
Реферат за темою випускної роботи
Зміст
- Вступ
- 1. Аналіз методів дослідження процесу поведінки внутрішніх дефектів макроструктури металу при деформації
- 1.2 Дефекти макроструктури безперервнолитої сортової заготовки
- 2. Аналіз існуючих методів фізичного моделювання процесу викочування дефектів макроструктури
- 3. Розробка методики дослідження і конструкції досвідчених фізичних моделей
- Висновки
- Перелік посилань
Вступ
В даний час до сортовому прокату пред'являються все більш високі вимоги. Існує дві групи сортового прокату: 1-а група - рядовий прокат (йде на виготовлення невідповідальних конструкцій); 2-а група - прокат для машинобудування та відповідальних конструкцій.
Однак, у випадку виробництва прокату відповідального призначення виникає цілий ряд проблем, викликаних використанням безперервнолитої заготовки. В першу чергу це стосується проблеми отримання якісної макро- і мікроструктури по перетину.
Поки використовувався зливковий переділ через блюмінг, такої проблеми не існувало тому, що злиток мав початкове розтин на рівні 750х900 мм, а сумарна витяжка була більше 100. Природно всі внутрішні дефекти можна було викачаний. Але як тільки почали виробляти аналогічну продукцію з безперервнолитої заготовки перерізом до 150х150 мм (125,135,150), то відповідно зменшилася витяжка. У зв'язку з тим, що витяжка зменшується, виявляються факти непроработкі структури металу.
Основними видами шлюбу слід вважати: порушення геометрії безперервнолитої заготовки - 36,4%, дефекти макроструктури - 17,2%, тріщини - 31,9%, шлакові включення - 4,5%, а також на багатьох Темплете спостерігаються осьова пористість, ліквационних смужки і тріщини, розвинена стовпчаста структура і асиметрія зон злитка.
Особливо актуальна проблема отримання прокату для машинобудування з дрібної сортовий безперервнолитої заготовки з гарантованими параметрами макроструктури при наявності у вихідній заготовці осьових дефектів типу пора, усадочная раковина.
Тому робота пов'язана з вивченням поведінки осьових дефектів макроструктури і їх ущільнення безсумнівно носить актуальний характер.
1.Аналіз методів дослідження процесу поведінки внутрішніх дефектів макроструктури металу при деформації
Дефекти макроструктури безперервнолитої сортової заготовки
Якість готового прокату в чому визначається якістю вихідної заготовки. У даному літературному огляді розглянуті внутрішні дефекти безперервнолитих заготовок, фактори, що впливають на утворення і розвиток дефектів, а також їх трансформацію в процесі прокатки.
Під дефектом розуміють порушення суцільності металла.Дефекти формуються в процесі затвердіння і можуть розвиватися як всередині литої заготовки, так і на зовнішній поверхні. У більшості випадків дефекти чинять негативний вплив на виробництво, викликаючи відбраковування або збільшення собівартості виробництва внаслідок необхідності приведення заготовок у відповідність з необхідними технічними умовами перед їх прокаткою.
Залежно від причин утворення дефекти можна розділити на дві групи:
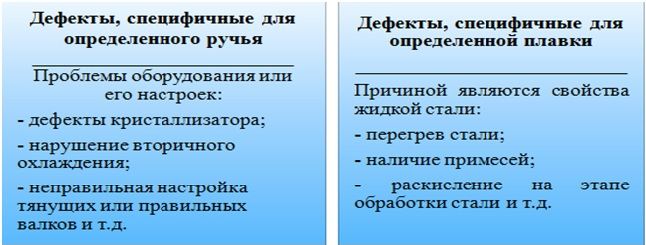
Рисунок 1 – Основнi групи дефектiв
Кожну групу дефектів можна розділити на чотири основні типи:

Рисунок 2 – Основнi типи дефектiв
Деякі хімічні елементи, часто небажані і присутні в металі у вигляді домішок, можуть бути причиною утворення дефектів:
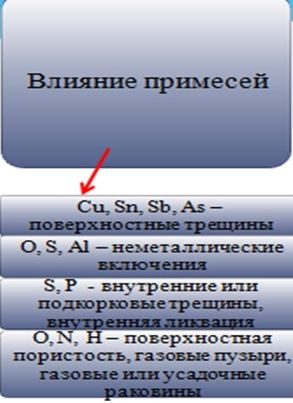
Рисунок 3 – Вплив домішок на створення дефектів
Розглянемо наочно види дефектів за допомогою наведеного нижче малюнка.

