
Abstract
Contents
- Introduction
- 1. The theoretical part
- 2. The purpose and objectives of the study
- 3. The practical part
- Conclusion
- Source List
Introduction
Improving technology, accompanied by intensive exploitation of machines while simultaneously decreasing trend of mass requires, along with the traditional, progressive new fasteners, which include, first of all, should include high-strength, high-resource and for leak-tight connections for connection of polymeric composite materials for one-sided and unstressed riveting. These products significantly increase resource connections allow to mechanize and automate the build process and, as a consequence, increase productivity and efficiency.
Currently, metal heat treatment is the most promising and technically easy to implement way to radically improve consumer quality metal fasteners and thus out of it.
1. The theoretical part
Fasteners (hardware) - the details for the formation of connections: bolts, nuts, screws, wood screws, tapping screws, anchors, rivets, washers, pins, studs, and others. Mounting hardware includes the concept of hardware (hardware) - standardized hardware diverse range of industrial and general-purpose. By sundries conditionally include steel wire and articles of wood (nails, ropes, nets, welding electrodes), fasteners (screws, nuts, bolts, screws, wood screws, lock washers, rivets, etc.).
The basic material for the production of fasteners is steel, has the necessary combination of properties - sufficient strength, ductility, fatigue resistance, wear and corrosion resistance. Traditionally, the use of structural carbon steel with a carbon content not exceeding 0.5%. Alloyed steels most commonly used chromium steels, such as 40X.
However, until now, the various countries specified requirements steels used for manufacturing high-strength bolts in connection with what is needed to provide the optimum combination of strength and plastic properties, and reliable operation of the bolt in the compounds: first brittle and lack of delayed fracture with sufficient efficiency as bolts have a higher value compared with rivets. Increasingly, for the manufacture of high-strength bolts are used together with medium-low carbon steel and also containing 0,15-0,23% carbon, high manganese content (0,75-1,4%), chromium (0,25-0,40 %) and molybdenum additives, boron and vanadium. One of the most common methods of production of fasteners is cold plastic deformation. One of the most common types of cold deformation in the production of fasteners - cold forging (drop-off), carried out on the landing machines (presses), or machines.
It is known that steel for cold heading must be in its original state structure of granular pearlite certain ball. This structure is compared with the lamellar pearlite structure has a better processability in the process of forming articles in the cold state and has a number of advantages. The main ones are: the uniform distribution of carbide particles in a ferritic matrix, low hardness, high ductility, which provide good formability, finishing cutting, machinability, getting after cutting surface quality, increase tool life and economy of the cold machining; smallest possible surface area carbide particles, and as a consequence, slow dissociation at their austenite, the austenite grain growth inhibition, less prone to overheating and cracking during hardening, a wider range of permissible temperature hardening, no tendency to structural inheritance (restoration large austenite grains) in preparation hardening the residual austenite is less and less deformation in the subsequent products leave; receipt after the final heat treatment (quenching and tempering), the best combination of strength and ductility at high hardness, a high resistance to contact fatigue and a high durability.
The previous annealed cold plastic deformation of steel greatly accelerates both phases of spheroidization of carbides: the division of cementite plates and transformation of plates in the globules. It also speeds up and coalescence of carbide particles.
2. The purpose and objectives of the study
The purpose of this master's thesis is to study the effect of annealing on the spheroidizing subsequent heat-hardened steel 40X - hardening with high temperature tempering. The main attention was paid to the influence of nodularity is cementite before quenching.
3. The practical part
The samples were collected in Druzhkivka hardware plant of riots exposed nodularisation annealed at the factory mode. Samples from the series number 2 and number 3 were cut from the riots began, which was preceded by annealing nodularisation calibration by the diameter of 21.6 mm. Place a series of different samples are cut at a height of rebellion. Samples series number 1 cut out of rebellion, not to be calibrated prior to annealing. Samples of four series number 4, similar in terms of a series of selection number 1 subjected to normalizing prior to quenching. Further examples of these series were hardened by heating to temperatures from 850-860°C, followed by cooling in oil. Coarse perlite is the most optimal initial structure prior to quenching. After spheroidizing annealing metallographic method for the proportion of granular pearlite in the steel structure. After quenching the measured hardness (HRC) on the cross section of samples and analyzed the nature of the steel structure. The measurement results are shown in Table.
Table - Results of raising cementite after spheroidizing annealing and the hardness of 40X steel after quenching.
| Index | Units | Series 1 | Series 2 | Series 3 | Series 4 |
| Degree of cementite spheroidization annealing | % | 80-85 | 95-100 | 85-90 | 0 |
| Hardness of the steel after hardening | HRC | 53 ± 1 | 56 ± 0,5 | 55 ± 0,5 | 51 ± 1 |
Analysis of the results shows that cold plastic deformation prior calibration promotes nodularity cementite during spheroidizing annealing. Found that increasing the degree of spheroidization of cementite before quenching provides higher hardness hardened steel and grinding of its structure. The lowest hardness hardened steel was obtained in the samples subjected to preliminary normalization was observed in the structure when larger needle martensite.
