – bunker wet material, 2 – dispenser, 3 – stove, 4 – mixing chamber, 5 – drying chamber,
6 – dry material hopper, 7 – cyclone)
Drum dryers are widely used for the continuous drying at atmospheric pressure loose materials.
As the coolant used flue gases produced in the combustion chamber, the combustion of fuel.
Goal control of the drying process is to provide drying of wet solid material supplied to the set humidity.
Drum dryers – the devices of continuous operation. They work on the principle of forward flow. Materials and hot gases inside the drum move in the same direction. This avoids overheating of the material, since in this case the hottest gases in contact with a material having the greatest moisture.
Appointment of the drying unit - is an issue of the dried particulate material specified humidity. The main process control values are drying unit performance and product moisture at the unit outlet. To maintain the drying process under optimal conditions required to maintain the correct values and other assistive technology options.
In operation, the drying unit acts on it not only the main control variable (gas) and the perturbation (the feed rate of moist particulate material into the furnace), but also other effects. This air flow to maintain the correct temperature of the drying agent and humidity of the material which may vary within certain limits.
Consider the drying technology in terms of management of the process. Usually dryer is in the process chain and therefore its performance is determined by the supply of material for drying, given by the previous process. In the offline mode, the performance of the dryer set by the operator. Therefore, from the point of view of control of the drying process feed material and, consequently, the related performance of the dryer is not amenable to internal regulations, all other processes must adapt to the desired performance from outside the dryer.
This implies that the performance of the dryer is the outrage for all internal control systems. So, the main technological input value drying unit and the main technological output value are perturbations.
The situation is similar with the humidity of input material dryers. It is determined by the previous process, can not be controlled directly control the drying unit. And so the moisture content at the entrance is a perturbation in terms of the management of drying.
As a result, the scheme of the control object from the point of view of the basic material flow and information variables can be represented as follows (Figure 2):
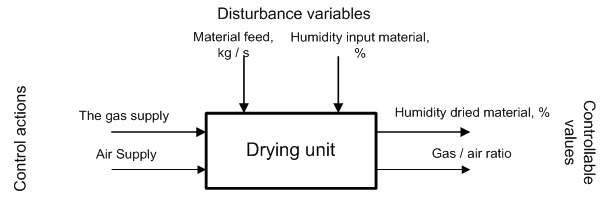
Figure 2. The scheme a control object from the point of view of the basic material flow and information variables
4. Development of functional circuits ACS
Recently, in the automation technology of complex objects and processes have become increasingly used multivariate adjustments. Multi-dimensional systems are characterized by several features. Most important of them is a significant interference control circuits while maintaining the values of process parameters in the desired range. The main problem of multidimensional controllers are cross-links.
When operating in a co-current drying processes drum dryer should regulate the ratio of fuel and primary air, moist material, the temperature of the drying agent at the inlet and outlet of the dryer, the temperature in the dryer, a vacuum in the mixing chamber.
Multiplanimetric regulation reduces the delay time control signals. Completeness of combustion of fuel gas ratio control system is provided by fuel gas and primary air.
In response to the temperature rise in the mixing chamber, the controller increases the airflow from the fan. It is also possible to increase the feed rate of moist material.
Functional diagram of control dryer is shown in Fig.3.
