
Реферат по теме выпускной работы
Содержание
- Введение
- 1. Актуальность темы
- 2. Способы изготовления,материал для имплантатов
- 2.1 Кобальт - хромовые сплавы в протезировании
- 2.2 Титановые сплавы
- Выводы
- Список источников
Введение
Когда же мы начинаем думать о необходимости протезирования зубов? Нужно ли вообще прибегать к помощи стоматолога? Прежде всего очень часто можно говорить об этом при сильно разрушенном зубе когда уже нет возможности спасти зуб реставрационными материалами тогда зуб приходится восстанавливать вкладкой с последующим восстановлением коронкой.Кроме того после удаления зуба сразу же возникает вопрос о протезировании зуба так как к месту удаленного зуба в следствие жевательных сил наклоняются соседние и выдвигаются антагонисты (зубы другой челюсти напротив удаленного) что приводит нарушению прикуса и их смыкания, а также способствовать развитию побочных заболеваний. Лучший выход из этой ситуации – протезирование зубов.
1. Актуальность темы
Со времен появления первых протезов прошло не мало времени. За этот период менялись и конструкции и материалы изготовления. На сегодняшний день существует два вида протезирования: съемное и несъемное. Но все чаще пациенты отдают предпочтение более современному виду – имплантации. Современные съемные протезы отличаются от привычных в нашем понимании вставных челюстей. Они незаметны и имеют хороший внешний вид. Съемные зубные протезы это недорогой и эффективный способ восстановить зубной ряд. К несъемным протезам относятся коронки и мосты. Такие конструкции изготавливаются из разных материалов, и от этого варьируется их цена. Применяются при потере малого количества зубов.
2. Способы изготовления,материал для имплантатов
По способу изготовления имплантаты могут быть разделены на группы:
- заводского производства (стандартные);
- лабораторного изготовлени (стандартные и индивидуальные);
Первая группа имплантатов может быть приобретена через систему медицинского снабжения, а вторая — изготовлена в условиях зуботехническо лаборатории, дополнительно оснащенной соответствующим оборудование» инструментами и материалами.
В зависимости от материала, из которого изготавливают имплантать могут быть использованы различные технологии: литье (КХС, серебрянс палладиевые сплавы, титан и его сплавы и др.), спекание (керамика, керметы) механическая или электроискровая обработка (титан, никелид титана, сапфиры углерод и др.), методы порошковой металлургии и самораспространяющегося высокотемпературного синтеза (СВС) (титан, никелид титана). Разработаны четыре способа изготовления внутрикостных импланта тов из титана и сплавов на основе никелида титана.
Первый способ: по стандартным или индивидуальным размерам методом литья или механической обработки изготавливают беспористую основу имплантата, на которую затем наносят пористое покрытие методом порошковой металлургии или СВС(рис.1).
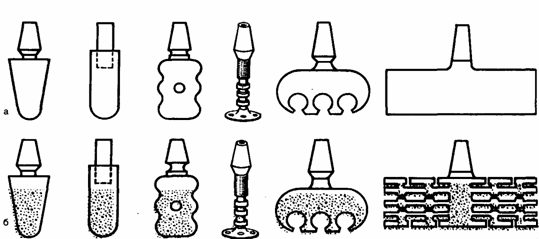
Рисунок 1 – Общий вид имплантатов, изготовленных первым способом. а — до нанесения пористого покрытия; б — после его нанесения.
Второй способ: методом порошковой металлургии или СВС получают из титана или никелида титана пористую заготовку цилиндрической, пластинчатой трубчатой формы. Из этой заготовки изготавливают имплантат любой конструкции методом механической или электроискровой обработки (рис. 2).
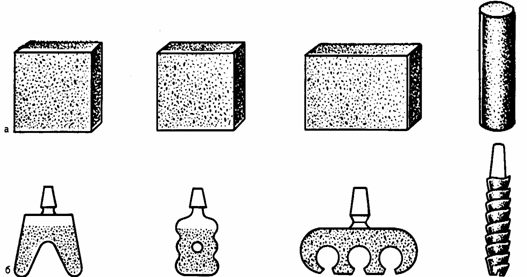
Рисунок 1 – Общий вид имплантатов, изготовленных вторым способом. а — заготовки; б — имплантаты, изготовленные из этих заготовок.
