
Реферат за темою випускної роботи
Зміст
- Введення
- 1. Мета роботи
- 2. Опис, призначення і принцип дії установки
- 2.1.Фрезерний верстат для обробки кромок листів типу PFM90 / 600 CNC
- 2.2.Процесс фрезерування
- 3. Використовувані електроприводу і принцип управління
- 3.1 Перехідні процеси асинхронного двигуна
- 3.2 Векторне управління асинхронним двигуном
- 3.3 Векторне управління синхронним двигуном з постійними магнітами
- 4 Висновок
- Список джерел
Вступ
Числове програмне управління (скор. ЧПУ; англ. computer numerical control, скор. CNC ) – область техніки, пов'язана із застосуванням цифрових обчислювальних пристроїв для управління виробничими процесами. [ 5 ]
Устаткування з ЧПУ може бути представлено:
- верстатний парк, наприклад, верстатами (верстати, обладнані числовим програмним управлінням, називаються верстатами з ЧПУ) для обробки металів (наприклад, фрезерні або токарні), дерева, пластмас;
- приводами асинхронних електродвигунів, що використовують векторне управління;
- характерною системою управління сучасними промисловими роботами;
- периферійні пристрої, наприклад: 3D-принтер, 3D-сканер.
Абревіатура ЧПУ відповідає двом англомовним – NC і CNC.NC – Numerical Control. CNC – Computer Numerical Control.
Першим очевидним плюсом від використання верстатів з ЧПУ є більш високий рівень автоматизації виробництва. Випадки втручання оператора верстата в процес виготовлення деталі зведені до мінімуму. Верстати з ЧПУ можуть працювати практично автономно, день за днем, тиждень за тижнем, випускаючи продукцію з незмінно високою якістю. При цьому головною турботою оператора є в основному підготовчо-заключні операції: установка і зняття деталі, налагодження інструменту і т.д. В результаті один працівник може обслуговувати відразу кілька верстатів. Другою перевагою є виробнича гнучкість. Це означає, що для обробки різних деталей потрібно всього лише замінити програму. А вже перевірена і відпрацьована програма може бути використана в будь-який момент і будь-яке число раз.
Третім плюсом є висока точність і повторюваність обробки. За однією і тією ж програмою ви зможете виготовити з необхідною якістю тисячі практично ідентичних деталей.
Ну і нарешті, числове програмне керування дозволяє обробляти такі деталі, які неможливо виготовити на звичайному обладнанні. Це деталі зі складною просторовою формою, наприклад, штампи і прес-форми. [ 6 ]
1 Мета роботи
Метою моєї магістерської роботи є ознайомлення і вивчення принципу роботи верстата з числовим програмним управлінням. Основним завданням є математичний опис і моделювання роботи асинхронних і синхронних двигунів з постійними магнітами фрезерного верстата з ЧПУ, вивчення перехідних процесів, а також аналіз результатів роботи установки.
2 Опис, призначення і принцип дії установки
2.1 Фрезерний верстат для обробки кромок листів типу PFM90 / 600 CNC
Фрезерний кромкообрезной верстат призначений для обробки листової сталі. Він працює на основі розробленого фірмою високошвидкісного способу фрезерування, в якому застосовуються периферійні фрези.
Завдяки цьому способу досягаються дуже високі подачі, при цьому за допомогою профільних фрезерних головок за один прохід обробляються найрізноманітніші профілі.
Фрезерні головки оснащені твердосплавними поворотними ріжучими пластинками.
Так як оброблювані листа мають в більшості випадків хвилясту форму, а фрезерується фаска по всій довжині аркуша повинна залишаються незмінною, то фрезерні пристрої мають копіювальні ролики для поперечного копіювання.
Фрезерний верстат для обробки крайок листової сталі є виробничою одиницею в складі однієї лінії для безперервної обробки.
Оброблювані листи укладаються на завантажувальний стіл точно центрований відносно фрезерних пристроїв.
Центруюче пристрій центрує і позиціонує листи.
Транспортна система для листів складається з транспортного візка, на якій знаходяться затискні цанги, де одна з них регулюється в залежності від довжини листа.
На транспортної візку листи затискаються з кожного боку в середині.
Після затиску листа затискними цангами він транспортується через встановлені справа і зліва від поздовжньої напрямної фрезерні пристрої, при тим обробляються його поздовжні сторони.