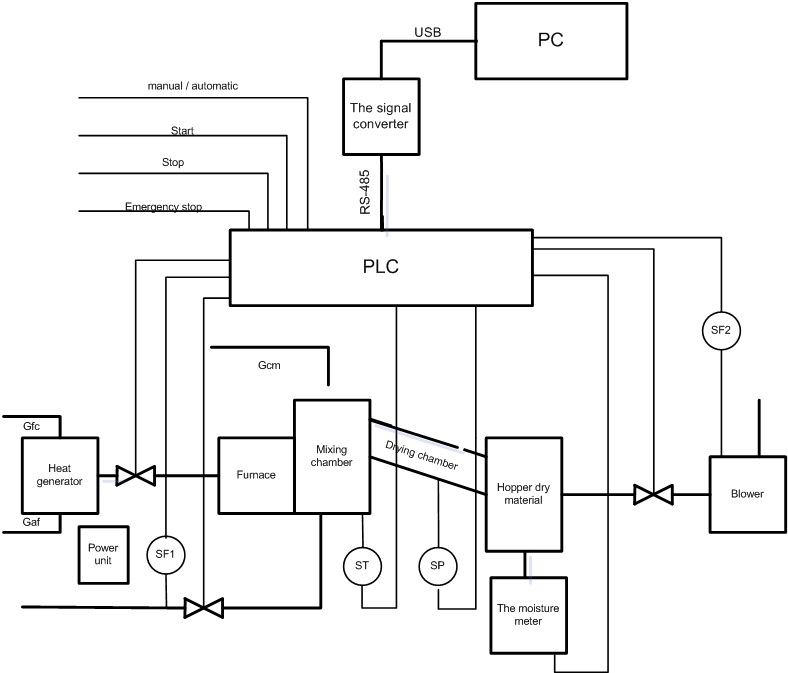
Figure 3. Functional diagram of ACS
(Gt - fuel consumption, Gpv - air flow, Gvm - consumption of wet material)
Heat generator is designed to directly receive the heated coolant from the combustion of fuels. The fuel can serve as natural gas, diesel fuel.
The heated air enters the furnace through the mixing chamber. The signals from the temperature sensor (ST), and with the air flow sensor (SF1) come to the PLC. The output acts on the valve, which installed in the supply of secondary air into the mixing chamber.
The moist material and heated air to the dryer drum. There is a pressure sensor (SP), which measures the vacuum in the drum. Signal from it together with the air flow sensor signal (SF2) is fed to the PLC. It adjusts the valve opening degree which is mounted on the air supply of the fan.
The dried material was fed into the hopper of dry matter. With moisture moisture content measured and transmitted to the PLC. The output signal from the controller acts on the valve mounted at the outlet of the the heat generator.
PLC sequentially generates a query to each sensor receives the response from it and stores the data. To communicate with a computer using an interface converter RS-485/USB. It can let connect to the industrial information network RS-485 personal computer having a USB-port.
Selection of control mode (manual / automatic) is a top-level computer. The system provides alarm mode when significant deviations humidity dry material from the target value.
When an unplanned power failure signal is generated "Emergency stop". It limits the feed and fuel.
5. The development the structural scheme ACS
Functional diagram of of the object shows a set of core values-driven and control and disturbances, as well as indicating their interactions. Manage the performance drying unit is open ACS hard control (Fig. 4).
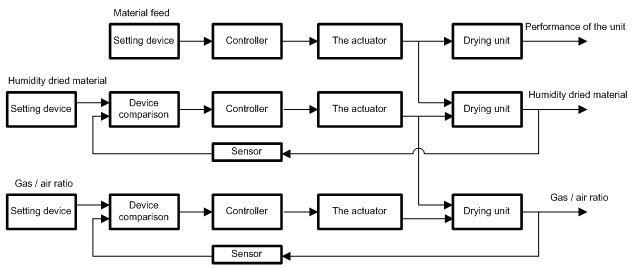
Figure 4. Structural diagram ACS
Drying machine control system consists of several automatic control (AC) and monitoring systems. Including:
- outer AC manages the performance of the unit. Open loop AC performance with rigid control in this case does not take into account the real values of humidity at the inlet and outlet. Therefore, the performance is given by the current pace of downloading material. The real performance will vary from the rate of loading on the amount of evaporated moisture in the dryer;
- the main AC support material moisture output at a given level of the operator;
- the auxiliary AC operates gas / air ratio, providing optimal conditions for the combustion of the gas.
Drying machine control system, which is a multi-dimensional multiply object can be constructed in a hierarchical structure consisting of parallel, concurrent and related AC. External to the process of drying is AC performance. The rest of AC provide quality drying process. The main of them provides the desired moisture content of the output. The auxiliary - optimizes the combustion process and drying.
