
Abstract
Содержание
- Introduction
- 1 Theme urgency
- 2 Goal and tasks of the research
- 3 A review of research and development
- 4 The main results of research and development
- Conclusion
- References
Introduction
On large coal mines shipping coal from the faces to skip hoisting is carried out by a multi-threaded line of conveyor transport, consisting of precinct conveyor lines and modular conveyors – main conveyor lines. Precinct belt conveyor line provides transportation of coal from the stope to the point of overload on the main conveyor line. Usually overload is through the storage bin.
Modern underground conveyor lines are characterized by considerable length (tens of kilometers) and branching highways of changing over time, its parameters: the length, topology, etc.
Currently almost all belt conveyor line of automated mines. For control of conveyor lines are different complexes of automated control, for example, AUC.1M, AUC.3, SAUCL. To manage storage bins automation systems does not exist.
1 Theme urgency
Main control mine conveyor transport is automated control, the technical essence of which lies in the centralization process control start-stop conveyors in line, while providing automatic protection from the development of the accident in case of emergency situations.
For conveyor lines as the control object characteristic disturbances at the input (discrete mud flows and their variable intensity), internal perturbations of the control object (emergency shutdown of conveyors lines), the perturbations on the output object administration connected with limited bandwidth conjugate transport links (hopper, rail transport, cargo lift) or by disruption of the normal operation mode. However, as studies have shown that there is a waste of energy to transport, extra wear and tear of conveyor belt and idlers. In addition, when an emergency shutdown of one of the conveyors of the precinct of the conveyor line, the accident at the point of discharge of the conveyor line, at short-term shutdowns of main conveyor line is stopped stope, and, therefore, experiencing the loss of coal mining.
High efficiency conveyor transport can only be achieved with the coordinated work of all technological links: Shearer, precinct pipelines, intermediate storage bins and main conveyors that can be achieved by using a system of monitoring and management of mine conveyor transport. Therefore, the research and development of a system for monitoring and management of mine conveyor transport is a relevant topic.
2 Goal and tasks of the research
Purpose – to ensure continuity of coal production and reducing operating costs for conveyor transport through the coordination of the transport unit, by developing a system of monitoring and management of mine conveyor transport.
The scientific challenge is to develop and study mathematical models of modes of transport facilities on the basis of which the justification of the control parameters, the control algorithm and circuit solutions for a system of monitoring and management of mine conveyor transport.
To achieve this goal it is necessary to perform the following research tasks:
- perform analysis of operating modes of transport facilities as objects of automatic control and formulate the system requirements for monitoring and management of mine conveyor transport;
- create a mathematical model of the process control conveyor transport and by researching on the computer is to justify the ways of monitoring and management of mine conveyor transport;
- to substantiate and develop the control algorithm and circuit solutions for a system of monitoring and management of mine conveyor transport.
3 A review of research and development
Automation Equipment mine conveyor transport
Currently, there are development of the following equipment automation of conveyor transport of mine:
- complex automated control of conveyor lines type AUC.1M [33];
- complex automated control of conveyor type AUC.3 [33];
- automatic control system of a branched conveyor lines SAUCL [6].
the Complex AUC.1M is most common in the mines, however, relay-contact element base equipment does not allow to use it in the computer integrated systems monitoring and management.
Complexes AUC.3 and SAUCL are modern automation equipment mine conveyor transport. The analysis of functionality and composition of these complexes as the basic equipment of automation system for monitoring and management of mine conveyor transport adopted a set of AUC.3.
In functionally complex AUC.3 is a further development of the functionality of the apparatus of the AUC.1M and provides about 70 functions, the main of which are the following functions:
- controls the conveyor line (channel telemetry);
- management of conveyor mechanisms (actuators drive motors and brakes);
- control of protections and interlocks the pipeline (including slippage of the drive drum);
- display and transmission of information (in text form) on the control panel;
- define the type of the triggered sensor in the conveyor line;
- diagram building automation conveyor with a minimum price costs.
Software complex of the AUC.3 allows you to:
- run the software configuration of the upper level, with respect to the actual placement of the conveyor transport in the enterprise;
- display the current state of the conveyors with a detailed condition remotes and controls: modes of operation, actuation of protections and interlocks conveyors (cable tether switches, sensors coming off the tape, tastybaby, etc.), operational information about the tape speed, the magnitude of slippage, etc.;
- to view the history of accidents on the conveyors;
- to perform statistical processing of information about the operation of the conveyor lines (pipelines) for a specified period of time (uptime/downtime (operational/emergency) conveyors, the idle time of an emergency, by types of accidents, etc.) with reporting.
