
Реферат на тему Аналіз швидкісних режимів роботи електроприводів безперервних груп прокатного стану
Содержание
- Вступ
- 1. Актуальність теми
- 2. Огляд прокатного виробництва
- 2.1. Прокатне виробництво. Загальні визначення та поняття
- 2.2. Класифікація процесів прокатки
- 2.2.1. Поздовжня прокатка
- 2.2.2. Поперечна прокатка
- 2.2.3. Поперечно-гвинтова прокатка
- 2.3. Прокатний стан
- 2.3.1. Класифікація і пристрій прокатних станів
- 3. Аналіз швидкісних режимів електроприводів безперервних груп
- 4. Наслідки неточних або некоректні налаштування швидкісних режимів електроприводів
- 4.1. Надмірне зусилля підпору
- 4.2. Надмірне зусилля натягу
- 5. Економічний аспект порушення швидкісних режимів
- Цілі і завдання магістерського проекту
- Список джерел
Вступ
Наявність поздовжніх зусиль у розкаті між суміжними клітями на безперервних станах гарячої
прокатки – це результат того, що ні виставлено та/або не підтримується правильне співвідношення
швидкостей приводних двигунів. Це призводить до того, що прокатуваний матеріал піддається неконтрольованим
деформаціям, а технологічний процес є нестабільним і знаходиться під загрозою аварії, наприклад забурювання
або поломки обладнання.
1. Актуальність теми
Розвиток процесів виробництва прокату в напрямках гнучких високошвидкісних технологічних схем при одночасному посиленні вимог до якісних показників профілів (перш за все, точності) робить актуальним комплекс завдань з пошуку ефективних методів цілеспрямованого впливу на технологічні фактори процесу.
Слід враховувати все більш широкий розвиток і застосування систем управління технологічними процесами, для чого потрібні досить прості, універсальні, швидкодіючі, надійні моделі, які легко доповнюються і відповідають вимогам об'єктно-орієнтованого математичного забезпечення. Разом з тим, неоднозначний зв'язок багатьох технологічних параметрів прокатки в калібрах різної складності обмежує розробку і впровадження комплексних систем аналізу та управління в умовах сортової прокатки. Впроваджувані системи є вузькоспеціалізованими, не завжди узгоджуються між собою, погано адаптуються до умов, що змінюються технологічними умовами виробництва, не дозволяють оперативно аналізувати альтернативні варіанти технологічних схем. Тому проблему адаптивності слід розглядати в двох аспектах [3]:
- Адаптивність моделей і систем до різних технологічних схем ОМД (зокрема, сортової прокатки) і умов, що змінюються ОМД;
- Адаптивність до конкретних технологічних завдань.
2. Огляд прокатного виробництва
2.1. Прокатне виробництво. Загальні визначення та поняття
Прокатка – процес пластичного деформування тіл на прокатному стані між приводними валками, що обертаються (частина валків може бути неприводними).
Слова приводними валками
означають, що енергія, необхідна для здійснення деформації, передається через валки, з'єднані з двигуном прокатного стану.
Тіло, що деформується, можна протягувати і через неприводні (холості) валки, але це буде не процес прокатки, а процес волочіння [6].
Прокатка відноситься до числа основних способів обробки металів тиском. Прокаткою отримують вироби (прокат) різноманітної форми та розмірів.
Як і будь-який інший спосіб обробки металів тиском, прокатка служить не тільки для отримання потрібної форми вироби, а й для формування у нього певної
структури і властивостей.
2.2. Класифікація процесів прокатки
Процеси прокатки класифікують за такими ознаками [6]:
- за температурою проведення процесу прокатку ділять на гарячу (температура металу при реалізації процесу вище температури рекристалізації) і холодну (температура металу нижче температури рекристалізації). Також має місце так звана тепла прокатка – обробка в області проміжних температур;
- по взаємному розташуванню осей валків і смуги розрізняють продольну (вісь прокатуваної смуги перпендикулярна осям валків), поперечну (вісь прокатуваної смуги прокатуваної смуги паралельна осям валків) і поперечно-гвинтову або косу прокатку (осі валків знаходяться під деяким кутом один до одного і до осі прокатуваної смуги);
- за характером впливу валків на смугу і умов деформації прокатка буває симетричною і несиметричною. Симетричною прокаткою називають процес при якому вплив кожного з валків на прокатувану смугу є ідентичним. Якщо ця умова порушується процес слід віднести до несиметричного;
- за наявністю або відсутністю зовнішніх сил, прикладених до кінців смуги, виділяють вільну і невільну прокатку. Прокатка називається вільною, якщо на смугу діють тільки сили, прикладені з боку валків. Невільна прокатка здійснюється з натягом або пiдпором кiнцiв смуги.