Having a structural scheme of a multidimensional object control and control systems it can create a mathematical model of the object for each channel. Then, to optimize the parameters of the contour element in the same way as is done for the object with one control and one controlled quantities. Then you need to evaluate the crosstalk control units with parallel operation of AC and, if necessary, refine the tuning knobs, eliminating the potential to move AC into an unstable state.
By means of MATLAB Simulink obtained a description of the object in terms of multi-dimensional state space. Control object model is shown in Figure 5.
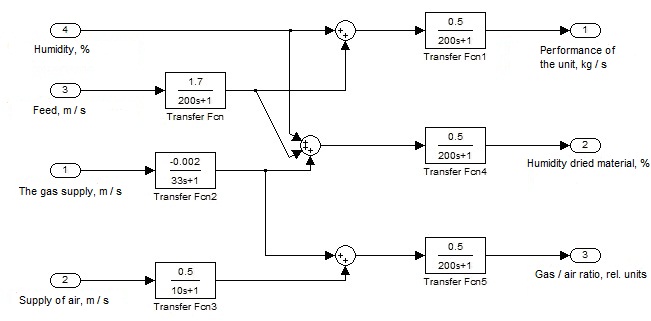
Figure 5. The model of control object drying unit
The resulting system conforms to the schema object the description of material flow, which is shown in Fig. 2.
6. Analysis of the dynamics
The dynamics of the drying process is determined by two factors. This is the time of passage drying gas and travel time along the length of the concentrate drying drum. A step change of the controlled quantity (gas) for 80 sec front temperature changes take place along the draining gas furnace. This can be modelled by 80 sec delay. The linear dynamic model of the control channel will be a consistent connection link delay and an aperiodic link. Transient response of the channel disturbances (feed concentrate) can be defined as a pure delay, which is equal to 150 seconds.
We describe the object of control. Replace the units of delay lines rigid links. In this case, the object without delay can be described in traditional form (1):
 (1)
(1)
First the matrix equation system (1) can be written as follows:
 (2)
(2)
where L – matrix operator of differentiation:
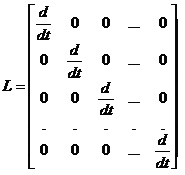 (3)
(3)
We complete the set of state variables of the equation (2) the same number of state variables corresponding to the output signals of the delay units:
 (4)
(4)
where  –
formal matrix operator of differentiation:
–
formal matrix operator of differentiation:
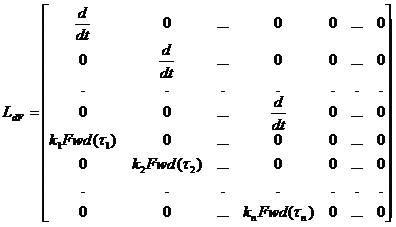 (5)
(5)
In the matrix (5), the
coefficient  is equal
to one if there is a link delay for some state variable, and is equal
to zero if there is no such.The operator
is equal
to one if there is a link delay for some state variable, and is equal
to zero if there is no such.The operator  describes
the value of the function, advancing in time for the current interval
τ.
describes
the value of the function, advancing in time for the current interval
τ.
Operator matrix obtained by
inserting the corresponding delay time of initial state variables.
Right matrix supplemented with the same number of zero columns.
The matrix of the internal connections between the state variables of the object in view of the delay units:
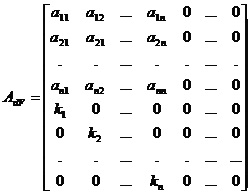 (6)
(6)
The compact form of a matrix (5) and (6):
 (7)
(7)
The matrix  should
have same number of rows as the matrix and
should
have same number of rows as the matrix and  .
The output equation can be written as:
.
The output equation can be written as:
 (8)
(8)
The matrix  сcontains
the same number
of columns as the matrix contains the same number of columns as the
matrix and, these
equal to the number
of state variables.