A Distinctive feature of the complex of the AUC.3 is the ability to transfer information to the PC of the Manager of the mine.
Automatic speed regulation conveyor belt
The creation of systems of automatic regulation of the belt speed of the conveyors is dedicated to the work of many authors, for example, Sagmeister L. G., Dmitrieva V. G., Tkacheva V. V., Klevanskogo A. A., Pevzner L. D., Petkova O. N. etc. [6, 17, 20, 28].
The Main objective of the proposed systems of automatic speed control of belt conveyors – enhance economic efficiency in the use of conveyor transport through coordination modes of the conveyor with the actual variable traffic, as well as stabilization of linear load on the belt. As a criterion of optimality taking a quadratic functional which is integrally characterizes the quality of transients and the magnitude energy costs for movement.
However, it is known that the economic efficiency of regulating the efficiency of belt conveyors depends on the speed and the tape tension, which is determined by the weight of the cargo on the conveyor and design parameters of the conveyor, in particular an angle of installation, for specific conditions of operation of the conveyors require additional substantiation of economic efficiency of application of systems of automatic speed control of the conveyor belt.
The Dynamic development of frequency converters and their use in the operation of the drive motors belt conveyors have confirmed their full suitability for variable speed control of belt conveyor. Currently on the market there are several different types of frequency converters for drives of mining machinery, for example, frequency converters production BARTEC (Germany), frequency converters explosion-proof type PCV-U5 for underground belt conveyors [35].
Automatic control and storage bin
the Issues of automatic control and storage bin is considered in Mertsalov R. V., Malt G. I., Trukhina P. M.. In [4] apparatus described AUB, providing the following functions:
- status monitoring of the hopper (open/closed);
- local control bunker.
However, the instrument is performed at AUB relay-switching scheme, which does not allow to include it in the computer integrated systems monitoring and control of conveyor transport.
4 The main results of research and development
Method of controlling a conveyor transport
The basis of the existing method of controlling a conveyor transport on consecutive start of the conveyor line in the direction opposite to the movement of cargo with torque control start of each subsequent pipeline based on previous speed and stopping of the conveyor line by disconnecting all or part of the operating conveyors. In the operating mode of transportation of rock mass on conveyor line equipment automated management control the necessary process parameters, provision of protections and interlocks, and alarms according to the requirements of automation of coal mine conveyors and conveyor lines [1], as well as the requirements of the Rules of safety in coal mines and the rules of operation of underground pipelines.
Precinct Stop the conveyor line, leads to the immediate stopping of the Shearer, as the precinct conveyor line is the serving counter.
We propose a method of automatic control of the precinct of the conveyor line with storage bin, allowing the use of the accumulating capacity of belt conveyors and storage hoppers to increase the operating time of the Shearer during stop of main conveyor lines [31].
So, increase the operating time of the Shearer when stopping the main conveyor line is determined by the time of the filling of the storage bin:
where: Wб – the volume of storage hopper, t; Qконв – current performance of the precinct of the conveyor line, which corresponds to a current output Shearer t/h.
Coal stope during the period tбзап is accumulated on the belt conveyors precinct line conveyor and storage bin.
The Essence of the new method of automatic control of conveyor transport is as follows. The start of the precinct of the conveyor line is the standard way in the direction reverse to the movement of cargo with torque control start of each subsequent conveyor depending on the speed of the previous. In the working mode of the precinct of the conveyor line of the conveyor operate at a rated speed, providing the transportation of coal from Shearer with a given capacity. Just provide the necessary control of process parameters, protections, interlocks and alarms according to the requirements of automation of coal mine conveyors and conveyor lines [1], as well as the requirements of the Rules of safety in coal mines and the rules of operation of underground conveyors. The storage bin is opened and the coal through it in transit enters the main conveyor line. When stopping the main conveyor line is the following sequence of actions:
- storage bin is closed and transferred to a storage mode;
- the feed speed of the Shearer is reduced as far as technically possible;
- tape speed of each conveyor precinct conveyor line is reduced to the value corresponding to the current capacity of the harvester.