Після вимірювання ширини листа і визначення глибини різу, обчислення максимальної швидкості подачі здійснюється автоматично.
Якщо глибина різу занадто велика або ширина листа недостатня, система управління посилає відповідне попередження.
Після обробки листа затискні цанги на транспортній візку розпрямляються і лист укладається на розташований за фрезерними пристроями розвантажувальний стіл, призначений для від транспортування листів. Вчасно від транспортування не видалені стружку можливо видалити за допомогою однієї щітки для стружки зі своїм приводом.
Після цього транспортний візок повертається в прискореному ході в початкову позицію і бере наступний режим обробки лист. Даний лист був поставлений і позиціонується під час процесу фрезерування попереднього листа.
Малюнок 1 – Структурна схема кромкообрізного верстата
(анімація: 6 кадрів, 51.5 кілобайт)
Позначення і призначення осей крайкофрезерні верстата з ЧПУ:
- SS1 – Switch cabinet – Електрошафа
- P1 – Control desk – Пульт управління
- FL – Miller left – Фрезерна бабка зліва
- FR – Miller right – Фрезерна бабка справа
- ZFL – Feed in milling unit left – Підведення фрезерної бабки зліва
- ZFR – Feed in milling unit righ – Підведення фрезерної бабки справа
- BFL – Strip guiding left – Напрямна плити зліва
- BFR – Strip guiding right – Напрямна плити справа
- RBR – Aligning beam right – Лінійка центрирующая справа
- RBL – Aligning beam left – Лінійка центрирующая зліва
- VFZ – Movable tong – Цанга рухлива
- TW1 – Feed carriage 1 (Master) – Транспортний візок 1 (Ведучий)
- TW2 – Feed carriage 2 (Slave) – Транспортний візок 2 (підпорядкованому)
2.2 Процес фрезерування
- Лист укладається цеховим краном на що подає рольганг поздовжньо;
- У позицію лист підводиться приводними рольгангами;
- Все цанги на транспортній візку розкриті;
- Від позиціонувати транспортний візок;
- Від позиціонувати лист перед упором транспортним візком; для подальшої роботи укласти і від позиціонувати наступний лист на завантажувальному столі;
- Повернути транспортний візок в вихідну позицію;
- Вирівняти лист за допомогою центрирующей балки паралельно і по центру;
- Закрити крайню цангу;
- Закрити рухливу цангу;
- Розкрити центруючу балку;
- Привести в рух фрезерні головки, конвеєри для стружки і щітки для стружки;
- Транспортний візок їде з початком листа всередині першого ролика направляючої смуги фрезерного пристрою (якщо рольганг вільний);
- Опустити направляючу смуги;
- Фрезерна подача через транспортну візок: лист фрезерується зліва і справа (готовий лист з розвантажувального рольганга пересувається на рольганг);
- Кінцева частина листа досягає останній ролик направляючої смуги фрезерного пристрою: фіксувати копіювання (фрезерувати кінцеву частину);
- Під час даного ходу фрезерування наступний лист приходить в позицію перед упором для листів;
- Рольганг підводить лист до упору;
- Вирівняти лист центрирующей балкою по паралелі і центру;
- Транспортний візок позиціонує відфрезерований лист на розвантажувальному рольганге;
- Розкрити рухливу і крайню цанги;
- Транспортувати по вертикалі напрямні смуги;
- Транспортний візок повертається в позицію 0;
- Подальша робота як в п.12 і далі;
- При поштучному аркуші: кінець обробки.
3 Використовувані електроприводу і принцип управління
Більшість осей даної установки здійснюють переміщення і позиціонування з використанням синхронних двигунів з постійними магнітами (СДПМ). Привід фрези приводиться в рух асинхронним двигуном. Управління приводами здійснюється за допомогою блоків управління типу SINAMICS S120.