сcontains
the same number
of columns as the matrix contains the same number of columns as the
matrix and, these
equal to the number
of state variables.
The nominal capacity of the furnace concentrate drying 100 tons / hour. At nominal flow material in the dryer and the nominal input moisture concentrate of 40% is required to concentrate the output humidity is 3%. To ensure optimal drying process is necessary to maintain the value of the burner air / gas ratio equal to 1:10.
Model the control system shown in Fig. 4, in Matlab with the lag operator Fwd. Selected PID control. As a result, we obtain the transient simulation, shown in Fig. 5, Fig. 6 and Fig. 7. These processes correspond to the given conditions.
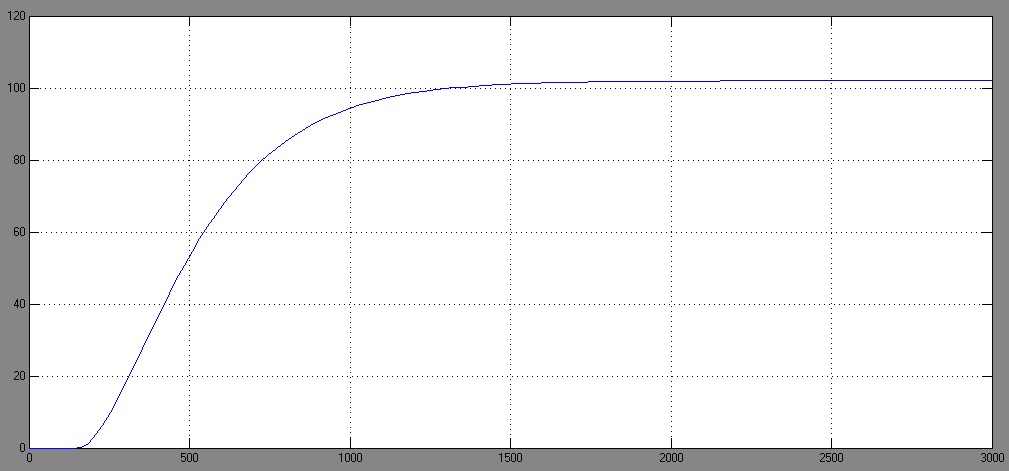
Figure 5 Number of dry matter, tons
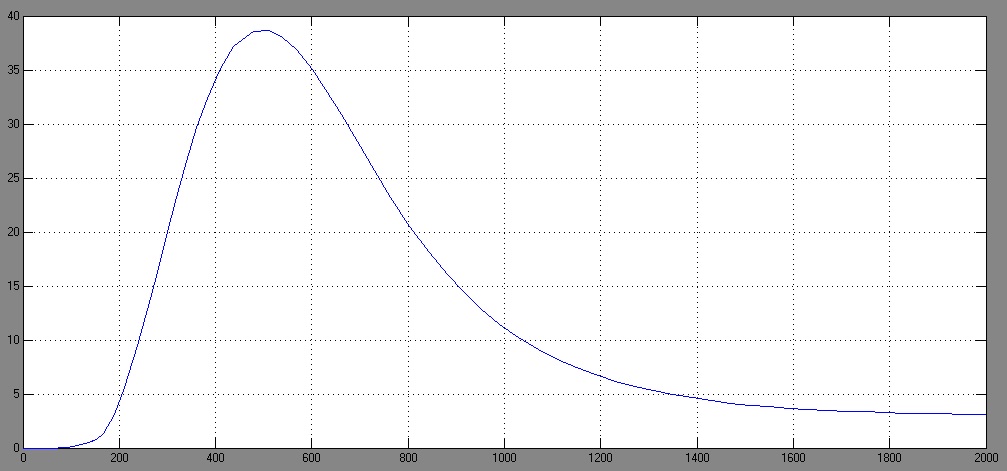
Figure 6 Humidity,%
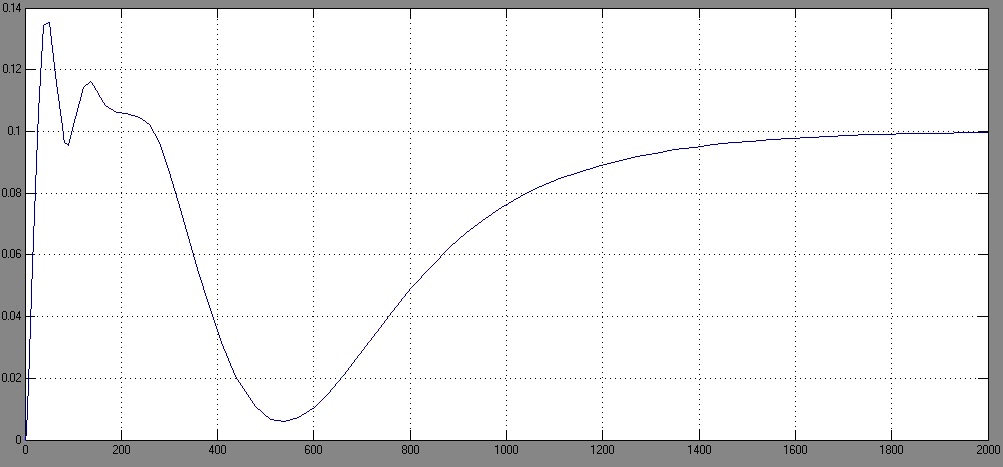
Figure 7 Gas / air ratio, rel.un.
Conclusion
As a result of the introduction of operator Fwd, the equation of state of the object with the delays take the same traditional form. However, the dimension of the matrix is increased by the number of state variables, which corresponds to the object links of delay. The equations of state represent all the fundamental inertial and dynamic spatio-temporal properties of continuous linear physical objects, including both their dynamic properties and spatial extent of the objects and the associated delay in the propagation of signals. The matrix A determines reflects the physical connections inside the object.
When writing the abstract of the master's work is not yet complete. Final completion: December, 2013. The full text of the work and materials on the topic can be obtained from the author or his scientific adviser after that date.