For example, mathematical modeling on a computer using the program MathCAD method of automatic control of the precinct of the conveyor line with a storage bin. Original data: a Shearer УКД-300, precinct conveyor line consists of three conveyors type 1L80 (vMr = 2.5 m/sec, QMr = 520 t/h, the total length L = 1500 m), the capacity of storage hopper – 300 t.
In the simulation results, it is established that at the stop of the main conveyor line, a system of monitoring and management of mine conveyor transport of shear performance reduced to 6 t/min and the speed of each conveyor precinct conveyor line is reduced to 1.4 m/sec. working Time Shearer has increased by 1 hour. During this period, the number of produced coal amounted to 385 tonnes 300 t accumulated in the storage hopper, and t on the ribbon conveyors precinct conveyor line.
For example, figure 1 shows the calculated dependence of the time of filling a storage silo with capacity from 300 t current performance of the precinct of the conveyor line (at rated speed and reduced).
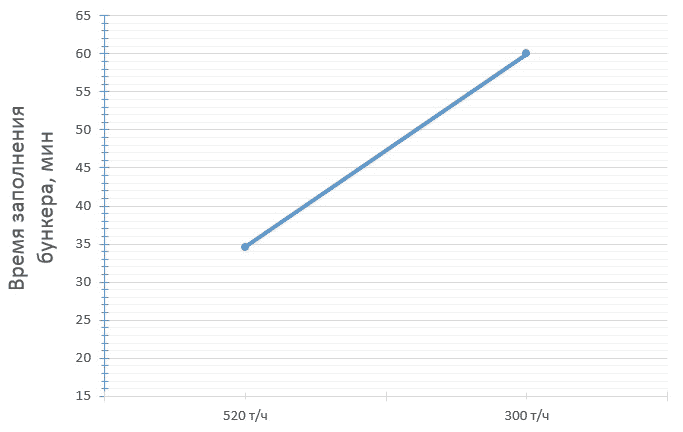
Figure 1 – The dependence of the filling of the storage bin from the performance of the precinct of the conveyor line
After filling the coal storage silo, if the main conveyor line not involved in the work, we carried out the simultaneous shutdown of the Shearer and the precinct of the conveyor line. If after filling the coal storage silo of main conveyor line work, then the storage bin is opened, the feed speed of the Shearer is increased to a predetermined (working) and the speed of each conveyor precinct conveyor line increases up to par.
Control Parameters
To implement the method of controlling a conveyor transport, you must define:
- minimum possible feed speed of the Shearer;
- the speed of the conveyors precinct conveyor line corresponding to the minimum feed speed of the Shearer.
The minimum possible Value of the feed speed of the Shearer is determined based on the technical characteristics of the Shearer (power drive motors, width, type of the cutting body) and geological conditions (density lying in coal, the resistance of the coal cutting) and can be calculated as:
where: γ is the density of the coal massif, Bk is the width of the cutting body of the Shearer, m reservoir thickness, Qk(t) – shear performance.
The value of the setpoint speed of the conveyor belts of the precinct of the conveyor line, which corresponds to the current capacity of the Shearer is defined as:
where: Qконв – current performance of the precinct of the conveyor line, the corresponding performance of the Shearer; Сл is the coefficient of performance for coal mine belt conveyors Сл = 350 ... 400; В is tape width; γ is the density of the cargo in bulk, ψ – filling ratio of the theoretical cross section.
Block diagram of the system of monitoring and management of mine conveyor transport
The System of monitoring and management of mine conveyor transport (SMUCT) is a two-level computer-integrated control system using Fieldbus. On the upper level administration is dispatching subsystem of monitoring and coordinating the work of mine conveyor transport, and the bottom three subsystems: the subsystem of control of the intermediate hoppers, the control subsystem precinct conveyor lines, sub-Department of main conveyor lines.
The block diagram of a system for monitoring and management of mine conveyor transport (SMUCT) are shown in figure 2. Conveyor transport is carried out by precinct belt conveyors (уч. конв. No. 1 – уч. конв. No. n) and trunk belt conveyors (маг. конв. No. 1 – маг. конв. No. m). Transshipment of coal from the precinct on the main conveyor line is carried out via an intermediate storage bin.