Thus, spheroidizing annealing is a very important step in the pre-heat treatment of steels many who are able to supply should be structured granular pearlite and the maximum degree of spheroidization of cementite. Increasing the proportion of granular perlite structure 40Cr steel structure to an increase in hardness after tempering.
40X steel microstructure after hardening heat treatment are presented in Figure 1.
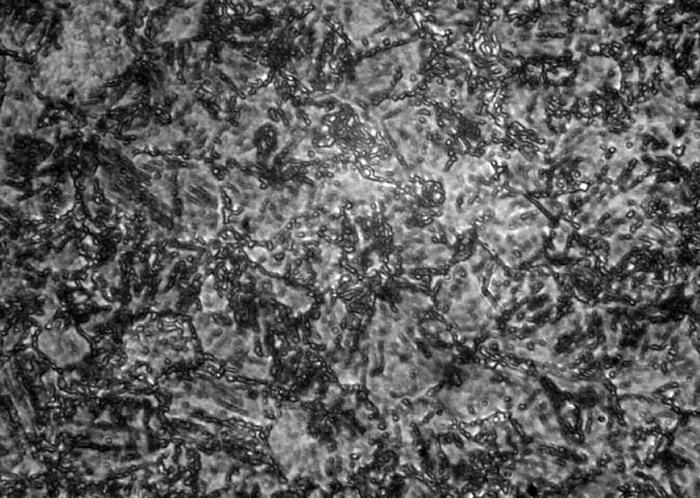
а) Series №1 (х500)
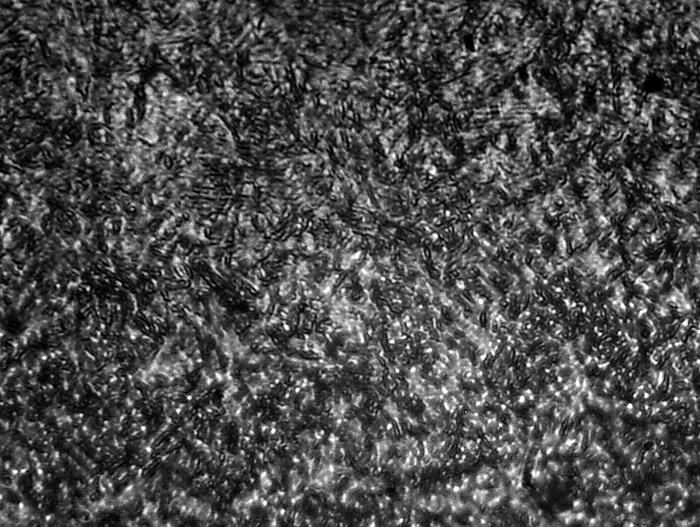
б) Series №2 (х500)
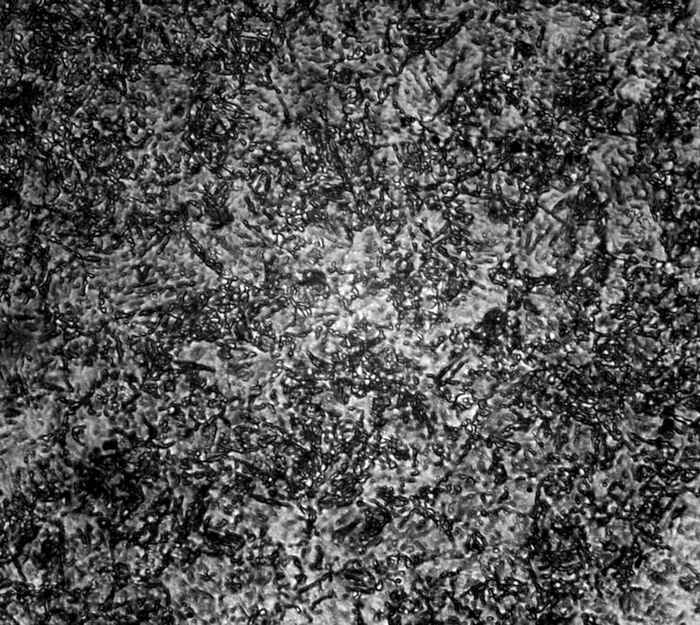
в) Series №3 (х500)
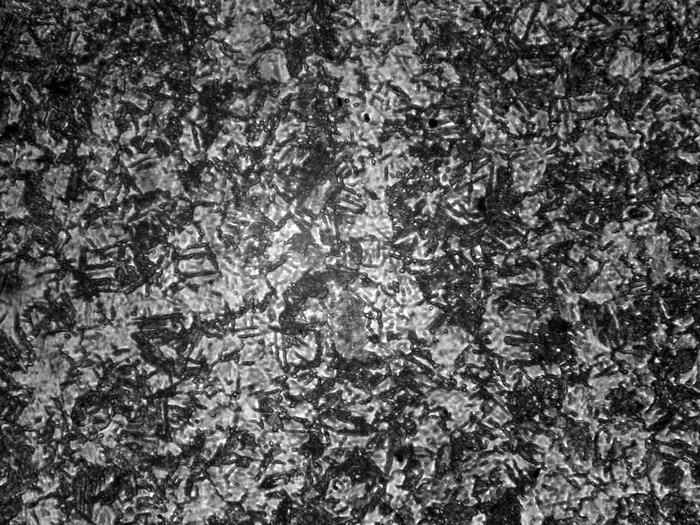
г) Series №4 (х500)
Figure 1 - Microstructure of 40Х steel after quenching
Conclusions
This master thesis was devoted to the important scientific topic to study the effect of the original steel structure on the subsequent heat treatment of various products. In this paper the types of fasteners, their properties and the requirements made on them. The widespread use of high-strength fasteners requires improvement of the technology of metal processing for their production, ensuring an optimal combination of strength and ductility properties. One of the most common methods of production of fasteners is cold plastic deformation - cold forging (drop-off). Cold plastic deformation is best pretreatment before spheroidizing annealing which is most often used to manufacture fasteners in order to obtain the required mechanical properties of the metal. Therefore, in this paper, it was discussed in more detail what spheroidizing annealed steels and for what it is used, and the resulting structures were studied 40Cr steel after annealing with subsequent hardening heat treatment.
In future more detailed study of the effect of various modes of spheroidizing annealing with subsequent heat treatment on the structure and properties of steels.
In writing this essay master's work is not yet complete. Final completion: December 2014. Full text of the and materials on the topic can be obtained from the author or his manager after that date.
Source List
- Петриков В. Г., Прогрессивные крепёжные изделия / В. Г. Петриков, А. П. Власов. – М. : Машиностроение, 1991. – 256 с.