Рисунок 4 – Основнi типи дефектiв
Дефекти внутрішньої будови заготовки виявляють і оцінюють на поздовжніх і поперечних Темплете. Оцінку макроструктури проводять шляхом порівняння протравлених темплетів або сірчаних відбитків з еталонами шкал балів. Осьову хімічну неоднорідність в деяких випадках оцінюють кількісним методом. Для цього свердлом відбирають проби на аналіз з осьової зони, проміжної і крайової. Діаметр свердла - в межах 5-10% розміру сторони заготовки. Для дослідницьких цілей використовують пошарове строжку обтиснень заготовки з аналізом поверхні кожного шару спектральним і радіографічним методом.
2.Аналіз існуючих методів фізичного моделювання процесу викочування дефектів макроструктури.
Існуючі фізичні та комп'ютерні методи дослідження процесу поведінки внутрішніх дефектів металу при пластичній деформації можуть бути систематизовані у вигляді такої системи:
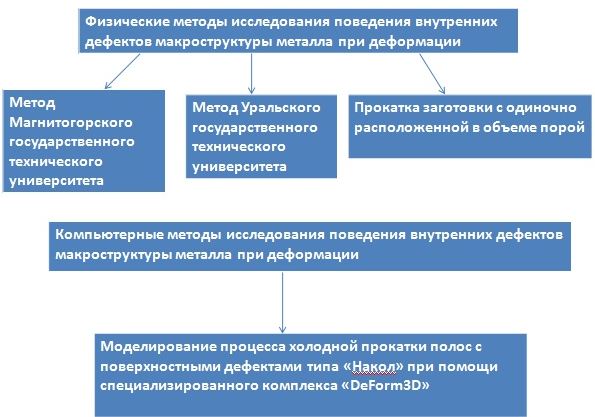
Рисунок 5 – Фізичні та комп'ютерні методи дослідження процесу поведінки внутрішніх дефектів металу
3.Разработка методики дослідження і конструкції досвідчених фізичних моделей
Аналіз вийшли за останнє десятиліття публікацій, що стосуються питання поведінки дефектів безперервнолитої сортової заготовки при прокатці, показує, що превалюють роботи, в яких для дослідження використовуються різного роду математичні моделі, традиційно реалізуються з використанням методу кінцевих елементів. Як показав виконаний аналіз літературних даних, найбільш складним у реалізації з використанням фізичних моделей бачиться процес дослідження поведінки внутрішніх дефектів макроструктури безперервнолитої заготовки в ході прокатки. В основу нового підходу були закладені такі припущення: - по-перше, у зв'язку з тим, що осьові дефекти макроструктури мають значну протяжності вздовж поздовжньої осі, приймається, що вони подібні поверхневим дефектам і до них застосовується поняття «викочування»; - По-друге, наявність градієнта щільності локалізації дефектів на одиницю площі поперечного перерізу дозволяє представити дану область у вигляді пошаровим моделі з дискретним характером її зміни; - По-третє, розглядається процес зміни висоти умовного шару металу з уже наявними дефектами, причому в процесі прокатки нові дефекти не утворюються; - По-четверте, в процесі прокатки додаткового заглиблення дефекту, за рахунок порушення суцільності металу, не відбувається; - По-п'яте, викочування дефекту пропорційна зміні висоти умовного шару металу, а кут нахилу поверхневих дефектів до вертикальної осі симетрії розкату та напрямку прокатки (поздовжні або поперечні) і їх положення в площині перетину профілю в процесі прокатки може змінюватися. У світлі вищевикладеного, для дослідження процесу поведінки дефектів макроструктури металу осьової області НЛЗ з використанням фізичних моделей, повинна бути вирішена задача, пов'язана з розробкою конструкції лабораторного зразка, який би дозволяв коректно відслідковувати її формозміну. Розглянемо застосування даного підходу конкретно для нашого випадку, коли дефект розташований не поздовжньо осі, а під кутом. На підставі вивчення наявних підходів до дослідження викочування поверхневих дефектів на фізичних моделях, було запропоновано використовувати дефект-імітатор у формі 3-вугільної призми заданої довжини. Використання дефекту імітатора подібної форми дозволятиме визначати коефіцієнти його деформації в кожному з шарів. Крім того, варіюючи його розмірами, а також напрямком розташування (уздовж або поперек прокатки) можливе істотне збільшення обсягу первинної інформації необхідної для подальшого аналізу.