Figure 2 – system block diagram SMUKT
(animation: slide presentation – 7; delay between slides – 1.5 s; number of cycles of repetition – 8; size animation – 139 KB)
To operate the processor applies the automation equipment of the combine, for example, to combine UCD used a set of management tools КУОК. But the hardware is not remotely on command from the metro SR Manager, process control systems the coalface
to adjust the feed speed of the harvester, so the system SMUСT applies microprocessor unit of the Council was the driver of the harvester БСМ, on the display, which displays information about the required setpoint value of the feed speed of the combine. The driver of the harvester must be manually set to the desired temperature in the front panel of the regulator. As a unit БСМ adopted explosion proof computer CCFE45B-COMPUTER firm Goreltech.
To automate the conveyor line is used, for example, a microprocessor-based complex automated control of conveyors AUC.3. The complex structure of the AUC.3 No. 1 management of the precinct conveyor line includes: remote control ПУ and control units БУ1 … БУn (where n is the number of conveyors in the line). For main conveyor line in the complex of the AUC.3 No. 2 includes: remote control 2 and control units БУ1 … БУm (where m is the number of conveyors in the line). Information from each control unit via the repeater and the modem is received by the server.
For controlling the speed of each conveyor belt of the precinct of the conveyor line is equipped with a system of automatic regulation of frequency of rotation of the drive motor of the conveyor CAР1 ... САРn. Adopted by the VFD, as it in comparison with others has a higher energy and mechanical characteristics. As the frequency Converter of rotation of the drive motor of the conveyor may be adopted, for example, a type Converter PCV-K. System ATS has two circuits: the outer loop circuits is formed tachogenerator sensor for measuring the speed of the tape and the speed controller of the drive motor; an internal circuit is formed by the current sensor in the stator winding of the motor and a current regulator. To select the type of automatic speed control of a conveyor belt the simulation system ATS on the computer in the environment of Micro-CAP. As the object of regulation adopted mine belt conveyor type L with drive induction motor type КОФ41-4 and the frequency Converter, explosion-proof type ПЧВ-К В5. Omitting the intermediate results, it was found that the best indicator of quality is the САР to the PID controller: overshoot σ = 3,75% ; transition time tпп = 0,041 sec.
For example, figure 3 shows a graph of the transition process of changing the belt speed regulation system ATS with the PID controller.
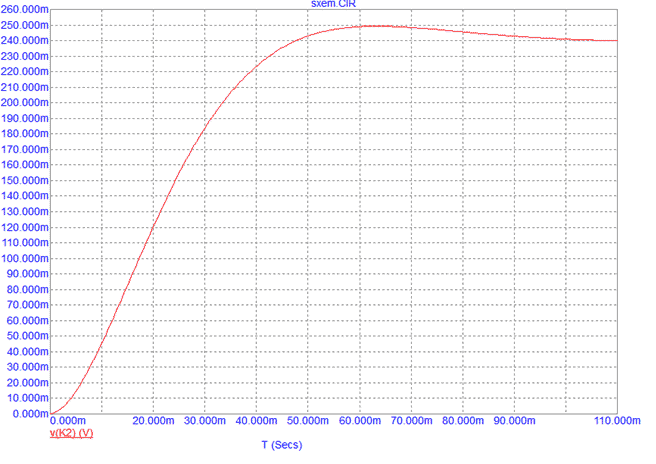
Figure 3 – Transition ATS when using the PID control law
To control traffic flow on conveyor lines in the system of management adopted conveyor scales Q1 – Q2, for example, scales such as the VC-230.
The management subsystem of the intermediate bins. For automating intermediate storage hoppers required equipment AUB, which is currently not commercially available and requires further development. To control the level of coal in a bunker in the management system provides for the level sensor control, for example, the equipment type АКГМ.
To ensure data transmission from microprocessor devices in the control system uses a programmable logic controller PLC1 – PLC, for example, NLcon-CE firm NEAL-up.
The dispatching subsystem of monitoring and coordinating the work of mine conveyor transport. The RDF Station Manager is an industrial computer man-machine interface, for example, a SCADA package. The Manager monitors the progress of the technological process of transport mine on Mnemosyne and display the RDF and, if necessary, remotely controls the transport equipment.
The Industrial network of the upper level control system is a local network based on the Ethernet standard. Using the communication Protocol TCP/IP. Industrial lower level network based on the Profibus Protocol. Physical transmission media – twisted-pair shielded cable standard RS-485.
Modems in the control system provide a link between the server and the software and hardware of the lower level. Repeaters, for example, GM International, is an active intrinsic safety barriers with galvanic isolation.
The Server performs the collection, processing and storage of information about the system SMUKT. As a DBMS offers MS SQL Server 2012 Standard.
