
Реферат по теме выпускной работы
Содержание
- Введение
- 1. Актуальность темы
- 2. Цель и задачи исследования, планируемые результаты
- 3. Обзор исследований и разработок
- 3.1 Теоретические основы
- 3.2 Классификация сушильных аппаратов
- Выводы
- Список источников
Введение
В различных отраслях народного хозяйства широко распространены процессы удаления жидкости с поверхности или из внутренних слоев различных материалов. В качестве удерживаемых материалами жидкостей могут быть вода, метанол, бензин и т. п. Среди существующих способов обезвоживания материалов особое место занимает тепловая сушка. Высушивание различных материалов и изделий в промышленности играет важную роль, так как от него в значительной степени зависит качество продукции. Так, например, ковши, подлежащие заполнению жидким металлом, их стопорные устройства, литейные формы и стержни подвергают сушке с целью удаления влаги, вводимой при их изготовлении вместе со связующими растворами и материалами. Кроме того, предварительно высушивают исходные сыпучие материалы для изготовления огнеупоров, литейных форм и стержней.
Сушка представляет собой процесс, при котором влага, находящаяся в материале, переходит из жидкого состояния в газообразное и удаляется в окружающую среду. Для ускорения этого процесса к сушимому материалу подводят тепло. Подвод тепла может осуществляться излучением, конвекцией или теплопроводностью и в соответствии с этим различают радиацион ную, конвективную и кондуктивную сушку, а также сушку при генерации тела в самом сушимом материале. Наиболее широкое распространение получили сушильные установки (называемые часто сушилами или сушилками), в которых осуществляется конвективная сушка. В этих установках газообразная среда не только обеспечивает отвод влаги с поверхности сушимого материала, но и выполняет функцию теплоносителя. Эту среду называют сушильным агентом. В процессе сушки изменяется содержание влаги, как в сушимом материале, так и в сушильном агенте. Сушила для сушки сыпучих материалов выполняются главным образом как установки непрерывного действия. К их числу относятся барабанные сушила, сушила для сушки в пневмопотоке и сушильные установки кипящего слоя. По характеру теплообмена в рабочей зоне эти устройства сильно отличаются между собой, что накладывает отпечаток на их конструкцию и рабочие показатели.
1. Актуальность темы
В литейном производстве для изготовления литейных форм традиционно используется кварцевый песок. Сушка песка является одной из важнейших технологических операций при приготовлении литейных формовочных смесей. Кварцевый песок может поступать на производство с влажностью до 12% и содержать в качестве примесей глинистые, пылеватые частицы и крупнозернистые включения. Поэтому кварцевый песок для использования в литейном производстве должен обладать определенными свойствами по влажности и температуре, особенно для изготовления форм для литья сложных деталей из цветных металлов. К формовочному песку предъявляются особые требования. Он должен быть сухим, без посторонних примесей (глинистых, пылеватых частиц), иметь определенный гранулометрический состав и др. Для песка, используемого при фомовании, необходимо учитывать следующие технологические особенности: влажность песка - не более 0,5%; температура песка - не более 30°С, в противном случае сушилка должна быть обеспечена холодильником для охлаждения песка; В летнее время в южных и восточных регионах Украины температура атмосферного воздуха часто превышает 40-50°С поэтому возникает проблема охлаждения кварцевого песка до нужных температур. Поэтому основной задачей данной дипломной работы является повышение эффективности охлаждения формовочного песка в условиях високих летних температур жарких регионов.
2. Цель исследования
Целью работы является повышение эффективности охлаждения формовочного песка в условиях высоких летних температу жарких регионов.
3. Обзор исследований и разработок
3.1 Теоретические основы
Интенсивность сушки определяется скоростью сушки, которая по мере приближения к состоянию равновесия уменьшается и обычно стремится к нулю. Интенсивность сушки зависит от ряда факторов, свидетельствующих о сложности реального процесса сушки, особенно в производительных условиях, о трудности получения для него адекватного математического описания. Наибольшее влияние на процесс сушки оказывают факторы, определяющие высушиваемый материал как объект сушки. Они характеризуют сопротивляемость материала переносу влаги внутри него с его поверхности в окружающую среду, силу связи влаги с материалом, способность материала воспринимать подводимое к нему тепло. К таким факторам относятся внутренняя структура материала, его теплофизические свойства и размеры, форма и состояние внешней поверхности. Наиболее сильное влияние на процесс сушки оказывает внутренняя структура материала. Существенно влияют на процесс сушки параметры сушильного агента ( теплоносителя) : температура, относительная влажность ( относительное давление), скорость движения относительно материала, давление.
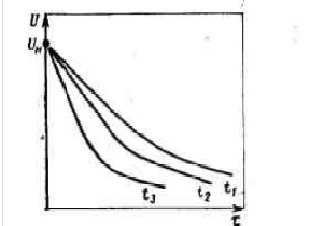
Рисунок 1 Характер зависимости кинетической кривой сушки от температуры теплоносителя относительно влажного тела t1 >t2> t3.
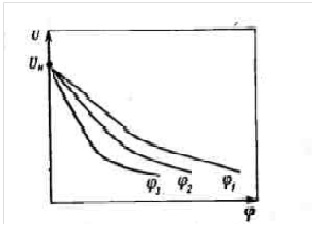
Рисунок 2 Характер зависимости кинетической кривой сушки от относительной влажности теплоносителя относительно влажного тела.