2.2.1. Продольна прокатка
Спосіб продольної прокатки є найбільш поширеним. При продольнiй прокатці смуга підводиться до валкiв, що обертаються в різні боки, і втягується в зазор між ними за рахунок сил тертя на контактній поверхні. Смуга обжимается по висоті і приймає форму зазору (калібру) між валками. При цьому способі прокатки смуга переміщається тільки вперед, тобто здійснює тільки поступальний рух. Залежно від калібрування валків форма поперечного та поздовжнього розрiзу прокату може бути різною. Таким чином одержують листи, плити, стрічку, фольгу, сортовий прокат, періодичні профілі, гнуті профілі та ін .
Рисунок 1 – Схематичне зображення роботи кліті і обробки металу тиском
(Анімація: 17 кадрів, 6 циклів, 68,9 кілобайт)
Породольна прокатка – прокатка, при якій деформація виробу відбувається між валками, що обертаються в протилежних напрямках і розташованими в більшості випадків паралельно один одному. Сили тертя, що виникають між поверхнею валків і металу, що прокатується, втягують метал в міжвалковий простір [6].
При цьому метал піддається пластичної деформації:
- висота його розрiзу зменшується;
- довжина і ширина збільшуються.
2.2.2. Поперечна прокатка
При поперечній прокатці тіло, що обробляється (циліндричної форми), поміщається в зазор між двома валками, що обертаються в одну сторону і отримує обертальний рух за рахунок сил тертя на контактній поверхні. Деформація тіла відбувається при зустрічному зближенні валків. У продольному напрямку тіло, що обробляється, не переміщується (якщо немає спеціальних тягових пристроїв). Поперечна прокатка використовується для виготовлення валів, осей, втулок і інших тіл обертання [6].
2.2.3. Поперечно-гвинтова прокатка
Поперечно-гвинтова прокатка займає проміжне положення між продольною і поперечною. Цей спосіб широко використовується для отримання порожнистих трубних заготівок (гільз). Обробляється тіло (циліндричної форми), проходячи між валками, обертається і одночасно робить поступальний рух, тобто кожна точка тіла (за винятком розташованих на його осі) рухається по гвинтовій траєкторії.
2.3. Прокатний стан
Прокатний стан – комплекс обладнання, в якому відбувається пластична деформація металу між валками, що обертаються. У більш широкому значенні – система машин, що виконує не лише плющення, але і допоміжні операції:
- транспортування вихідної заготовки зі складу до нагрівальних печей і до валкiв стану;
- передачу прокатуваного матеріалу від одного калібру до іншого;
- кантовку;
- транспортування металу після прокатки;
- різання на частини;
- маркування або таврування;
- правку;
- упаковку;
- передачу на склад готової продукції та ін.
2.3.1. Класифікація і пристрій прокатних станів
Головна ознака, що визначає пристрій – його призначення в залежності від сортаменту продукції або виконуваного технологічного процесу. За сортаментом продукції стани поділяють на:
- заготівельні, в тому числі стани для прокатки слябів і блюмів;
- листові і смугові;
- сортові, в тому числі балочні і проволочні;
- трубопрокатні;
- деталепрокатнi (бандажі, колеса, осі і т.д.).
За технологічним процесом ділять на наступні групи:
- ливарно-прокатні (агрегати);
- обжимні (для обтиску злитків), в тому числі слябінги і блюмінги;
- реверсивні одноклітьовi;
- тандеми;
- багатоклiтьовi;
- безперервні;
- холодної прокатки.
3. Аналіз швидкісних режимів електроприводів безперервних груп прокатних станів
Прокатка металу відноситься до обробки металів тиском. Метод полягає в зміні геометричних розмірів гуркоту при проходженні між валів. В результаті прокатки збільшуються ширина і довжина металу.
При обробці металів тиском приймають, що обсяг тіла в процесі пластичної деформації залишається постійним. Це дає можливість зв'язати розміри тіла до деформації з розмірами тіла після деформації.
Формулюється закон сталості секундних обсягів наступним чином: обсяг металу, що проходить в одиницю часу через певний перетин осередку деформації, що формується робочим інструментом, не змінюється при переході від одного перерізу до другого при безперервному режимі обробки.
Математично закон сталості секундних обсягів виражається співвідношенням:
де Vi – середня швидкість руху металу в i-му перерізі осередку деформації площею Fi [1].
На підставі цього закону встановлюють взаємозв'язок між швидкістю руху металу і змінами розмірів поперечного перерізу заготовки, що деформується при безперервному режимі обробки.
На рисунку 1 представлена технологічна схема прокатки металу в шести-клітьовому стані, що складається з послідовно горизонтальних і вертикальних клітей, що чергуються [2]. Така технологічна схема дозволяє сформувати необхідний профіль продукту за висотою та шириною.