Третий способ: методом порошковой металлургии или СВС сразу, исключая этап механической обработки, получают имплантат по стандартным или индиви дуальным пресс-формам (рис.3).
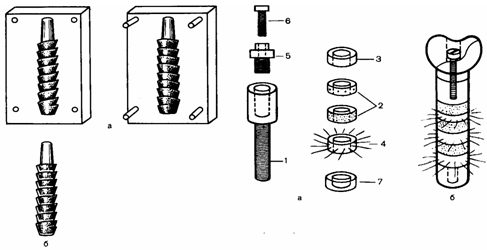
Рисунок 1 – Общий вид имплантатов, изготовленных третьим способом. а-пресс-форма;б-имплантат.
Четвертый способ заключается в поэлементном изготовлении имплантата беспористого стержня, пористых корневых колец, пришеечных колец, колец с имитаторами периодонтальных связок из проволоки с памятью формы.
2.1 Кобальт - хромовые сплавы в протезировании
Со — Сг сплавы впервые в стоматологической практике начали использоваться в 30-х годах, и с этого времени они успешно заменяют золотосодержащие сплавы IV типа при изготовлении каркасов частичных зубных протезов, прежде всего благодаря их относительно низкой стоимости, что является существенным фактором при изготовлении таких больших отливок.
Сплав содержит кобальт (55—65%) и хром (до 30%). Другие основные легирующие элементы—молибден (4—5%) и реже титан (5%). Кобальт и хром формируют твердый раствор с содержанием хрома до 30%, что является пределом растворимости хрома в кобальте; избыток хрома образует вторую хрупкую фазу.
В целом, чем выше содержание хрома, тем устойчивее сплав к коррозии. Поэтому производители стараются максимально увеличить количество хрома, не допуская образования второй хрупкой фазы. Молибден вводят для образования мелкозернистой структуры материала путем создания большего количества центров кристаллизации во время процесса затвердевания. Это имеет дополнительное преимущество, так как молибден вместе с железом дают существенное упрочнение твердого раствора. Тем не менее, зерна имеют довольно большие размеры, хотя их границы очень трудно определить из-за грубой дендритной структуры сплава.
Углерод, присутствующий только в небольших количествах, является чрезвычайно важным компонентом сплава, поскольку незначительные изменения в его количественном содержании могут существенно изменить прочность, твердость и пластичность сплава. Углерод может сочетаться с любым другим легирующим элементом с образованием карбидов. Тонкий слой карбидов в структуре может значительно повысить прочность и твердость сплава. Однако, слишком большое количество карбидов может привести к чрезмерной хрупкости сплава. Это представляет проблему для зубного техника, которому необходимо гарантировать, что во время плавки и литья сплав не абсорбировал излишнее количество углерода. Распределение карбидов также зависит от температуры литья и степени охлаждения,т.к. единичные кристаллы карбидов по границам зерен лучше, чем их сплошной слой вокруг зерна. Для зубного техника работа с этими сплавами труднее, чем с золотосодержащими сплавами, поскольку перед литьем, их нужно нагреть до очень высоких температур. Температура литья этих сплавов в пределах 1500-1550°С, а связанная с ней литейная усадка равна примерно 2%. Эту проблему в основном решили с появлением оборудования для индукционного литья и огнеупорных формовочных материалов на фосфатной основе. Точность отливки страдает при таких высоких температурах, что значительно ограничивает использование этих сплавов, в основном для изготовления частичных зубных протезов.
Сплавы трудно полировать обычным механическим способом из-за их высокой твердости. Для внутренних поверхностей протезов, непосредственно прилегающих к тканям полости рта, применяется метод электролитической полировки, чтобы не снизить качество прилегания протеза, но внешние поверхности приходится полировать механическим способом. Преимущество такого способа в том, что чисто отполированная поверхность сохраняется более длительное время, что является существенным достоинством для съемных зубных протезов.