Електронно координовані окремі приводу спільно вирішують загальну задачу. Система управління верхнього рівня управляє приводами таким чином, що виникає бажане узгоджений рух. Для цього потрібно циклічний обмін даними між модулем управління і приводам. Центральний блок регулювання виконує функції регулювання для всіх підключених до нього приводів і додатково реалізує технологічні зв'язки між приводами. Відповідальні зв'язку реалізуються в межах одного блоку і просто проектуються за допомогою одного інструмента для введення в експлуатацію STARTER одним клацанням клавішею миші. Прості технологічні завдання самостійно вирішує блок регулювання SINAMICS S120 Для індивідуальних приводів існують окремі модулі управління CU310 DP або CU310 PN Для багатоосьових застосувань є модуль управління CU320
Кожен з модулів управління базується на об'єктно стандарті програмного забезпечення SINAMICS S120, який містить всі поширені види управління, з можливістю масштабування до найвищих вимог до продуктивності. Як конфігуруються об'єкти є готові блоки регулювання приводу: для модулів харчування Infeed Control
, для широкого спектру асинхронних двигунів Vector Control
і для динамічних застосувань і синхронних двигунів з порушенням від постійних магнітів Servo Control
. Всі ці способи регулювання базуються на принципі векторного управління з орієнтацією по вектору магнітного поля. Поширені види управління U/f є в об'єкті приводу Vector Control
і можуть застосовуватися також для оптимального рішення простих завдань, таких як, наприклад, групові приводи з двигунами SIEMOSYN. [ 4 ]
3.1 Перехідні процеси асинхронного двигуна
Для відстеження перехідних процесів була розроблена схема асинхронного двигуна в ортогональній системі координат в середовищі MatLab бібліотеки Simulink. Модель асинхронного двигуна в ортогональній системі координат орієнтована по потокозчеплення ротора в умовах живлення від джерела напруги наведена на малюнку 2.
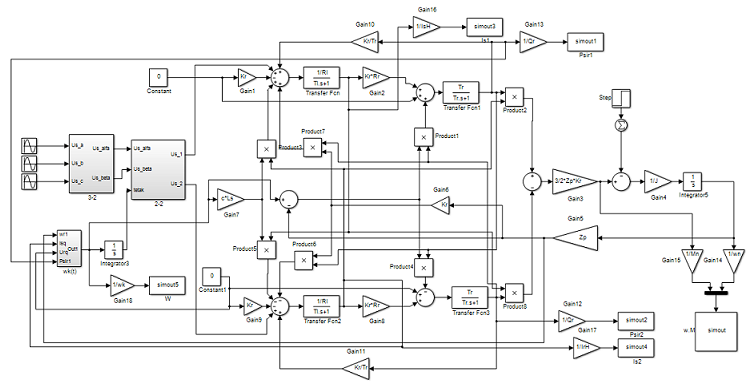
Малюнок 2 – модель асинхронного двигуна приводу фрези з орієнтацією по потокозчеплення ротора
На малюнку 3 наведені перехідні характеристики моменту і швидкості з набросом номінального момент.
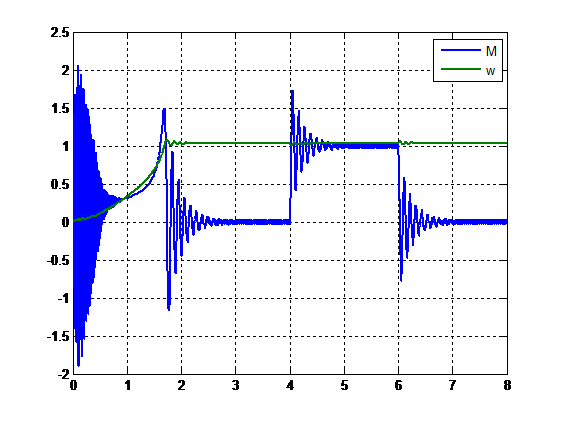