К факторам, влияющим на сушку, относятся концентрация и состав примесей, содержащихся в удаляемой из материала жидкости. Примеси изменяют теплофизические свойства жидкости ( вязкость, теплопроводность и др.), корректируют взаимодействие жидкости с поверхностью твердого скелета и тем самым влияют на скорость миграции влаги из внутренних слоев тела к периферии. В сушке дисперсных материалов в аппаратах взвешенного слоя на интенсивность сушки оказывает влияние взаимодействие частиц материала между собой.
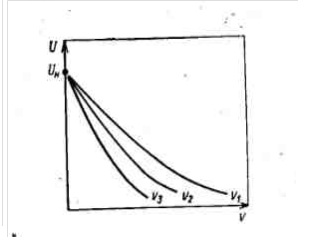
Рисунок 3 Характер зависимости кинетической кривой сушки от скорости теплоносителя относительно влажного тела.
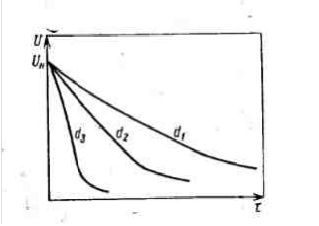
Рисунок 4 Характер зависимости кинетической кривой сушки от размеров высушиваемого тела.
В простейшем виде процесс сушки осуществляется таким образом, что сушильный агент, нагретый до предельно допустимой для высушиваемого материала температуры, используется в сушильном аппарате однократно. Этот процесс называется основным. В процессе сушки во влажном материале происходит перенос влаги, как в виде жидкости, так и в виде пара. Изучение закономерностей переноса влаги и теплоты может идти двумя путями:
1) на основе молекулярно-кинетического метода, т.е. изучения микроскопической картины происходящих при этом процессов и осмысливания физической сущности отдельных составляющих сложного явления.
2) на основе понятий термодинамики процесса. Изучает макроскопические свойства тел и системы тел и процессы их взаимодействия, не интересуясь поведением отдельных молекул.
Перенос газообразного вещества может происходить молекулярным путем за счет хаотического перемещения отдельных молекул (диффузия) или за счет направленного перемещения молекул, когда каждая из них движется независимо друг от друга (эффузия), и молярным путем, когда перемещаются группы, скопления молекул под действием разности давлений в различных точках тела. Для сушки материалов, требующих повышенной влажности сушильного агента и невысоких температур, применяют устройства, обеспечивающие рециркуляцию (возврат) части отработанного воздуха в сушилку, а также сушилки с промежуточным подогревом воздуха между отдельными ступенями (или зонами) и одновременной рециркуляцией его. Механизм конвективной сушки можно представить следующим образом. При введении влажного тела в нагретый газ происходит перенос тепла к поверхности материала, обусловленный разностью температур между ними, нагрев его и испарение влаги. При этом повышается парциальное давление вблизи поверхности тела, что и приводит к переносу паров влаги в окружающую среду. В результате испарения влаги с поверхности и отвода образовавшихся паров возникает градиент концентрации влаги в материале, являющийся движущей силой внутреннего перемещения ее из глубинных слоев к поверхности испарения. При перемещении происходит нарушение связи влаги с веществом твердого тела, что требует дополнительных затрат энергии сверх той, которая необходима для парообразования. Поэтому скорость процесса зависит от характера или формы связи влаги с сухим веществом материала.
3.2 Классификация сушильных аппаратов
Промышленные сушильные установки классифицируют по следующим признакам:
1. По способу подвода теплоты к материалу: конвективные. кондуктивные, радиационные, электромагнитные, комбинированные (конвективно-радиационные, конвективно -радиационно – высоко - частотные и т. п.);
2. По функционированию во времени: непрерывного действия, периодического действия, полу непрерывного действия;
3. По конструкции: камерные, шахтные, туннельные, барабанные, трубчатые, ленточные, взвешенного слоя, распылительные, сублимационные и др.
Из приведенной классификации наибольшее распространение получили конвективные сушильные установки. Эти установки разделяют на несколько групп:
1. По применяемому сушильному агенту на: воздушные, на дымовых (топочных) газах, на неконденсирующихся в процессе сушки газах (азоте, гелии, перегретом водяном паре и т.д.);
2. По схеме движения сушильного агента на: однозонные (с однократным использованием сушильного агента, рециркуляцией), многозонные (с промежуточным подогревом сушильного агента, рециркуляцией его в зонах, рециркуляцией между зонами и т.п.);
3. По давлению в сушильной камере на: атмосферные, вакуумные;
4. По направлению движения сушильного агента относительно материала на: прямоточные, противоточные, перекрестно-точные, реверсивные.
Выводы
Таким образом, в данной работе затронуты актуальные вопросы энергоресурсосбережения при сушки материалов. Работа позволит подобрать оптимальную работу технической установки, что в свою очередь снизит ее расход и приведет к экономии. При написании данного реферата магистерская работа еще не завершена. Окончательное завершение: январь 2016 года. Полный текст работы и материалы по теме могут быть получены у автора или его руководителя после указанной даты.
Список источников
- Курбатов Ю.Л., Василенко Ю.В. Металлургические печи Металлургические печи: учебное пособие / Донецк: ГВУЗ «ДонНТУ», 2013. – 388 с.
- Казанцев Е.И. Промышленные печи / Справочное издание для расчетов и проектирования / Москва «Металлургия», 1975. 368 с.
- Глинков М.А. Основы общей теории работы печей /Металлургиздат, Москва Г-35, 1959г 416 с.