Недостаток пластичности, усугубляемый включениями углерода, представляет собой особую проблему, и в частности потому, что эти сплавы склонны к образованию пор при литье. При сочетании эти недостатки могут приводить к поломкам кламмеров съемных протезов. Тем не менее, существует несколько свойств этих сплавов, которые делают их почти идеальными для изготовления каркасов частичных зубных протезов. Модуль упругости Со — Сг сплава обычно равен 250 ГПа, в то время как для других сплавов этот показатель находится в диапазоне 70 — 100 ГПа. Такой высокий модуль упругости имеет преимущество в том, что протез, и особенно плечи кламмера, могут быть изготовлены с более тонким поперечным сечением, сохраняя при этом необходимую жесткость.
Сочетание такого высокого показателя модуля упругости с плотностью, которая приблизительно вполовину ниже, чем у золотосодержащих сплавов, значительно облегчают вес отливок. Это, несомненно, большое преимущество для комфортности пациента. Добавление хрома обеспечивает получение коррозионностойких сплавов, которые применяют для изготовления многих имплантатов, включая бедренные и коленные суставы. Поэтому можно с уверенностью утверждать, что эти сплавы обладают высокой степенью биосовместимости. Некоторые сплавы также содержат никель, который добавляют производители при получении сплава усиления вязкости и снижения твердости. Однако никель известный аллерген, и его применение может вызывать аллергические реакции слизистой полости рта.
2.2 Титановые сплавы
Интерес к титану с точки зрения использования его при изготовлении съемных и несъемных зубных протезов появился одновременно с внедрением титановых стоматологических имплантатов. Титан обладает целым рядом уникальных свойств, в том числе высокой прочностью при низкой плотности и биосовместимостью. Кроме того, предполагали, что, если для изготовления коронок и мостовидных протезов, опирающихся на титановые имплантаты, использовать другой металл, а не титан, это может привести к гальваническому эффекту.
Открытие элемента титана связывают с именем Reverend William Gregor в 1790, но первый образец чистого титана был получен лишь в 1910 году. Чистый титан получают из титановой руды (например, рутила) в присутствии углерода или хлора. Полученный в результате нагревания TiCl4 восстанавливается расплавленным натрием с образованием титановой губки, которая затем плавится в условиях вакуума или в среде аргона для получения заготовки (слитка) металла. В клиническом аспекте наибольший интерес представляют две формы титана. Это технически чистая форма титана и сплав титана—6% алюминий—4% ванадий.
Титан— металл, склонный к аллотропическим или полиморфным превращениям, с гексагональной плотноупакованной структурой (а) при низких температурах и структурой ОЦК (Р) при температуре выше 882°С. Чистый титан фактически является сплавом титана с кислородом (до 0,5%). Кислород находится в растворе, так что металл является единственной кристаллической фазой. Такие элементы, как кислород, азот и углерод обладают большей растворимостью в гексагональной плотноупакованной структуре а-фазы, чем в кубической структуре 3-фазы. Эти элементы формируют промежуточные твердые растворы с титаном и способствуют стабилизации а-фазы. Такие элементы, как молибден, ниобий и ванадий, выступают в качестве Р-стабилизаторов.
При добавлении к титану алюминия и ванадия в небольших количествах, прочность сплава становится выше, чем у чистого титана Ti. Считается, что алюминий является а-стабилизатором, а ванадий выступает в качестве В-стабилизатора. Когда их добавляют к титану, температура, при которой происходит переход гх—Р, понижается настолько, что обе и формы могут существовать при комнатной температуре. Таким образом, Ti—6% Al—4% V имеет двухфазную структуру зерен.
Чистый титан это белый блестящий металл, который обладает низкой плотностью, высокой прочностью и коррозионной стойкостью. Он пластичный и является легирующим элементом для многих других металлов. Сплавы титана широко применяются в авиационной промышленности и в военной области благодаря высокой прочности на разрыв (-500 МПа) и способности выдерживать воздействие высоких температур. Модуль упругости чистого титана тех.ч.Тi равен 4О ГПа, т.е. вдвое ниже модуля упругости нержавеющей стали и кобальт-хромового сплава.
Свойства при растяжении чистого титана Tex.ч.Ti в значительной степени зависят от содержания кислорода, и хотя предел прочности при растяжении, показатель постоянной деформации и твердость увеличиваются с повышением концентрации кислорода, все это происходит за счет снижения пластичности металла.