Малюнок 3 – графік моменту і швидкості асинхронного двигуна
На малюнку 4 наведено графік ωk з орієнтацією по вектору потокозчеплення
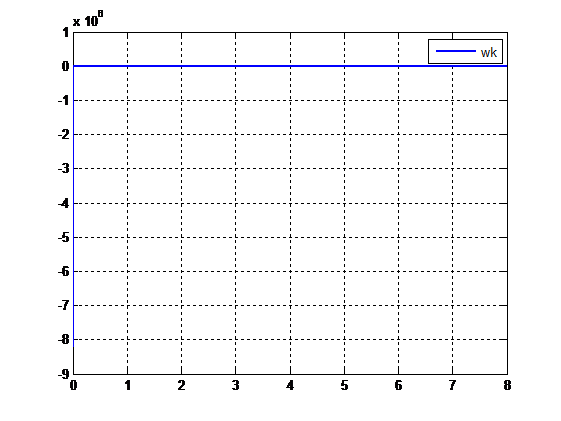
Малюнок 4 – графік ωk орієнтований по потокозчеплення ротора
Графік потокозчеплення ротора і статора наведені на малюнку 5
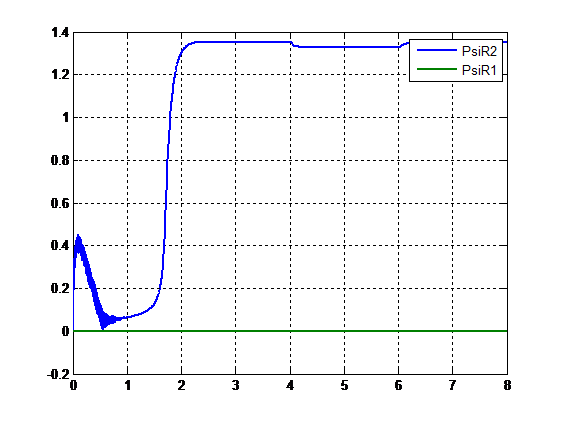
Малюнок 5 – графік потокозчеплення ротора і статора
На малюнку 6 наведено графіки струмів статора і ротора при номінальному навантаженні
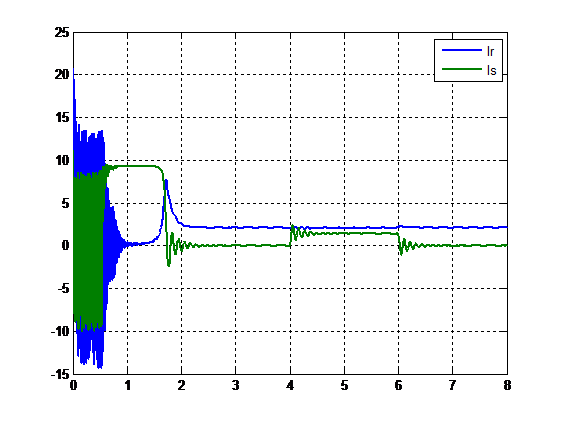
Малюнок 6 – графік струмів статора і ротора
3.2 Векторне управління асинхронним двигуном
При векторному керуванні управління здійснюється за миттєвим значенням змінних. У цифрових векторних системах може виконуватися управління по еквівалентним (усередненим на інтервалі дискретності управління) змінним.
Векторне управління покликане забезпечити закон частотного управління Ψ r = const, тому, потрібні статичні і динамічні властивості ЕП шляхом використання розподільного регулювання механічними (момент, швидкість) і магнітними (магнітний потік або потокозчеплення) координатами при векторному керуванні враховується взаємне положення узагальнених векторів електромагнітних величин. [ 3 ]
Реалізується принцип орієнтації векторних змінних щодо один одного. Зокрема, широкого поширення набула орієнтація струмів і напруг щодо вектора потокозчеплення ротора. Орієнтація забезпечує роздільне (незалежне) управління моментом і потокозчеплення в динамічних і статичних режимах роботи приводу.
В явному або в неявному вигляді присутній контур регулювання електромагнітного моменту двигуна. У першому випадку реалізується принцип
прямого управління моментом. Відповідні системи векторного керування іменуються системами прямого керування моментом. У традиційних
системах векторного керування з орієнтацією струму статора по вектору потокозчеплення ротора роль контуру моменту виконує замкнутий контур активної складової струму статора. [ 2 ]
Таким чином, для побудови системи векторного керування АД потрібно вибрати вектор, щодо якого буде орієнтована система координат, і відповідний вираз для електромагнітного моменту, а потім визначити, що входять до нього величини з рівнянь для ланцюга статора і ротора.