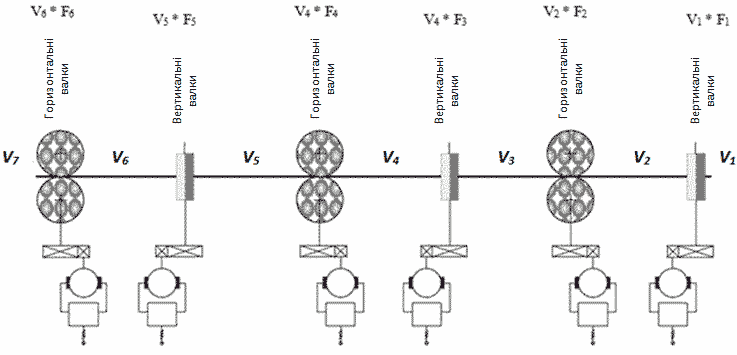
Рисунок 1 – Структурна схема обробки металу тиском
На рисунку 1: Vi*Fi – закон збереження секундного обсягу металу в клітях;
Vi – лінійна швидкість руху металу;
Fi – площа перетину осередку деформації;
Vi – обсяг металу в просторі між клітями.
Керування швидкісним режимом головних приводів прокатних клітей – одна з основних функцій автоматизованої системи управління технологічним процесом (АСКТП) безперервного стану. Її завдання – по заданій швидкості смуги на виході з останньої кліті, виходячи з режиму обтиснень і закону сталості секундних обсягів, розрахувати швидкість смуги в кожній кліті, а потім, з урахуванням випередження, визначити і поставити швидкості обертання валків [2].
Перетин осередку деформації площею Fi задається калібруванням прокатних валків клітей, тому лінійна швидкість електроприводу повинна строго підтримуватися відповідно до зміни перетину проходить металу.
Вимоги до електроприводу прокатних станів:
- широкі межі регулювання швидкості;
- висока перевантажувальна здатність по моменту;
- хороша експлуатаційна надійність;
- мінімальний маховий момент;
- великий пусковий момент;
- жорсткі механічні характеристики.
При точному дотриманні швидкісних режимів засобами електроприводу, прокатка металу буде здійснюватися вільно. Ознакою дотримання умови вільної прокатки може бути статичний струм електроприводу першої кліті. Якщо він не змінився після захоплення металу валками подальшої кліті при одночасній прокатці в двох клітях, то прокатка йде вільно – немає зусиль підпору або натягу. При зміні статичного струму ЕП першої кліті в більшу сторону відбувається перерозподіл навантаження – перша кліть приймає на себе частину навантаження наступної кліті. При цьому виникає зусилля підпору в проміжку між клітями. Для усунення його необхідно або збільшити кутову швидкість приводу другої кліті, або зменшити кутову швидкість першої.p>
Якщо ж статичний струм ЕП першої кліті змінився в меншу сторону – отже, наступна кліть прийняла на себе частину навантаження попередньої. При цьому виникає зусилля натягу в проміжку між клітями. Для усунення його необхідно або збільшити кутову швидкість попередньої кліті, або зменшити кутову швидкість наступної.
Послідовність корекції швидкостей може бути як по ходу прокату, так і проти нього:
- Корекція швидкості по ходу прокату здійснюється методом підстроювання подальшої (i+1)-й кліті під попередню i-ю кліть. Тобто, змінюють кутову швидкість обертання валків (i+1)-й кліті по відношенню до i-й кліті.
- Корекція швидкості проти ходу прокату на увазі зміну кутової швидкості обертання валків попередньої i-й кліті по відношенню до швидкості обертання валків подальшої (i+1)-й кліті.
4. Наслідки неточної або неякісної настройки швидкісних режимів
4.1. Надмірне зусилля підпору

Рисунок 2 – Наслідки надмірного зусилля підпору в металі на проміжку меж клітями
Рисунок 2 – Наслідки надмірного зусилля підпору в металі на проміжку меж клітями
Результатом надмірного зусилля підпору є буріння
, тобто метал, що прокатується не зайшов в наступну кліть і почав згинатися.
Для уникнення наслідків буріння
, як правило, використовують уловлювач петель. У разі їх відсутності можуть виникнути матеріальні збитки, проводки,
а так само виникає загроза життю обслуговуючого персоналу.
4.2. Надмірне зусилля натягу
 Рисунок 3 – Тріщина напруги |
 Рисунок 4 – Деформаційна «рванина» |
Наслідками надмірного зусилля натягу можуть бути декілька явищ.
Тріщина напруги і деформаційна рванина
є дефектами прокату і внаслідок них прокатний стан отримує браковані вироби.