Путем легирования титана алюминием и ванадием возможно получение широкого спектра механических свойств сплава, превосходящих свойства технически чистого титана тех. ч. Ті. Такие сплавы титана являются смесью а— и Р-фаз, где основная фаза относительно мягкая и пластичная, а Р-фаза жестче и тверже, хотя и обладает некоторой пластичностью. Таким образом, меняя относительные пропорции фаз можно получить большое разнообразие механических свойств.
Для сплава Ti—6% Al—4% V можно добиться более высокой прочности при растяжении (-1030 МПа), чем для чистого титана, что расширяет область применения сплава, в том числе при воздействии больших нагрузок, например, при изготовлении частичных зубных протезов.
Важным свойством титановых сплавов является их усталостная прочность. Как чистый титан тех.ч.Тi, так и сплав Ti—6% Al—4%V имеют четко определенный предел усталости с кривой S—N (напряжение—число циклов), выравнивающейся после 10—10 циклов знакопеременного напряжения, величина которого устанавливается на 40-50% ниже предела прочности на растяжение. Таким образом, тех. ч. Ti не следует применять в случаях, где требуется усталостная прочность выше 175 МПа. Наоборот, для сплава Ti—6% Al—4% этот показатель составляет примерно 450 МПа.
Как известно, коррозия металла является основной причиной разрушения протеза, а также возникновения аллергических реакций у пациентов под воздействием выделяющихся токсичных компонентов. Титан стал широко использоваться именно потому, что это один из самых устойчивых к коррозии металлов. В полной мере эти качества можно отнести и к его сплавам. Титан обладает высокой реакционной способностью, что является в данном случае его сильной стороной, поскольку оксид, образующийся на поверхности (Тi2), чрезвычайно стабилен, и он оказывает пассивирующий эффект на весь остальной металл. Высокая устойчивость титана к коррозии в биологической области применения хорошо изучена и подтверждена многими исследованиями.
Литье титановых сплавов представляет серьезную технологическую проблему. Титан имеет высокую температуру плавления (~1670°С), что затрудняет компенсацию усадки отливки при охлаждении. В связи с высокой реакционной способностью металла, литье необходимо выполнять в условиях вакуума или в инертной среде, что требует использования специального оборудования. Другая проблема заключается в том в том, что расплав имеет тенденцию вступать в реакцию с литейной формой из огнеупорного формовочного материала, образуя слой окалины на поверхности отливки, что снижает качество прилегания протеза. При конструировании протезов, опирающихся на имплантаты, следует выдерживать очень жесткий допуск для получения хорошего прилегания к имплантату. В противном случае можно нарушить ретенцию имплантата в кости. В титановых отливках также часто можно наблюдать внутреннюю пористость. Поэтому используются и другие технологии для изготовления зубных протезов из титана, например, такие как CAD/САМ - технологии в сочетании с прокаткой и методом искровой эрозии.
Выводы
Лечение зубов с применением технологий 21-го века позволяет сберечь «родные» зубы в течение длительного срока. Тем не менее, регулярное профилактическое посещение стоматолога является непременным условием здоровья зубов. Если произошло худшее, и сохранить зуб не удалось, стоматолог может предложить Вам несколько различных вариантов протезирования. Посторонний человек никогда не сможет разглядеть протез у Вас во рту, даже если Вы улыбнетесь широкой улыбкой. Опытный стоматолог даст Вам исчерпывающую консультацию относительно того, какой метод протезирования является наиболее подходящим для Вас и Ваших зубов. Ваша задача - не ошибиться в выборе специалиста.
Список источников
- Руководство по ортопедической стоматологии/Под Р85 ред. В. Н. Копейкина. М.: Медицина, 1993. 496с.
- Гожников Г.И., Логинов В.А., Асташина Н.Б., Щербаков А.С., Конюхова С.Г. Реставрация твердых тканей зубов вкладками. М.: Медицина.-2002.-420с.
- Лачев Б.А., Ливанов В.А, Елагин В.И. Металловеденье и термическая обработка цветных металлов и сплавов.М.:-1981.-365с.
- Лудев С.Е. Металлы и сплавы, применяемые в ортопедической стоматологии.-Екатеринбург.-1995.-500с. .