References
- Федосов Б.Т. Многомерные объекты. Описание, анализ и управление. [Электронный ресурс]. – Режим доступа: http://model.exponenta.ru
- Лукас В.А. ТАУ. Изд. 3-е. Изд. УГГГА, Екатеринбург, 2002, – 675 стр.
- Ким Д.П. Теория автоматического управления. Т.2. Многомерные, нелинейные, оптимальные и адаптивные системы: Учеб. Пособие. – М.: ФИЗМАТЛИТ, 2004. – 464 с.
- Ким. Д.П. Сборник задач по теории автоматического управления. Многомерные, нелинейные, оптимальные и адаптивные системы. – М.: ФИЗМАТЛИТ, 2008. – 328с.
- Гурецкий Х. Анализ и синтез систем управления с запаздыванием. – М.:Машиностроение, 1984. – 329с.
- Ю.Ю. Громов и др. Системы автоматического управления с запаздыванием. – Тамбов.: Издательство ТГТУ, 2007.
- Комиссарчик В. Ф. Автоматическое регулирование технологических процессов: учебное пособие (Издание второе) – Тверской государственный технический университет, Тверь,2001, 248с.
- Пупков К. А. Методы классической и современной теории автоматического управления. Учебник в 5 тт; 2-е издание, перераб. и доп.Т3 Синтез регуляторов систем автоматического управления – М.:Издательство МГТУ им. Н.Э. Баумана,2004 - 616с.
- Кузьменко Н. В. Автоматизация технологических процессов и производств. Учебное пособие в двух частях. – Ангарск, 2005 - 78с.
- Тимонин А.С. Основы конструирования и расчета химико-технологического и природоохранного оборудования.Справочник. Том 2, 2-е изд. перераб. и доп. - Калуга: Издательство Н. Бочкаревой, 2002. – 1030 с.
- Лыков М. В. Сушка в химической промышленности. – М.: Химия, 1970. - 432 с.