Conclusion
In the analysis of modes of transport facilities as objects of automatic control requirements for the system monitoring and management of mine conveyor transport, the distinctive feature of which is the coordination of the installation modes depending on their current status and the quantities of traffic with stope.
As a result of a critical review of the existing systems of automatic control of mine conveyor transport as a basic instrument for systems monitoring and management adopted a set of automated control type conveyors AUC.3.
We propose a new method of automatic control of conveyor transport, which is to increase the time spent stope in the case of shutdown of trunk conveyor line through the coordination modes of transport facilities. Research on the computer showed that the reduction in the speed of the conveyors of the precinct of the conveyor line can significantly increase the time to fill the storage bin that improves performance of stope.
In the paper and developed circuit solutions for a system of monitoring and management of mine conveyor transport. The proposed two-level computer-integrated control system using Fieldbus. on the upper level administration is dispatching subsystem of monitoring and coordinating the work of mine conveyor transport, and the bottom three subsystems: the subsystem of control of the intermediate hoppers, the control subsystem precinct conveyor lines, sub-Department of main conveyor lines. For each subsystem are justified and adopted technical means of automation. We consider a system of automatic speed control of the motor drives the conveyor. According to the results of computer modeling is justified by the law regulating the speed of the conveyor belt. The use of the PID controller provided showed the following qualities: overshoot σ = 3,75%; transition time tPP = 0,041 c., which corresponds to the configuration of the system at the technical optimum.
When writing this abstract master's work is not yet complete. Final completion: December 2015. The full text of work and materials on the topic can be obtained from the author or his supervisor after that date.
References
- НПАОП 10.0-1.01-10. Правила безпеки у вугільних шахтах. Наказ Державного комітету України з промислової безпеки, охорони праці та гірничого нагляду № 62 від 23.03.2010. – 150с.
- Информационный сборник нормативных документов по безопасной эксплуатации ленточных конвейеров в угольных шахтах: Информационное издание/ Ю. Ф. Бутт, В. Б. Грядущий, В. Е. Зданевич, А. Н. Коваль, А. Л. Фурман, Е. М. Чаплюк, В. М. Щука// Под общ. ред. проф. Б. А. Грядущего. – Изд. 3-е перераб. и доп. – Донецк, НИИГМ им. М. М. Федорова, 2007. – 63с.
- Требования к автоматизации шахтных конвейеров и конвейерных линий. – М.: Недра, 1981. – 25с.
- Подземные механизированные бункера/ Р. В. Мерцалов, Г. И. Солод, П. М. Трухин и др. – М.: Недра, 1985г. – 224с.
- Справочник по шахтному транспорту / Э. Я. Базер, А. С. Богомолов, В. П. Гудалов и др.: Под ред. Г. Я. Пейсаховича и П. П. Ремизова. – М.: Недра, 1977. – 624с.
- Автоматизація технологічних процесів підземних гірничих робіт. Підручник/А. В. Бубліков, М. В. Козарь, С. М. Проценко та ін., під заг. ред. В. В. Ткачова –: Національний гірничий університет, 2012. – 304 с.
- Научные основы автоматизации в угольной промышленности: опыт и перспективы развития: монография / В. Г. Курносов, В. И. Силаев; Междунар. институт независимых педагогических исследований МИНПИ – ЮНЕСКО, ОАО «Автоматгормаш им. В.А. Антипова». – Донецк: изд-во «Вебер» (Донецкое отделение), 2009. – 422с.
- Толпежников Л. И. Автоматическое управление процессами шахт и рудников: Учебник для вузов. – 2-е изд., перераб. и доп. – М.: Недра, 1985. – 352с.
- Справочник по автоматизации шахтного конвейерного транспорта /Н. И. Стадник, В. Г. Ильюшенко, С. И. Егоров и др. – К.: Техніка, 1992. – 436с.
- Теоретические основы и расчеты транспорта энергоемких производств. Под ред. В. А. Будишевского, А. А. Сулимы. – Донецк, 1999. – 216с.
- Батицкий В. А., Куроедов В. И., Рыжков А. А. Автоматизация производственных процессов и АСУ ТП в горной промышленности: Учебник для техникумов. – 2-е изд., перераб. и доп. – М.: Недра, 1991. – 303с.
- Гаврилов П. Д., Гимельшейн Л. Я., Медведев А. Е. Автоматизация производственных процессов. – М.:Недра, 1985. – 215с.