- Роговский А. Г. Марки стали и механические свойства высокопрочных болтов для строительных стальных конструкций / А. Г. Роговский, Ф. А. Шепелева // Метизное производство. – 1975. – №4. – С. 100-113.
- Производство метизов / [Шахпазов Х. С., Недовизий И. Н., Ориничев В. И. и др.]. – М. : Металлургия, 1977. – 392 с.
- Колпак В. П. Энергосберегающие технологии производства проката для холодной объемной штамповки и проволоки специального назначения / В. П., Колпак, Ю. П. Гуль, А. В. Ивченко [и др.] // Метизы. – 2006. – №1. – С. 25-27.
- Мисежников В. И. Холодная высадка крепёжных изделий / Мисежников В. И. – М. : ЦинТИМАШ, 1961. – 52 с.
- Долженков И. Е. Сфероидизация карбидов в стали / И. Е. Долженков, И. И. Долженков – М. : Металлургия, 1984. – 330 с.
- Кузін О. А. Металознавство та термічна обробка металів / О. А. Кузін, Р. А. Яцюк К. : Основа, 2005. ?367 с.
- Пат. 2238334 Российская Федерация, МПК 7 C 21 D 8/06, C 22 C 38/14. Способ производства из непрерывнолитой заготовки сортового проката со сфероидизованной структурой из борсодержащей стали для холодной объемной штамповки высокопрочных крепежных деталей. Бобылев М. В., Закиров Д. М., Кулапов А. Н., Степанов Н. В., Антонова З. А., Лехтман А. А., Гонтарук Е. И., Майстренко В. В., Фомин В. И.; заявитель и патентообладатель ООО "НОРМА-ИМПОРТ ИНСО". – № 2003110866/02; заявл. 16.04.03; опубл. 20.10.04.
- Натапов Б. С. Термическая обработка металлов: [Учебное пособие для вузов] / Натапов Б. С. – К. : Вища школа, 1980. – 288 с.
- Лахтин Ю. М. Металловедение и термическая обработка металлов / Лахтин Ю. М. – [3-е изд.]. – М. : Металлургия, 1983. – 365 с.
- Технология металлов и материаловедение / [Кнорозов Б.В., Усова Л.Ф., Третьяков А.В. и др.] – М. : Металлургия, 1987. – 800 с.
- Гук В. О. Выбор материала для изготовления высокопрочных крепежных изделий / В. О. Гук, А. А. Семенов // Метизы. – 2002. – №1. – С. 41–45.
- ГОСТ 27017-86 Изделия крепёжные. Термины и определения. – М. : Стандартинформ, 2006
- ГОСТ 1759.9-82. Болты, винты и шпильки. Дефекты поверхности и методы контроля. – М. : Издательство стандартов, 1983.