Тріщина напруги (Рисунок 3) з'являється, як правило, під час прокатки кутника. Вона виникає при зношених робочих валках,
через які зусилля стиснення, що прикладається до металу, нерівномірно по всій його площі. Іншими словами, одну сторону кутника
робочі валки прокочують
швидше, ніж іншу.
Деформаційна рванина
(Рисунок 4) виникає при різкому прискоренні обертання робочих валків кліті під час захоплення металу.
Фактично, відбувається прослизання і метал злизує
.
5. Економічний аспект порушення швидкісних режимів
При виникненні буріння
на прокатному стані технологічний процес зупиняється для ліквідації аварії.
Час ліквідації варіюється від 20 хвилин до 3 годин. В середньому, час ліквідації наслідків буріння
становить 1 годину.
Час прокату однієї заготовки становить 111,4 секунд, звідки випливає, що буріння – дуже витратна аварія, тому що прокатний стан за 1 годину виробляє приблизно 33 вироби.
Однак система регулювання реагує на буріння
повною зупинкою стану, і губляться всього лише 2 заготовки (та, яку катали на момент буріння, і та, яка тільки вийшла з печі).
У таблиці 1 наведена вартість катанки (Арматура, діаметром 8 мм)[5].
Таблиця 1 - Вартість арматури, діаметром 8 мм, в залежності від її довжини.
| Найменування | Вага 1 м/п (кг) |
|
|
|
|
||||||||
| Арматура Ø8мм | 0,44 | 5,39 | 12250,00 | 5,98 | 13590,00 |
Як видно з таблиці 1 вартість 1-ї заготовки велика, і втрата заготовки для підприємства обходиться дуже дорого.
Цілі і завдання магістерського проекту
З урахуванням всього вище викладеного, в дипломному проекті планується вибрати найбільш раціональний алгоритм управління швидкісними режимами і розглянути можливість реалізації автоматичної системи регулювання кутових швидкостей робочих валків для чорнової групи безперервного прокатного стану 390 Макіївського філіалу Єнакіївського металургійного заводу. Так само в системі регулювання кутових швидкостей робочих валків для чорнової групи повинні бути враховані компенсації зусиль в металі в проміжках меж клітей [7].
Завдання магістерського проекту:
- Виконати аналіз переваг і недоліків існуючої системи регулювання кутових швидкостей робочих валків прокатного стану 390;
- Запропонувати декілька альтернативних варіантів алгоритмів побудови автоматичної системи регулювання;
- Скласти структурну схему обраного алгоритму регулювання;
- Розробити програму автоматичного регулювання в програмних пакетах (Matlab, Simatic manager);
- Привести докази можливості бути реалізованим проекту на математичній моделі.
На момент написання даного реферату магістерська робота ще не завершена.
Орієнтовна дата завершення магістерської роботи: червень 2017 року. Повний текст роботи та матеріали по темі можуть бути отримані у автора або його керівника після зазначеної дати.
Список джерел
- Теория обработки металлов давлением: Конспект лекций и варианты заданий для выполнения курсовой работы / сост. Н. Н. Загиров, Э. А. Рудницкий. - Красноярск: Сиб. федер. ун-т, 2011. - 5 стр.
- Pазработка математической модели взаимосвязанных электромеханических систем черновой группы прокатного стана. Андрюшин И. Ю., Шубин А. Г., Гостев А. Н. / Электротехнические системы и комплексы. Вып. № 3 (24) 2014 г. - С 24–30.
- Тулупов О. Н., Способ задания скоростного режима непрерывной группы прокатных клетей стана горячей прокатки металла с обеспечением минимального натяжения в межклетевых промежутках: Обработка металлов давлением. д-р технич. наук. Магнитогорский гос. техн. унив. им. Г.И. Носова, Магнитогорск, 2001 г.
Режим доступа:Техносфера
– библиотека технических наук. - Бурьков В. В., Юнгер И. Б. - Способ задания скоростного режима непрерывной группы прокатных клетей стана горячей прокатки металла с обеспечением минимального натяжения в межклетевых промежутках, 2007 г.
Режим доступа:FindPatent.ru
– патентный поиск, 2012-2016. - Цены на готовую продукцию компании
КТ-СТАЛЬ
.
Режим доступа: База металлопрокатаКТ-СТАЛЬ
. - Редакционная статья, прокатное производство, 2013 г.
Режим доступа: Международное изданиеMetallurgical and Mining Industry
. - Шубин А. Г., Гостев А. Н., Храмшин Р. Р., Одинцов К. Э. – Исследование системы компенсации межклетевых усилий в черновой группе прокатного стана методом математического моделирования // ЭС и К. 2015. № 4 (29).
Режим доступа:КиберЛенинка
– научная электронная библиотека.