- Автоматизация подземных горных работ /Под ред. Проф. А. А. Иванова. – К.:Вища школа,1987. – 328с.
- Автоматизация производственных процессов угольных шахт /Н. Г. Попович, Г. И. Данильчук, В. С. Лисовский, Г. М. Янчук. – К.: Вища школа, 1978. – 336с.
- Автоматизация производства на угольных шахтах / Г. И. Бедняк, В. А. Ульшин, В. П. Довженко и др. – К.: Техника, 1989. – 272с.
- Овсянников Ю. А., Кораблев А. А., Топорков А. А., Автоматизация подземного оборудования: Справочник рабочего. – М.: Недра, 1990. – 287с.
- Шахмейстер Л. Г., Дмитриев В. Г. Вероятностные методы расчета транспортирующих машин. – М.: Машиностроение, 1983. – 256с.
- Папоян Р. Л. Повышение эффективности использования шахтных конвейерных линий автоматическим, регулированием скорости и определением грузопотоков. Кандидатская диссертация. – М., 1967. – 213с.
- Полунин В. Т., Папоян Р. Л. Эффективность регулирования скорости шахтных конвейеров. Научные труды МГИ, № 5. – М. – 1965.
- Дмитриева В. В., Певзнер Л. Д. Автоматическая стабилизация погонной нагрузки ленточного конвейера: Отдельные статьи Горного информационно-аналитического бюллютеня. – 2004. – № 12. – М.: Издательство Московского государственного горного университета. – 25с.: ил.
- Рюмик С. М. 1000 и одна микроконтроллерная схема. – М.: Додэка ХХI, 2010. – 356с.
- Белов А. В. Создаем устройства на микроконтроллерах. – СПб.: Наука и Техника, 2007. – 304с., ил.
- Москатов Е. А. Справочник по полупроводниковым приборам. – М.: Журнал «Радио», 2005. – 208с., ил.
- Гутников В. С. Интегральная электроника в измерительных устройствах. – Л.Энергоатомиздат, 1988. – 304с.
- Евстифеев А. В. Микроконтроллеры AVR семейств Tiny и Mega фирмы ATMEL, 5-е изд., стер. – М.: Издательский дом
Додэка-XXI
, 2008. – 560с. - Схемотехніка електронних систем: Підручник в двох томах / Жуйков В. А., Бойко В. І., Зорі А. А., Співак В. М.. – К.: Аверс, 2002. – 772с.
- Компьютерное управление технологическим процессом, экспериментом, оборудованием. – М.: Горячая линия-Телеком, 2009. – 608с., ил.
- Петков О. Н. Разработка и исследование системы автоматического управления скоростью ленточного конвейера по входному грузопотоку / Диссертация на соискание ученой степени кандидата технических наук. – М.: Московский Ордена Трудового Красного Знамени Горный Институт, 1984. – 143с.
- Фоменко А. И., Оголобченко А. С. Выбор автоматического регулятора скорости ленты конвейера и обоснование его параметров при переводе работы электропривода в энергосберегающий режим / Сборник научных статей межрегиональной молодежной научной конференции
СЕВЕРГЕОЭКОТЕХ-2010
. – Ухта: УГТИ, 18–20 марта 2010. – С. 58–62. - Масленко В. О., Оголобченко А. С. Устройство управления аккумулирующим бункером в системе автоматизации конвейерной линии/ Сборник научных статей межрегиональной молодежной научной конференции
СЕВЕРГЕОЭКОТЕХ-2007
. – Ухта: УГТИ, 21–23 марта 2007. – С. 43–46. - Глянь Д. В., Оголобченко А. С. Обоснование способа автоматического управления участковой конвейерной линией с накопительным бункером многопоточной конвейерной системы / Автоматизация технологических объектов и процессов. Поиск молодых. Сборник научных работ ХV международной научно-технической конференции аспирантов и студентов в г. Донецке 20–22 мая 2015 г. – Донецк: ДонНТУ, 2015.
- Глянь Д. В., Оголобченко А. С. Обоснование структуры системы мониторинга и управления конвейерным транспортом шахты / Сборник научных статей межрегиональной молодежной научной конференции
СЕВЕРГЕОЭКОТЕХ-2015
. – Ухта: УГТИ, 25–27 марта 2015. - ООО
Делком Украина
– «Днепропетровский завод шахтной автоматики». - ОДО
Инстройсервис
- ГП
УкрНИИВЭ