На малюнку 7 приведена функціональна схема системи векторного керування АД
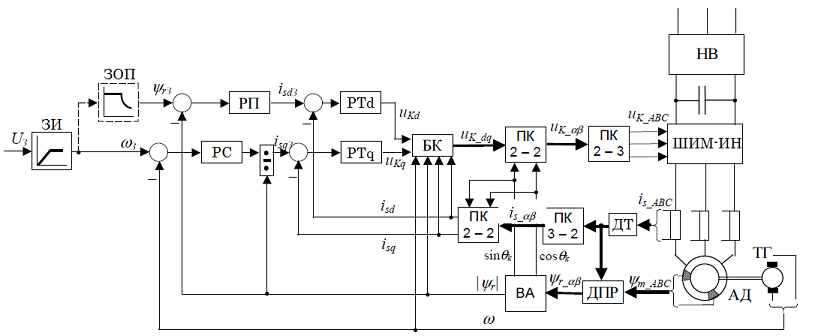
Малюнок 7 – функціональна схема системи векторного керування АД
3.3 Векторне управління синхронним двигуном з постійними магнітами
Сучасні синхронні двигуни з постійними магнітами (СДПМ, Permanent Magnet Synchronous Machine (PMSM)), які працюють при синусоїдальної формі струмів фаз, також звані вентильними двигунами, характеризуються високою щільністю потоку в повітряному зазорі, великим співвідношенням між електромагнітним моментом і моментом інерції , малими пульсаціями моменту у всьому діапазоні регулювання швидкості, аж до низьких швидкостей, що особливо істотно для позиційних приводів, а також можливістю управління моментом при нерухомому двигуні. Вони мають високий коефіцієнт потужності і компактне виконання. Вентильні двигуни випускаються на номінальні моменти до десятків ньютонів на метр і використовуються в різних механізмах, в яких потрібні високі статичні та динамічні характеристики приводу [ 1 ]
В даній роботі буде розглянута система векторного керування СДПМ в системі координат d, q .
На малюнку 8 приведена функціональна схема системи векторного керування синхронним двигуном з постійними магнітами.
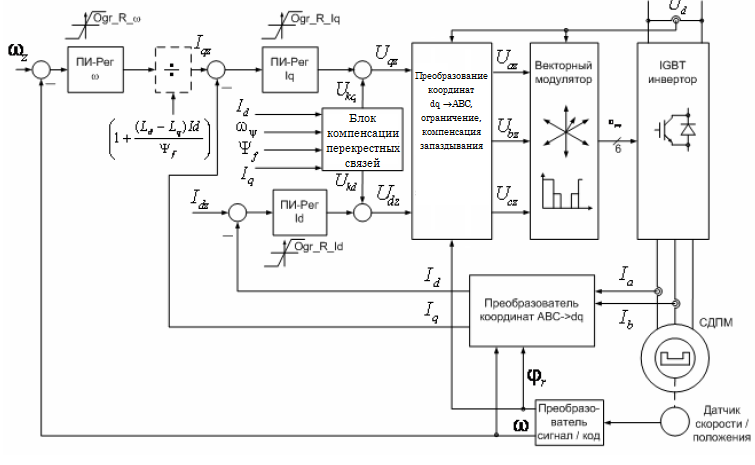
Малюнок 8 – функціональна схема системи векторного керування синхронним двигуном з постійними магнітами
4 Висновок
Верстати з числовим програмним управлінням активно використовуються в промисловості і вимагають точного позиціонування і швидкодії, а також якісних перехідних процесів. До верстатів з числовим програмним управлінням висувають головна вимога - виробляти якісну продукцію. Ці аспекти зобов'язують до подальшого вивчення роботи електроприводів і систем їх регулювання, моделювання та аналізу існуючих систем.
Список джерел
- Соколовский Г.Г. Электроприводы переменного тока с частотным регулированием : [учебник для студ. высш. учеб. заведений] / Георгий Георгиевич Соколовский. – М.: Издательский центр
Академия
, 2006. – 272 с. - Виноградов А.Б. Векторное управление электроприводами переменного тока / ГОУВПО
Ивановский государственный энергетический университет имени В.И. Ленина
.– Иваново, 2008.– 298 с. ISBN - Методичні вказівки до лабораторнихі практичних робіт з курсу
Моделювання електромеханічних систем
(для студентів спеціальності 7.0922.03Електромеханічні системи автоматизації і електропривод
). Розділ 2Моделювання систем електроприводу змінного струму
/ Укл.: О. І. Толочко, Г. С. Чекавський, О. В. Пісковатська – Донецьк: ДонНТУ, 2005. – 92 с. - SINAMICS S120 – Встраиваемые преобразователи частоты
- Числовое программное управление [Электронный ресурс]. Режим доступа: https://ru.wikipedia.org/wiki/ЧПУ
- Устройство и принцип работы двигателя на постоянных магнитах[Электронный ресурс]. Режим доступа: http://slarkenergy.ru/oborudovanie/engine/na-postoyannyx-magnitax.html
- Устройство и принцип работы двигателя на постоянных магнитах[Электронный ресурс]. Режим доступа: http://www.ets.ifmo.ru/usolzev/posobie1/vect_upr.htm#erste_teil