Висновки
У роботі представлено подальші розвиток методів дослідження процесів ОМТ з використанням шаруватих фізичних моделей. Використання шаруватих моделей в сукупності з запропонованим способом нанесення дефектів на поверхню n-го шару і методикою обробки інформації про характер його формозміни, дозволяє оцінювати вплив ступеня деформації на процес їх «заліковування». Виконана первинна адаптація запропонованого способу стосовно умов моделювання процесу деформування безперервнолитої заготовки в перших трьох прямокутних калібрах обжимной кліті лінійного стана 500/370 ПАТ «ДМПЗ». Отримані експериментальні дані дозволили уточнити існуючий механізм «заліковування» осьових дефектів несплошності металу в залежності від величини сумарної витяжки та схеми прикладання деформаційного впливу.
Перелiк посилань
1. Смирнов, Е.Н. Исследование процесса деформирования непрерывнолитой заготовки малого сечения с дефектом формы “ромбичность” в прямоугольных калибрах / Е.Н. Смирнов, С.А. Снитко, С.Ю. Красенков // Вісник Національного технічного університету України “Київський політехнічний інститут”; Сер., Машинобудування. - Київ: КПІ, 2012. - Вип. 64. - С. 214-220.
2. Смирнов, Е.Н. Компьютерное и физическое моделирование процесса прокатки непрерывнолитой заготовки с дефектом формы "ромбичность" в прямоугольных калибрах / Е.Н. Смирнов, С.А. Снитко, В.А. Скляр// Инновационные технологии в металлургии и машиностроении: Сб. науч. трудов. - Екатеринбург: унив. тип. «Альфа Принт», 2012. - С.392-396.
3. Сычков, А.Б. Трансформация дефектов непрерывнолитой заготовки в поверхностные дефекты проката / А.Б. Сычков, М.А. Жигарев, А.В. Перчатник и др. // Металлург. – 2006. - №2. – С. 60-64.
4. Кокшарев, Ю.М. Исследование заваривания внутренних дефектов в сортовых заготовках, полученных на МНЛЗ ОАО «ЗСМК» / Ю.М. Кокшарев, О.А. Лубяной // Металлургия: технологии, управление, инновации, качество: труды Всероссийской научно – практ. конф., Новокузнецк, 26-28 октября 2010. – Новокузнецк, 2010. – С.73-77.
5. Пат. на винахід 77283, Україна, МПК G01N3/28. Спосіб фізичного моделювання процесів пророблення структури в безперервнолитих зливках при пластичній деформації / О.А. Мінаєв, Є.М. Смирнов, А.П. Мітьєв, М.В., Григор’єв, І.А. Демідова, О.О. Слугін, В.М. Мягков: Донец. нац. техн. ун-т. - №20041008620; заявл. 22.10.2004, опубл.15.11.2006; Бюл.№11.
6. Minayev, A.A. Experimental investigation dynamics of condensation of axial zone continuous casting blooms and billets on physical models/ A.A. Minayev, E.N. Smirnov, A.N.Smirnov, M.V.Grigoriev // 11-th International Metallurgical & Materials Conference “METAL - 2002”, Hradec nad Moravicнi, 14 - 16 May 2002, Czech Republic. - Ostrava: VSB - Technical University, 2002. – B18. – Р.218-226.
7. Завьялов, А.А. Лабораторные методы моделирования ликвации при деформации непрерывно-литой сортовой заготовки / А.А. Завьялов, А. В. Логвинов, О.Н. Тулупов // Обработка сплошных и слоистых материалов: Межвузовский сборник научных трудов – Магнитогорск: МГТУ. - 2001. – С.66-71.
8. Tripathy, P.K. Migration of slab defects during hot rolling / P.K. Tripathy, S. Das, M.K. Jha and e.t.c. // Iron making and Steelmaking. – 2006. – v.33. - №6. – Р.447 – 483.
9. Tirosh, J. Evolution of anisotropy in the compliances of porous materials during plastic stretching or rolling – analysis and experiments / J. Tirosh, A.Shrizby, I. Rubinski // Mechanics of Materials. – July 1999. - v.31. – issue 7 .- Р. 449 – 460.
10. Минаев, А.А. Исследование и математическое моделирование формоизменения пор в непрерывнолитом металле при пластической деформации /А.А. Минаев, Е.Н. Смирнов, И.В. Лейрих, В.В. Зуб / Вестник Магнитогорского госуд. техн. ун-та им. Г.И.Носова: сб. науч. тр. – Магнитогорск: МГТУ, 2006. – Вып. 4. – С.47-52.